Vous aimerez peut-être aussi
- Guide Utilisateur FR Mach3 Version3Document184 pagesGuide Utilisateur FR Mach3 Version3electron2001100% (3)
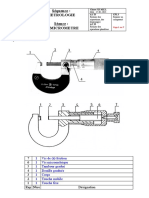
- Micromètre Prof 1Document7 pagesMicromètre Prof 1Flavien CharfiPas encore d'évaluation
- Metrologie TP 01 Et 02Document9 pagesMetrologie TP 01 Et 02abdeldjalil bouchermaPas encore d'évaluation
- Énoncés Exercice 16: Classe de 5 - Chapitre 10 - Les Volumes - Fiche EDocument4 pagesÉnoncés Exercice 16: Classe de 5 - Chapitre 10 - Les Volumes - Fiche ESolegbe Daniel Olivier KouassiPas encore d'évaluation
- VDocument7 pagesVعثمان البريشيPas encore d'évaluation
- MicromètresDocument8 pagesMicromètrestoudjaPas encore d'évaluation
- SEANCE-34 - TIG - Souder Sur Tole Fine (Mono Passe) en Bout À Bout Toutes PositionsDocument13 pagesSEANCE-34 - TIG - Souder Sur Tole Fine (Mono Passe) en Bout À Bout Toutes PositionsJulian EmpraPas encore d'évaluation
- Dessin TechniqueDocument2 pagesDessin TechniqueSousou SaidiPas encore d'évaluation
- SEANCE-29 - MAG - Souder Sur Tole Fine (Mono Passe) en Bout À Bout en Toutes PositionsDocument14 pagesSEANCE-29 - MAG - Souder Sur Tole Fine (Mono Passe) en Bout À Bout en Toutes PositionsJulian EmpraPas encore d'évaluation
- Mise en Tôle Économique Coupe 90°Document7 pagesMise en Tôle Économique Coupe 90°Sadiki OmarPas encore d'évaluation
- Cours de Tracage1pdfDocument343 pagesCours de Tracage1pdfCheikh Ibra Fall DioufPas encore d'évaluation
- SEANCE-17 - SAEE - Installer Et Mettre en Service Une Installation de SoudageDocument10 pagesSEANCE-17 - SAEE - Installer Et Mettre en Service Une Installation de SoudageJulian EmpraPas encore d'évaluation
- Introduction CisaillementDocument10 pagesIntroduction CisaillementMounir FrijaPas encore d'évaluation
- Ed 6297Document12 pagesEd 6297asmaa lamdiPas encore d'évaluation
- TECHNO 6a (2.7 Les Escaliers Et Les Rampes) PDFDocument45 pagesTECHNO 6a (2.7 Les Escaliers Et Les Rampes) PDFnabil100% (1)
- Le FiletageDocument10 pagesLe Filetagejonny marsPas encore d'évaluation
- Zidi CoursmatériauxDocument40 pagesZidi CoursmatériauxAhmed WalidPas encore d'évaluation
- Diaporama Du MemoireDocument35 pagesDiaporama Du MemoireRahma BoufarhPas encore d'évaluation
- Le Vernier PDFDocument4 pagesLe Vernier PDFnakaruru55Pas encore d'évaluation
- Corrigee TD8 GM1Document6 pagesCorrigee TD8 GM1Amin's Lifestyle100% (1)
- Ccma 97 Et Ec3 Pot Flechis Et CompDocument63 pagesCcma 97 Et Ec3 Pot Flechis Et Compbrrakoto9094Pas encore d'évaluation
- Dessin Technique GénéralitéDocument25 pagesDessin Technique Généralitéyunah debledPas encore d'évaluation
- 1 Normalisation 1Document8 pages1 Normalisation 1realtotorPas encore d'évaluation
- Chapitre 9 2 PDFDocument37 pagesChapitre 9 2 PDFTabka SouheilPas encore d'évaluation
- 1 GeometrieDocument9 pages1 GeometrieCédric KokouPas encore d'évaluation
- Charpentier Cap Ep1 CDocument6 pagesCharpentier Cap Ep1 Crenaud LPas encore d'évaluation
- Cotation DimensionnelleDocument4 pagesCotation DimensionnelleKouchad FouadPas encore d'évaluation
