Vous aimerez peut-être aussi
- Contrat de Phase PrevisionnelDocument8 pagesContrat de Phase Previsionnelhaha100% (2)
- Eval Temps BtsipmDocument6 pagesEval Temps BtsipmAhceneHamimes100% (1)
- 3 GU Corrigé PDFDocument1 page3 GU Corrigé PDFtagne simo rodrigue67% (3)
- 2 TD AVPEF CorrectionDocument1 page2 TD AVPEF CorrectionMohamedBejja75% (4)
- TD CompresseurDocument11 pagesTD CompresseurSamba Sall100% (1)
- Examen de Controle - Commande Numérique - 21062018Document14 pagesExamen de Controle - Commande Numérique - 21062018O Z100% (2)
- Cours Complet EcranDocument1 pageCours Complet EcranFettah Elkallati100% (1)
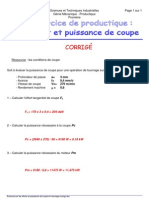
- Exercice Sur Les Efforts Et Puissance de Coupe en Tournage-CorrigeDocument1 pageExercice Sur Les Efforts Et Puissance de Coupe en Tournage-CorrigeWalid Ben Ezzine57% (7)
- Rapport PFE FinalDocument87 pagesRapport PFE Finalmoez ben youssef100% (1)
- TD1 MISP2 ThermodynamiqueDocument2 pagesTD1 MISP2 ThermodynamiqueYRO AUBAINPas encore d'évaluation
- TP Pendule SimpleDocument6 pagesTP Pendule Simpleben fayssal100% (1)
- Exm2015-CorrigeDocument7 pagesExm2015-CorrigeToxic DEVPas encore d'évaluation
- Elaborer Un Contrat de PhaseDocument2 pagesElaborer Un Contrat de PhaseZikoPas encore d'évaluation
- Exercice Conditions de Coupe en Tournage ProfDocument8 pagesExercice Conditions de Coupe en Tournage ProfSebastien Moulinié75% (4)
- 1-Contrat de PhaseDocument2 pages1-Contrat de PhaseRedaAbdraouf60% (5)
- DispersionsDocument5 pagesDispersionsMohamed SahilPas encore d'évaluation
- Usinage Par Enlèvement de MatièreDocument11 pagesUsinage Par Enlèvement de MatièreMou Hamoudi100% (2)
- 1-Contrat de Phase-Corrigé PDFDocument2 pages1-Contrat de Phase-Corrigé PDFSaidJaroumiPas encore d'évaluation
- Embrayages Frein 10 11 12Document7 pagesEmbrayages Frein 10 11 12Heraiz Rachid100% (4)
- TD 3 - Temps D'usinageDocument1 pageTD 3 - Temps D'usinageLarbi GueraichePas encore d'évaluation
- 2799 22 Optimisation Des Parametres de CoupeDocument6 pages2799 22 Optimisation Des Parametres de CoupeSLIMANE BENCHIHEUB50% (2)
- Projet de Fin D Etude PDFDocument58 pagesProjet de Fin D Etude PDFAyoub Elcaidi100% (1)
- 4-Contrat de Phase #10-BC PDFDocument1 page4-Contrat de Phase #10-BC PDFtagne simo rodrigue100% (1)
- 2 Contrôle GéoDocument8 pages2 Contrôle GéoNS ADPas encore d'évaluation
- Usinage Par Enlèvement de Matière Doc-ELEVE MOUKHTARI2Document10 pagesUsinage Par Enlèvement de Matière Doc-ELEVE MOUKHTARI2ELMustaphaELMoukhtariPas encore d'évaluation
- Torsion 2020corrige FinalDocument10 pagesTorsion 2020corrige Finalyasmine ben slimane100% (1)
- 694 11 Efforts de Coupe Et PuissancesDocument10 pages694 11 Efforts de Coupe Et PuissancesHakimHadjabhakim100% (6)
- TD Elaboration Des GammesDocument9 pagesTD Elaboration Des GammesKhadija Labrizi100% (1)
- Determination Des Temps de FabricationDocument41 pagesDetermination Des Temps de FabricationO'zSamaPas encore d'évaluation
- Cours-Etude-Coupe-CFM-Mai-2020-Partie IDocument30 pagesCours-Etude-Coupe-CFM-Mai-2020-Partie Isaif Saadi100% (1)
- Controle Esa101Document2 pagesControle Esa101MOHAM BELHOUDAPas encore d'évaluation
- Exercice Limiteur de Couple Transmissible ÉèveDocument2 pagesExercice Limiteur de Couple Transmissible Éèvemohamed1101Pas encore d'évaluation
