Vous aimerez peut-être aussi
- Chapitre 6: Btention ES IecesDocument7 pagesChapitre 6: Btention ES IecesJoseph AmondPas encore d'évaluation
- Techniques de Mise en Oeuvre Des ProcedesDocument57 pagesTechniques de Mise en Oeuvre Des ProcedesZied AbidiPas encore d'évaluation
- Chapitre 3 Programmation Machines Outils Commande NumeriqueDocument33 pagesChapitre 3 Programmation Machines Outils Commande NumeriqueRoua KhalifaPas encore d'évaluation
- Liste Des Codes M - Makino U6 Heat FRDocument1 pageListe Des Codes M - Makino U6 Heat FRYohannPas encore d'évaluation
- CH2 FaoDocument40 pagesCH2 FaoHadil SadokPas encore d'évaluation
- Exercice 01 Corrigé TOUNAGE CNDocument2 pagesExercice 01 Corrigé TOUNAGE CNSihem BouhlelPas encore d'évaluation
- Document PDFDocument51 pagesDocument PDFAyadi HouaidaPas encore d'évaluation
- Chapitre 3 Programmation Machines Outils Commande NumeriqueDocument33 pagesChapitre 3 Programmation Machines Outils Commande Numeriqueسيف الدين يعقوبيPas encore d'évaluation
- Fabrication Assistée Par Ordinateur3Document87 pagesFabrication Assistée Par Ordinateur3helmimannaiPas encore d'évaluation
- 1-Introduction de La MOCNDocument80 pages1-Introduction de La MOCN04 VIVO offPas encore d'évaluation
- CN Fao IiDocument112 pagesCN Fao IiPouhe CyrillePas encore d'évaluation
- CNC2022 Chapitre 3 Programmation Des MOCNDocument45 pagesCNC2022 Chapitre 3 Programmation Des MOCNSalem Al farhaniPas encore d'évaluation
- CNC2016 Chapitre 3 Programmation Des MOCNDocument107 pagesCNC2016 Chapitre 3 Programmation Des MOCNImèn JndoubiPas encore d'évaluation
- Annexe Code G - Fonctions ISODocument3 pagesAnnexe Code G - Fonctions ISOSabri Belaidi67% (3)
- Chapitre 004 - Programmation Des MOCN1Document107 pagesChapitre 004 - Programmation Des MOCN1Salem Al farhani100% (3)
- 11 Langage ISO, ProgrammationDocument15 pages11 Langage ISO, ProgrammationKld MntPas encore d'évaluation
- FAO Crs VE2Document59 pagesFAO Crs VE2Nouhaila ChtoukiPas encore d'évaluation
- CN TournageDocument21 pagesCN TournageAbdellah El BarkanyPas encore d'évaluation
- Fab - Cours ProcedeDocument79 pagesFab - Cours Procedemehdi100% (1)
- m02 Fabrication de Piees Dusinage Simples en Fraisage-Fm-TsmfmDocument103 pagesm02 Fabrication de Piees Dusinage Simples en Fraisage-Fm-TsmfmmehdiPas encore d'évaluation
- Chapitre 3 PMCNDocument32 pagesChapitre 3 PMCNIlu SionPas encore d'évaluation
- 3-Fonctions Preparatoires PDFDocument4 pages3-Fonctions Preparatoires PDFatoha007Pas encore d'évaluation
- Chapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GDocument49 pagesChapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GAs ScofPas encore d'évaluation
- Cours Chap1 Cycles D'usinage Tournage S4 2016-2017 V2Document24 pagesCours Chap1 Cycles D'usinage Tournage S4 2016-2017 V2youssefabdelkalakPas encore d'évaluation
- Programmation CNCDocument39 pagesProgrammation CNCwalidnasri0% (2)
- Efm Eljorf TFM V2Document4 pagesEfm Eljorf TFM V2Wail AhdadouchPas encore d'évaluation
- PMOCN Doc ÉleveDocument16 pagesPMOCN Doc Élevedayzen jiffPas encore d'évaluation
- 2 Principe de ProgrammationDocument3 pages2 Principe de ProgrammationMido Si CherniPas encore d'évaluation
- Cours de Programmation ISODocument8 pagesCours de Programmation ISOJorge Amaral100% (2)
- Langauge IsoDocument3 pagesLangauge Isolassaadhajjem.vatPas encore d'évaluation
- CH 4 - Langage LADDERDocument5 pagesCH 4 - Langage LADDERAbdelhadi AZPas encore d'évaluation
- Codes G de Programmation ISO (Pour Machine NUM) - Technicien D'usinageDocument150 pagesCodes G de Programmation ISO (Pour Machine NUM) - Technicien D'usinageAyoub BOUFTINIPas encore d'évaluation
- PosterDocument1 pagePosterAhmed HasbellaouiPas encore d'évaluation
- Document 9Document3 pagesDocument 9kevin.tryhard58Pas encore d'évaluation