- CisailleguillotineDocument13 pagesCisailleguillotinetmh ciPas encore d'évaluation
- Procede PliageDocument13 pagesProcede PliagemounirPas encore d'évaluation
- Chap1 Cm2 Suptp 2022Document26 pagesChap1 Cm2 Suptp 2022Elhadji Mayacine NguiranePas encore d'évaluation
- Cours Assemblages ElDocument7 pagesCours Assemblages ElZakaria RegraguiPas encore d'évaluation
- Exemple QCM Evac SiDocument1 pageExemple QCM Evac Siabdo zahiriPas encore d'évaluation
- QCM Calcul LD FN DocprofDocument1 pageQCM Calcul LD FN DocprofThibtouch les michelsPas encore d'évaluation
- Cours D'analyse 2ND Ch-Ti 2020 EleveDocument21 pagesCours D'analyse 2ND Ch-Ti 2020 Elevefokou.simplicegmail.com Fokou SimplicePas encore d'évaluation
- 2nde Demonstrations GeometriquesDocument5 pages2nde Demonstrations GeometriquesMourad MouradbensalemPas encore d'évaluation
- Mesure: Le MicromètreDocument5 pagesMesure: Le Micromètreferréol PrieurPas encore d'évaluation
- Fiche Aciers de Charpente MétalliqueDocument3 pagesFiche Aciers de Charpente MétalliqueMark budrew100% (1)
- Programme 3e AnneeDocument3 pagesProgramme 3e AnneeHervé JoPas encore d'évaluation
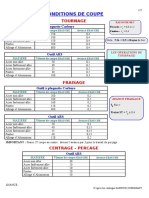
- Bilanl Des Conditions de Coupe TableauDocument2 pagesBilanl Des Conditions de Coupe TableauChokri AtefPas encore d'évaluation
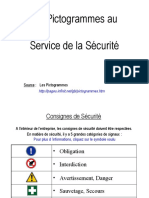
- PictogrammesDocument13 pagesPictogrammesIssam AouraghPas encore d'évaluation
- Cours D'analyse 2nd Ch-Ti 2020 ProfDocument21 pagesCours D'analyse 2nd Ch-Ti 2020 Proffokou.simplicegmail.com Fokou SimplicePas encore d'évaluation
- Cercle TrigoDocument16 pagesCercle Trigototololo78Pas encore d'évaluation
- Extrait Du Livre PDFDocument10 pagesExtrait Du Livre PDFSido BouhalPas encore d'évaluation
- 4 Robot de Soudage1Document10 pages4 Robot de Soudage1karima atikPas encore d'évaluation
- Cours 4 - IsostatismeDocument6 pagesCours 4 - Isostatismetayeb FittPas encore d'évaluation
- Le MicrometreDocument5 pagesLe MicrometreFodil Zou100% (2)
- Fonction Assemblage DémontableDocument5 pagesFonction Assemblage DémontableSafa ZehiPas encore d'évaluation
- Cintrage Toles ElevebisDocument11 pagesCintrage Toles Elevebishoussem addinePas encore d'évaluation
- Chapitre 6Document21 pagesChapitre 6HOUSSAME NAIMPas encore d'évaluation
- TP N 3 PercageDocument5 pagesTP N 3 PercagetthPas encore d'évaluation
- DéformationDocument36 pagesDéformationAyoubDrissiPas encore d'évaluation
- Coupe+Simple+2AS 2021+ (Enregistrement+Automatique)Document34 pagesCoupe+Simple+2AS 2021+ (Enregistrement+Automatique)Ella GharianiPas encore d'évaluation
- TP Mag 3Document11 pagesTP Mag 3Norr MalPas encore d'évaluation
- Cours Assemblages Complet-1Document7 pagesCours Assemblages Complet-1yasahiro 10100% (1)
- Procedure Rouleuse JouanelDocument8 pagesProcedure Rouleuse JouanelNoël MessinaPas encore d'évaluation
- Chapitre IIIDocument10 pagesChapitre IIIhello youPas encore d'évaluation
- C EngrenagesDocument7 pagesC EngrenagesmecaniquestiPas encore d'évaluation
- Calcul Verin PneumatiqueDocument3 pagesCalcul Verin PneumatiqueiarabenPas encore d'évaluation