- Devoir de Contrôle N°1 - Génie Mécanique Pompe D'alimentation - 3ème Technique (2013-2014) MR Mlaouhi SlaheddineDocument7 pagesDevoir de Contrôle N°1 - Génie Mécanique Pompe D'alimentation - 3ème Technique (2013-2014) MR Mlaouhi SlaheddineMohammed Elhabib ZellalPas encore d'évaluation
- Examen À Distance de TP MécaniqueDocument5 pagesExamen À Distance de TP MécaniqueFatima Zahra AmalouPas encore d'évaluation
- Analyse de Fabrication Et Gammes D'usinage-partie3-Fm-tsmfmDocument47 pagesAnalyse de Fabrication Et Gammes D'usinage-partie3-Fm-tsmfmmaraghni_hassine7592100% (1)
- 1-Contrat de Phase-Corrigé PDFDocument2 pages1-Contrat de Phase-Corrigé PDFworldsailor100% (2)
- Devoir de Maison Janvier 2021Document17 pagesDevoir de Maison Janvier 2021soulaima khederPas encore d'évaluation
- Corrige TD de Fraisage CompressDocument5 pagesCorrige TD de Fraisage CompressShooting StarPas encore d'évaluation
- Cotation FonctionnelleDocument3 pagesCotation FonctionnelleMIMFS100% (3)
- Série TD-4 Contrat de Phase-ConvertiDocument9 pagesSérie TD-4 Contrat de Phase-ConvertiAljawhara Sara50% (2)
- Sujet Productique Mai 2014 PDFDocument21 pagesSujet Productique Mai 2014 PDFsoufiane Ok100% (2)
- Les Game D'usinage de PFE by YounessDocument16 pagesLes Game D'usinage de PFE by Younessomarkhan33Pas encore d'évaluation
- TD Gamme de FabricationDocument4 pagesTD Gamme de FabricationO Z50% (2)
- 34 06 Outils de Coupe en Tournage PDFDocument3 pages34 06 Outils de Coupe en Tournage PDFAyoub Otasse100% (2)
- 694 11 Efforts de Coupe Et puissances%5B1%5D PDFDocument10 pages694 11 Efforts de Coupe Et puissances%5B1%5D PDFpaul3012Pas encore d'évaluation
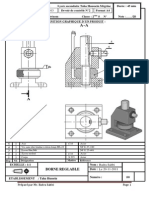
- Dossier Technique Etau A Serrage Rapide PDFDocument10 pagesDossier Technique Etau A Serrage Rapide PDFamineee100% (1)
- 2683 IE13 - SujetDocument9 pages2683 IE13 - SujetZakaria Bettioui100% (1)
- Aje9n-Borne Reglable Aves CorrectionDocument3 pagesAje9n-Borne Reglable Aves Correctionsaded05100% (3)
- PliageDocument9 pagesPliageNaoufel Fares0% (1)
- Examen de CFAO PDFDocument2 pagesExamen de CFAO PDFSalim Rezki100% (1)
- Contrat de Phase Final122226Document2 pagesContrat de Phase Final122226Nada Ghammem50% (2)
- Notes Cours Programmation APTDocument77 pagesNotes Cours Programmation APTulys1922Pas encore d'évaluation
- TD IsostatismeDocument2 pagesTD IsostatismeSÕfȋǡņɇ Bɇņamar100% (2)
- TD Injection PlastiqueDocument4 pagesTD Injection PlastiqueMounir Douggaz100% (1)
- 3 GU (2) Copier DéverrouilléDocument1 page3 GU (2) Copier DéverrouilléMAJDA TAHIRIPas encore d'évaluation
- 01 Sujet CM5Document7 pages01 Sujet CM5CHERIFPas encore d'évaluation
- PFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFDocument98 pagesPFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFMouad BottePas encore d'évaluation
- الامتحان الوطني في المواد المهنية1 2022 مسلك التصنيع الميكانيكي الدورة العاديةDocument20 pagesالامتحان الوطني في المواد المهنية1 2022 مسلك التصنيع الميكانيكي الدورة العاديةHakika ZakariaPas encore d'évaluation
- Efm Eljorf TFM V2Document4 pagesEfm Eljorf TFM V2Wail AhdadouchPas encore d'évaluation
- Instruction FRDocument55 pagesInstruction FRselim ghnayaPas encore d'évaluation
- Devoir de Contrôle N°2 Avec Correction - Génie Mécanique - Bac Technique (2020-2021) MR BEN AMMAR MustaphaDocument4 pagesDevoir de Contrôle N°2 Avec Correction - Génie Mécanique - Bac Technique (2020-2021) MR BEN AMMAR MustaphaGalena PrincePas encore d'évaluation