- Sujetsomab350 PDFDocument6 pagesSujetsomab350 PDFMakrem CherifPas encore d'évaluation
- Naouaoui Roudab TPMOCNDocument17 pagesNaouaoui Roudab TPMOCNAHMED BENHAMDIAPas encore d'évaluation
- MAI83 Chap3 2 Operations BinairesDocument21 pagesMAI83 Chap3 2 Operations BinairesAmi NePas encore d'évaluation
- Efm Eljorf TFM v2Document4 pagesEfm Eljorf TFM v2Wail AhdadouchPas encore d'évaluation
- Code G&MDocument8 pagesCode G&MJosé VicentePas encore d'évaluation
- Formation Applicatif New Mi 2007 2010 CI Niveau1 V2 6Document45 pagesFormation Applicatif New Mi 2007 2010 CI Niveau1 V2 6zganon100% (1)
- Intro ProgrammesDocument18 pagesIntro Programmeshichem tazirPas encore d'évaluation
- CF Cont 9 20Document4 pagesCF Cont 9 20Ayman LamzouriPas encore d'évaluation
- PosterDocument1 pagePosterwassimsellam01Pas encore d'évaluation
- Production Par CN2Document79 pagesProduction Par CN2Adem WailiPas encore d'évaluation
- Notice Gcode CharlyrobotDocument10 pagesNotice Gcode CharlyrobotjasseramamaPas encore d'évaluation
- Cours ProgDocument43 pagesCours ProgMengade OssamaPas encore d'évaluation
- Solutions D'erreursDocument110 pagesSolutions D'erreursfree showPas encore d'évaluation
- iTNC 530: Manuel D'utilisation Programmation en Din/IsoDocument563 pagesiTNC 530: Manuel D'utilisation Programmation en Din/IsoStephane BerriatPas encore d'évaluation
- ProgCN 2Document13 pagesProgCN 2Rahmani AbdelazizPas encore d'évaluation
- Compte Rendu TP FAO AvancéeDocument9 pagesCompte Rendu TP FAO AvancéemahdiPas encore d'évaluation
- Livre Manuel 1 de Programmatin Vol-1Document124 pagesLivre Manuel 1 de Programmatin Vol-1Ayoub BOUFTINI100% (2)
- Programmation Commande NumeriqueDocument12 pagesProgrammation Commande NumeriquetarekPas encore d'évaluation
- Correction Devoir de Controle n2 Grafcet 2as 2022Document4 pagesCorrection Devoir de Controle n2 Grafcet 2as 2022GR GARMANIPas encore d'évaluation
- Tronconneuse AutomatiqueDocument67 pagesTronconneuse AutomatiqueMarcelin BouadouPas encore d'évaluation
- MOCN PPT 2020Document72 pagesMOCN PPT 2020redwane ouberri100% (1)
- FR 9902860016 Decolletagele Catalogue 2017-06 Exemples de Matieres Et Index Alpha-Numerique PimDocument27 pagesFR 9902860016 Decolletagele Catalogue 2017-06 Exemples de Matieres Et Index Alpha-Numerique PimAyoub BOUFTINIPas encore d'évaluation
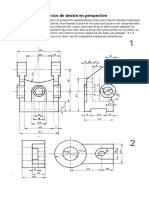
- T1 Exercice de Dessin en PerspectiveDocument5 pagesT1 Exercice de Dessin en PerspectiveAyoub BOUFTINIPas encore d'évaluation
- Différents Acier Pour Le Traitement Thermique - Sarl DassonvilleDocument7 pagesDifférents Acier Pour Le Traitement Thermique - Sarl DassonvilleAyoub BOUFTINIPas encore d'évaluation
- Formation V5 2 Creation PieceDocument11 pagesFormation V5 2 Creation PieceAyoub BOUFTINIPas encore d'évaluation
- PieceDocument1 pagePieceAyoub BOUFTINIPas encore d'évaluation
- HydrauliqueDocument18 pagesHydrauliqueAyoub BOUFTINIPas encore d'évaluation
- IntroductionDocument3 pagesIntroductionAyoub BOUFTINIPas encore d'évaluation
- Parlons Usinage !Document7 pagesParlons Usinage !Ayoub BOUFTINIPas encore d'évaluation
- Index PouceDocument1 pageIndex PouceAyoub BOUFTINIPas encore d'évaluation
- Creer Un Programme en Num 1060 CuDocument13 pagesCreer Un Programme en Num 1060 CuAyoub BOUFTINIPas encore d'évaluation
- M13 Programmation, Réglage Et Conduite Des MOCN Version 1-FMDocument211 pagesM13 Programmation, Réglage Et Conduite Des MOCN Version 1-FMAyoub BOUFTINIPas encore d'évaluation
- Reglage Mandrin Et Tourelle CT200Document4 pagesReglage Mandrin Et Tourelle CT200Ayoub BOUFTINIPas encore d'évaluation
- m16 Cao Fao Partie1-Fm-tsmfmDocument367 pagesm16 Cao Fao Partie1-Fm-tsmfmAyoub BOUFTINIPas encore d'évaluation
- Livre Manuel 1 de Programmatin Vol-1Document124 pagesLivre Manuel 1 de Programmatin Vol-1Ayoub BOUFTINI100% (2)
