Vous aimerez peut-être aussi
- Revit Pour Le BIM - Initiation Générale Et Perfectionnement Structure 2017Document520 pagesRevit Pour Le BIM - Initiation Générale Et Perfectionnement Structure 2017Arnoldas Šneideris100% (6)
- Examen de Controle - Commande Numérique - 21062018Document14 pagesExamen de Controle - Commande Numérique - 21062018O Z100% (2)
- Examen - Commande Numérique - 18052018-3-CorrigéDocument21 pagesExamen - Commande Numérique - 18052018-3-CorrigéO Z67% (3)
- Devoir Surveillé - Commande Numérique - 16032018 - Corrigé PDFDocument22 pagesDevoir Surveillé - Commande Numérique - 16032018 - Corrigé PDFO Z100% (2)
- Examen - Commande Numérique - 18052018-3 PDFDocument18 pagesExamen - Commande Numérique - 18052018-3 PDFO ZPas encore d'évaluation
- Devoir Surveillé - Commande Numérique - 16032018 - Corrigé PDFDocument22 pagesDevoir Surveillé - Commande Numérique - 16032018 - Corrigé PDFO Z100% (2)
- Cahier de Charge OPCDocument7 pagesCahier de Charge OPChamzaPas encore d'évaluation
- Chapitre 6 Equilibre Des Sections Droites en Béton Armé Soumises À La Flexion Simple PDFDocument18 pagesChapitre 6 Equilibre Des Sections Droites en Béton Armé Soumises À La Flexion Simple PDFamalPas encore d'évaluation
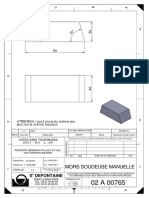
- 02A00765 (Mors de Soudage)Document1 page02A00765 (Mors de Soudage)O ZPas encore d'évaluation
- Exercice N2 CorrigéDocument2 pagesExercice N2 CorrigéO Z100% (1)
- Exercice N9 PDFDocument2 pagesExercice N9 PDFO ZPas encore d'évaluation
- Exercice N2 CorrigéDocument2 pagesExercice N2 CorrigéO Z100% (1)
- Exercice N3Document3 pagesExercice N3O ZPas encore d'évaluation
- Exercice N8 PDFDocument1 pageExercice N8 PDFO ZPas encore d'évaluation
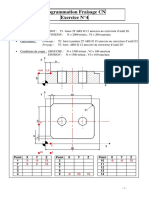
- Exercice N4Document1 pageExercice N4O ZPas encore d'évaluation
- DS2 CN PDFDocument22 pagesDS2 CN PDFTouhemi Ben SadokPas encore d'évaluation
- 1 EEP - GM 2020 - Chap1&2 PDFDocument30 pages1 EEP - GM 2020 - Chap1&2 PDFO ZPas encore d'évaluation
- 3 EEP - GM 2020 Chap5 PDFDocument24 pages3 EEP - GM 2020 Chap5 PDFO ZPas encore d'évaluation
- C2 R Cap Int 20 21 Meca 2020Document82 pagesC2 R Cap Int 20 21 Meca 2020O ZPas encore d'évaluation
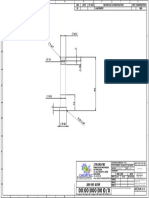
- Plan Axe en AcierDocument1 pagePlan Axe en AcierO ZPas encore d'évaluation
- TP-Loi ES-DAE CardanDocument10 pagesTP-Loi ES-DAE CardanFrançoise NicolasPas encore d'évaluation
- Cours Cao IiDocument61 pagesCours Cao IiO ZPas encore d'évaluation
- Bourse ItalieDocument1 pageBourse ItalieO ZPas encore d'évaluation
- 02A00765 (Mors de Soudage)Document1 page02A00765 (Mors de Soudage)O ZPas encore d'évaluation
- Devoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéDocument17 pagesDevoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéO ZPas encore d'évaluation
- Devoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéDocument17 pagesDevoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéO ZPas encore d'évaluation
- Rouge PDFDocument63 pagesRouge PDFfzPas encore d'évaluation
- Chapitre 4Document17 pagesChapitre 4O ZPas encore d'évaluation