- TP FAO Eficn FraisageDocument5 pagesTP FAO Eficn FraisageChokri AtefPas encore d'évaluation
- Examen ResilienceDocument2 pagesExamen ResilienceIssaoui MansourPas encore d'évaluation
- Fiche de Stage C 1 METHODES DE CONTROLEDocument1 pageFiche de Stage C 1 METHODES DE CONTROLEELMustaphaELMoukhtariPas encore d'évaluation
- Decret205740 0Document2 pagesDecret205740 0ELMustaphaELMoukhtariPas encore d'évaluation
- Os Et Hyperparaiaire Smedian 2022Document1 pageOs Et Hyperparaiaire Smedian 2022ELMustaphaELMoukhtariPas encore d'évaluation
- Invoice - RDS-9-3Document1 pageInvoice - RDS-9-3ELMustaphaELMoukhtariPas encore d'évaluation
- Qualification MGP REGLAGE ET CONDUITE D UNE PRODUCTION DE SERIEDocument101 pagesQualification MGP REGLAGE ET CONDUITE D UNE PRODUCTION DE SERIEELMustaphaELMoukhtariPas encore d'évaluation
- M07-MARKETING TER TSGE+Par+Www - Ofppt1.blogspotDocument162 pagesM07-MARKETING TER TSGE+Par+Www - Ofppt1.blogspotdeviilboy100% (2)
- MicrometreDocument3 pagesMicrometreELMustaphaELMoukhtariPas encore d'évaluation
- Medicaments Innovants Et Contrats Dacces Au Marche PDFDocument47 pagesMedicaments Innovants Et Contrats Dacces Au Marche PDFELMustaphaELMoukhtariPas encore d'évaluation
- 3 Suivi Evaluation ProjetDocument6 pages3 Suivi Evaluation Projetagnomblerou77Pas encore d'évaluation
- Examens Nationaux Bacpro Genie Mecanique Fabrication Mawad1 2017 NDocument14 pagesExamens Nationaux Bacpro Genie Mecanique Fabrication Mawad1 2017 NELMustaphaELMoukhtariPas encore d'évaluation
- Fab - MecaDocument2 pagesFab - MecaELMustaphaELMoukhtariPas encore d'évaluation
- F2 Les UsinagesDocument5 pagesF2 Les UsinagesYoussef FathPas encore d'évaluation
- 1 Nomenclature ÉlèvesDocument2 pages1 Nomenclature ÉlèvesELMustaphaELMoukhtariPas encore d'évaluation
- Isoetatisme PDFDocument10 pagesIsoetatisme PDFfarhat ghanem100% (1)
- Le TournageDocument9 pagesLe TournageELMustaphaELMoukhtari100% (1)
- Ptpam BM 2Document52 pagesPtpam BM 2ELMustaphaELMoukhtariPas encore d'évaluation
- Examens Nationaux Bacpro Genie Mecanique Fabrication Mawad1 2017 NDocument14 pagesExamens Nationaux Bacpro Genie Mecanique Fabrication Mawad1 2017 NELMustaphaELMoukhtariPas encore d'évaluation
- Roulement MGP 1Document4 pagesRoulement MGP 1ELMustaphaELMoukhtariPas encore d'évaluation
- Roulement MGPDocument12 pagesRoulement MGPELMustaphaELMoukhtariPas encore d'évaluation
- Em EfmDocument1 pageEm EfmELMustaphaELMoukhtari100% (1)
- Opcm PDFDocument1 pageOpcm PDFELMustaphaELMoukhtariPas encore d'évaluation
- Les Politiques de MaintenanceDocument1 pageLes Politiques de MaintenanceELMustaphaELMoukhtariPas encore d'évaluation
- Exercices Ajustements PDFDocument5 pagesExercices Ajustements PDFIssàm Màoujoud100% (1)
- I. Exercice 1:: Noter Au-Dessus de Chaque Perspective Le Numéro de La Vue CorrespondanteDocument6 pagesI. Exercice 1:: Noter Au-Dessus de Chaque Perspective Le Numéro de La Vue CorrespondanteELMustaphaELMoukhtariPas encore d'évaluation
- Sujet Normale 09Document1 pageSujet Normale 09ELMustaphaELMoukhtari100% (1)
- Exercice 1Document7 pagesExercice 1ELMustaphaELMoukhtariPas encore d'évaluation
- Opcm PDFDocument1 pageOpcm PDFELMustaphaELMoukhtariPas encore d'évaluation