- Codes G de Programmation ISO (Pour Machine NUM) - Technicien D'usinageDocument150 pagesCodes G de Programmation ISO (Pour Machine NUM) - Technicien D'usinageAyoub BOUFTINIPas encore d'évaluation
- 1 - 2020-06-10 06 - 52 - 05 - PLAN de LEçONDocument4 pages1 - 2020-06-10 06 - 52 - 05 - PLAN de LEçONAlcide IsraëlPas encore d'évaluation
- TP Pentest1Document16 pagesTP Pentest1sdhouibPas encore d'évaluation
- CV FR Nil BesombesDocument1 pageCV FR Nil BesombesnilbesombesPas encore d'évaluation
- E21-Horaire Des Cours Trimestre CourtDocument19 pagesE21-Horaire Des Cours Trimestre Courtwilliam gagnePas encore d'évaluation
- Exercice Pression Hydrostatique (4656)Document4 pagesExercice Pression Hydrostatique (4656)Ibrahim El AouadiPas encore d'évaluation
- Les Antennes PATCHDocument19 pagesLes Antennes PATCHLeila BachiriPas encore d'évaluation
- Efacture PDFDocument2 pagesEfacture PDFKamar GhazzaouiPas encore d'évaluation
- Fonctionnement Du Marché Des ChangesDocument4 pagesFonctionnement Du Marché Des ChangesAbdEssamad Rbah100% (1)
- Généralités Sur Les Pompes:: ClassificationDocument6 pagesGénéralités Sur Les Pompes:: ClassificationDofrt Slimob100% (3)
- 94861-FL DEWALT Catalog 2018 FR-DE REV06 20190614Document68 pages94861-FL DEWALT Catalog 2018 FR-DE REV06 20190614christophe meyerPas encore d'évaluation
- Merged 20200630 144850.TextMarkDocument4 pagesMerged 20200630 144850.TextMarkAbedPas encore d'évaluation
- Techique U INT GAINABLE DRVDocument1 pageTechique U INT GAINABLE DRVMohamed KhaldiPas encore d'évaluation
- 2450 Valuation Du Cot Des Prestations Lies Au Bim Dans Le Cadre Des Marchs Publics Et Privs en France 34Document41 pages2450 Valuation Du Cot Des Prestations Lies Au Bim Dans Le Cadre Des Marchs Publics Et Privs en France 34Philippe AdepoPas encore d'évaluation
- Etude D'une Installation de Conditionnement D'air D'uneDocument190 pagesEtude D'une Installation de Conditionnement D'air D'uneAbdelkader HoggasPas encore d'évaluation
- Chapitre 1 Presentation Du ComplexeDocument10 pagesChapitre 1 Presentation Du ComplexeSavana BellaPas encore d'évaluation
- Carburateurs Weber DCOM Pour 205 Rallye, Conception Et FonctionnementDocument26 pagesCarburateurs Weber DCOM Pour 205 Rallye, Conception Et FonctionnementJofa AndrimbeloPas encore d'évaluation
- Cahier Des Charges FonctionnelDocument12 pagesCahier Des Charges FonctionnelSoft Play AlgeriePas encore d'évaluation
- Télécharger Memotech Structures Métalliques PDF Par F. FléritDocument1 pageTélécharger Memotech Structures Métalliques PDF Par F. Flérithermann kotchiPas encore d'évaluation
- Tuniteam Pfe Application Web Innovante de Gestion Dactivites Sportives 23 Novembre 2018Document1 pageTuniteam Pfe Application Web Innovante de Gestion Dactivites Sportives 23 Novembre 2018Med MesPas encore d'évaluation
- Rapport PFE ZOHRADocument62 pagesRapport PFE ZOHRAAbdoulaye Gory0% (1)
- Plaquette AWF FRDocument12 pagesPlaquette AWF FRValentin DelahaysPas encore d'évaluation
- Référentiel de Compétences Conducteur de MoulinDocument6 pagesRéférentiel de Compétences Conducteur de MoulinTeach GoodPas encore d'évaluation
- Sujet 19Document18 pagesSujet 19ayman lamzouriPas encore d'évaluation
- Ondes LightDocument12 pagesOndes Lightsalma benmiledPas encore d'évaluation
- Calcul Descente de Charge Batiment PDF UploadedDocument11 pagesCalcul Descente de Charge Batiment PDF UploadedLine Hustling Dollar0% (1)
- tp2 RMIDocument3 pagestp2 RMIFatoumata OuanePas encore d'évaluation
- Revue EmpiriqueDocument2 pagesRevue EmpiriqueAbdoul Gafar ADELEKEPas encore d'évaluation
- ÉdéricDocument73 pagesÉdéricSidi Mohamed MeriahPas encore d'évaluation
- Initier KNXDocument3 pagesInitier KNXGERARD ArnaudPas encore d'évaluation
- Ecrane de EtansareDocument4 pagesEcrane de EtansareTanasescu AlinPas encore d'évaluation