- DynSystAnnex4 (Bessel)Document3 pagesDynSystAnnex4 (Bessel)O ZPas encore d'évaluation
- TD Gamme de FabricationDocument4 pagesTD Gamme de FabricationO Z50% (2)
- Chapitre 5Document8 pagesChapitre 5O ZPas encore d'évaluation
- TD N°6 CaoiiDocument1 pageTD N°6 CaoiiO ZPas encore d'évaluation
- Plaje TttioDocument3 pagesPlaje TttioHadi BendjPas encore d'évaluation
- Terminologie en Construction Métallique PDFDocument4 pagesTerminologie en Construction Métallique PDFkeyknife50% (2)
- Memoire Genie Civil SLDVDocument102 pagesMemoire Genie Civil SLDVlbguiret samiraPas encore d'évaluation
- Filiere Ingenieur Genie CivilDocument187 pagesFiliere Ingenieur Genie CivilAhmed El KhalfiPas encore d'évaluation
- Gyproc RFDocument4 pagesGyproc RFDavid FoulonPas encore d'évaluation
- Att #8 DEF AIT IAAZA Cogeepra FinalDocument15 pagesAtt #8 DEF AIT IAAZA Cogeepra FinalMohamed AjijinPas encore d'évaluation
- Offre Compl HimoDocument10 pagesOffre Compl HimomadlaryPas encore d'évaluation
- Catalogue Maison Eco3 2019Document21 pagesCatalogue Maison Eco3 2019Alexis BoulangeotPas encore d'évaluation
- DZ Brochure Sika Monotop SF 126Document2 pagesDZ Brochure Sika Monotop SF 126Ipɥǝɯ IʇɥʞǝqPas encore d'évaluation
- Remblai StructurelDocument6 pagesRemblai StructurelnariPas encore d'évaluation
- Ce00154 SPDocument163 pagesCe00154 SPa SkmPas encore d'évaluation
- Escaliers: Nouvelle GénérationDocument8 pagesEscaliers: Nouvelle GénérationLounes Ouaicha100% (1)
- Controle CharpenteDocument33 pagesControle CharpenteYoussef HoussinPas encore d'évaluation
- Dmos GRT Tamatave ReservoirsDocument14 pagesDmos GRT Tamatave ReservoirsRAOELINJATOVO NandrianinaPas encore d'évaluation
- Mur de Souténement - Stabilité ExterneDocument21 pagesMur de Souténement - Stabilité ExterneFLACHATPas encore d'évaluation
- Chapitre 4 Flexion ComposéDocument17 pagesChapitre 4 Flexion Composélaribi abed0% (1)
- 27 Feuilles Pour Le Calcul Quantitative BTP (Metré)Document86 pages27 Feuilles Pour Le Calcul Quantitative BTP (Metré)Ramzi GrazzaPas encore d'évaluation
- E-Book Signal Range BreakoutDocument30 pagesE-Book Signal Range Breakoutloise1268Pas encore d'évaluation
- Programme JNB19Document3 pagesProgramme JNB19seif17Pas encore d'évaluation
- Projet Fin Cycle R+1 F - ADocument16 pagesProjet Fin Cycle R+1 F - AFarah FrgPas encore d'évaluation
- Guide D Utilisation Des Graves de RecyclageDocument35 pagesGuide D Utilisation Des Graves de RecyclagemoulzedPas encore d'évaluation
- Pointp LFTS6 3543Document2 136 pagesPointp LFTS6 3543Marc AntoinePas encore d'évaluation
- Rzpport PDFDocument61 pagesRzpport PDFrethghvcgjnPas encore d'évaluation
- CCTP Lot N°8 Revêtements Durs de Sols Et Murs - Ind. eDocument22 pagesCCTP Lot N°8 Revêtements Durs de Sols Et Murs - Ind. echauvetPas encore d'évaluation
- TP ChabaDocument10 pagesTP ChabaHamza IguiPas encore d'évaluation
- FNTP Guide Pratique A Lusage Des Conducteurs de Travaux Ccag 2021Document109 pagesFNTP Guide Pratique A Lusage Des Conducteurs de Travaux Ccag 2021DUCLAIR DJIOFACKPas encore d'évaluation