- PremierCours5emeDocument4 pagesPremierCours5emeMarianne MorelPas encore d'évaluation
- Mesures c3Document13 pagesMesures c3IdisPas encore d'évaluation
- Dossier 1 - Unités Et Mesures Des LongueursDocument19 pagesDossier 1 - Unités Et Mesures Des LongueursMus HandalaPas encore d'évaluation
- Métrologie Théorie - Slides - Séance 1 2Document31 pagesMétrologie Théorie - Slides - Séance 1 2Jordan Bessala NgahPas encore d'évaluation
- Filetage CNDocument7 pagesFiletage CN0001fredPas encore d'évaluation
- Aircalo Variateur Vitesse Atv12 Mes FR PDFDocument40 pagesAircalo Variateur Vitesse Atv12 Mes FR PDFfbPas encore d'évaluation
- 2882Document2 pages2882Usi redPas encore d'évaluation
- Cone Pyramide - ExercicesDocument7 pagesCone Pyramide - ExercicesUsi redPas encore d'évaluation
- Coupes Et Sections PDFDocument11 pagesCoupes Et Sections PDFKamel Bousnina100% (1)
- (435 Non Lus) - SFR Mail - Mail PDFDocument3 pages(435 Non Lus) - SFR Mail - Mail PDFUsi redPas encore d'évaluation
- Filetage Metrique IsoDocument4 pagesFiletage Metrique IsoKali AbdennourPas encore d'évaluation
- Filetages Aux Rep ResDocument22 pagesFiletages Aux Rep ResKouam kamguaingPas encore d'évaluation
- Dossier Serre JointDocument105 pagesDossier Serre JointUsi redPas encore d'évaluation
- Couple Outil-Piece 3Document4 pagesCouple Outil-Piece 3Mohamed Abed100% (1)
- Essin: Séquence: 7Document13 pagesEssin: Séquence: 7Usi redPas encore d'évaluation
- Exercices D'Applications de Percage: Exercice N°1Document1 pageExercices D'Applications de Percage: Exercice N°1Usi red100% (1)
- Pré Pro Industrie V: Toutes VariantesDocument12 pagesPré Pro Industrie V: Toutes VariantesUsi redPas encore d'évaluation
- Cone Pyramide - ExercicesDocument7 pagesCone Pyramide - ExercicesUsi redPas encore d'évaluation
- M. Houbbane Redouane Etage 1er Appartement 5013 35 Galerie Richard Wagner 30900 NIMESDocument3 pagesM. Houbbane Redouane Etage 1er Appartement 5013 35 Galerie Richard Wagner 30900 NIMESUsi redPas encore d'évaluation
- S1A. PrésentationDocument10 pagesS1A. PrésentationUsi redPas encore d'évaluation
- Pré Pro Industrie V: Toutes VariantesDocument6 pagesPré Pro Industrie V: Toutes VariantesUsi redPas encore d'évaluation
- Identifier Les Outils SuivantsDocument2 pagesIdentifier Les Outils SuivantsUsi redPas encore d'évaluation
- S5A. T. MétauxDocument22 pagesS5A. T. MétauxUsi redPas encore d'évaluation
- S6A. PerçageDocument22 pagesS6A. PerçageUsi redPas encore d'évaluation
- Fiche de Formalisation B54 - Lycée Augustin Thierry BLOISDocument3 pagesFiche de Formalisation B54 - Lycée Augustin Thierry BLOISUsi redPas encore d'évaluation
- Afpa Usinage: OruaoDocument4 pagesAfpa Usinage: OruaoUsi redPas encore d'évaluation
- Centre Leadwell: Systemes de Coordonnees Utilises, Avec L'Etau HydrauliqueDocument1 pageCentre Leadwell: Systemes de Coordonnees Utilises, Avec L'Etau HydrauliqueUsi redPas encore d'évaluation
- S7A. FinalDocument17 pagesS7A. FinalUsi redPas encore d'évaluation