- Module 16 TDDocument1 pageModule 16 TDELMustaphaELMoukhtari100% (1)
- StatiqueDocument1 pageStatiqueELMustaphaELMoukhtariPas encore d'évaluation
- Etude Expérimentale en Vue D'un Modèle de Comportement Pour La Vase de TunisDocument12 pagesEtude Expérimentale en Vue D'un Modèle de Comportement Pour La Vase de TunisGeotech NicalPas encore d'évaluation
- TMF Corrigé TD Tuyère Et AubeDocument6 pagesTMF Corrigé TD Tuyère Et AubeAnonymous 80p9OVPas encore d'évaluation
- 01-EC225 LP - ATA 00 - Premier Contact Avec L'hélicoptère - T1 - FRDocument44 pages01-EC225 LP - ATA 00 - Premier Contact Avec L'hélicoptère - T1 - FRLung KhanPas encore d'évaluation
- Manuel 300 Tei 2020Document176 pagesManuel 300 Tei 2020pierre lathierePas encore d'évaluation
- Présentation Étude PontDocument34 pagesPrésentation Étude PontIlyes TakellaletPas encore d'évaluation
- Support de Cours DYNAMIQUE CopieDocument14 pagesSupport de Cours DYNAMIQUE CopieDjeti LabantePas encore d'évaluation
- Mathieu Le Nel 33359 Kergourlay Le-Nel Pince-Hgw Notice-CalculDocument15 pagesMathieu Le Nel 33359 Kergourlay Le-Nel Pince-Hgw Notice-CalculMouhsineAtbPas encore d'évaluation
- Résistance Des Structures - 20230109Document190 pagesRésistance Des Structures - 20230109arcPas encore d'évaluation
- AzziSmail AzziBDocument69 pagesAzziSmail AzziBOubachir Mi DouPas encore d'évaluation
- EP08150369NWA1Document16 pagesEP08150369NWA1Omar SelamiPas encore d'évaluation
- 5-1boite de Cisaillement PDFDocument4 pages5-1boite de Cisaillement PDFUomoD'AffariPas encore d'évaluation
- Acoustique, Chapitre 2Document586 pagesAcoustique, Chapitre 2Ali KHALFAPas encore d'évaluation
- Statique FrottementDocument33 pagesStatique FrottementŒū Ssa MēPas encore d'évaluation
- Merged 20200624 232813Document118 pagesMerged 20200624 232813Anas LghaziPas encore d'évaluation
- STATIQUE DES FLUIDES ProfDocument12 pagesSTATIQUE DES FLUIDES ProfAbdoulnassirou BassongouPas encore d'évaluation
- Réglage Du Jeu Des Soupapes Sur Pajero DiD 3200 (4M41)Document9 pagesRéglage Du Jeu Des Soupapes Sur Pajero DiD 3200 (4M41)Maroselli CharlesPas encore d'évaluation
- Injection Directe Essence PDFDocument7 pagesInjection Directe Essence PDFBa Hamzik HP100% (1)
- 9327 Controle Des Engrenages EnspsDocument8 pages9327 Controle Des Engrenages EnspsKouchad FouadPas encore d'évaluation
- CHapitre2 - Travaux Dirigés - Contact de HertzDocument3 pagesCHapitre2 - Travaux Dirigés - Contact de HertzHamza MokhtariPas encore d'évaluation
- Piezo Common Rail PCR 2 DV4TD Ford (001 097)Document97 pagesPiezo Common Rail PCR 2 DV4TD Ford (001 097)Luc Mutombo MukuluPas encore d'évaluation
- Ex 21 1 Boule de Billard Sur Table TournanteDocument5 pagesEx 21 1 Boule de Billard Sur Table TournanteDIBIPas encore d'évaluation
- BétonarméakifDocument168 pagesBétonarméakifAyoub FekkoukiPas encore d'évaluation
- Pipe SizingDocument4 pagesPipe SizingmarwitosPas encore d'évaluation
- Pompe TriplexDocument23 pagesPompe TriplexBac mathPas encore d'évaluation
- Controle Métaux PDFDocument15 pagesControle Métaux PDFfatimazahra kheraziPas encore d'évaluation
- Module Hydraulique BT MSDocument16 pagesModule Hydraulique BT MSOB1dimiPas encore d'évaluation
- Généralités: Selon ISO 724Document3 pagesGénéralités: Selon ISO 724M.Khaled GdouraPas encore d'évaluation