- Examen U.m1 - (WWW - Diploma.ma)Document3 pagesExamen U.m1 - (WWW - Diploma.ma)ahmed vlogsPas encore d'évaluation
- Haas Notice 17Document31 pagesHaas Notice 17Usi redPas encore d'évaluation
- TUAO10101 UA1 Calculs Rectangle ResumeDocument1 pageTUAO10101 UA1 Calculs Rectangle ResumeUsi redPas encore d'évaluation
- EX Meca MesureDocument13 pagesEX Meca MesureUsi redPas encore d'évaluation
- Référentiels LogistiquesDocument37 pagesRéférentiels LogistiquesMarshall Williams100% (1)
- Devoir Surveillé: Exercice 1 10 PointsDocument2 pagesDevoir Surveillé: Exercice 1 10 PointsFrancisco RemolinaPas encore d'évaluation
- Nationalisme Et Panafricanisme Par DiengDocument9 pagesNationalisme Et Panafricanisme Par DiengEmmanuel FoyetPas encore d'évaluation
- Meca Flu HydrostatiqueDocument39 pagesMeca Flu HydrostatiqueNowe Ahmade100% (1)
- TDR Recrutement ATD FR FinalDocument6 pagesTDR Recrutement ATD FR Finaleugenie awadeworPas encore d'évaluation
- 10 06 26 Stage PresentationDocument2 pages10 06 26 Stage PresentationFrancisco ArratiaPas encore d'évaluation
- Serie Dexercices Dacides Et Bases Du Bac Sciences en TunisieDocument5 pagesSerie Dexercices Dacides Et Bases Du Bac Sciences en TunisieJaafar Abdelhafidh100% (1)
- Contrôle 5Document5 pagesContrôle 5Abdelhay LaghbachPas encore d'évaluation
- Pyrolyse ImporDocument39 pagesPyrolyse Imporsbenyoussef88Pas encore d'évaluation
- Classemnt Revues 2019 v2Document62 pagesClassemnt Revues 2019 v2Fabrice GUETSOPPas encore d'évaluation
- Travaux Dirigés de Mécanique N°4: Exercice 1: Calcul de MomentsDocument2 pagesTravaux Dirigés de Mécanique N°4: Exercice 1: Calcul de MomentsMbarek OmarPas encore d'évaluation
- Mémoire TeddyDocument115 pagesMémoire TeddyCabrel Fankam100% (1)
- دراسة تحليلية لتطور استخدام المشتقات المالية في الأسواق المالية في تغطية مخاطر السوق - حالة الدول الصناعية العشرDocument20 pagesدراسة تحليلية لتطور استخدام المشتقات المالية في الأسواق المالية في تغطية مخاطر السوق - حالة الدول الصناعية العشرRā NøUPas encore d'évaluation
- 342-Article Text-1286-1-10-20200803Document25 pages342-Article Text-1286-1-10-20200803MOUAD AZAMOUZPas encore d'évaluation
- Équilibre Et Épanouissement - Cultiver Une Vie HarmonieuseDocument17 pagesÉquilibre Et Épanouissement - Cultiver Une Vie HarmonieuselepianistejuniorPas encore d'évaluation
- RDM RechercheDocument149 pagesRDM Rechercheelycheikh.menePas encore d'évaluation
- GPS DifférentielDocument1 pageGPS DifférentielArmel babingwa mbeleciPas encore d'évaluation
- Repere Meth DDDocument32 pagesRepere Meth DDAlain DuhayonPas encore d'évaluation
- (11002) RichardlisDocument2 pages(11002) RichardlisdgohiuhkjnPas encore d'évaluation
- HydrauliqueDocument3 pagesHydrauliqueSadrac FILSAINTPas encore d'évaluation
- 0 - Rapport de Stage Au Niveau Du Service Des Urgences-1Document8 pages0 - Rapport de Stage Au Niveau Du Service Des Urgences-1ZOUHAIR KADDIOUIPas encore d'évaluation
- Exposé - Matériels Et Machines Hydrauliques - David KEGBEDocument11 pagesExposé - Matériels Et Machines Hydrauliques - David KEGBEDavidPas encore d'évaluation
- Ppa Onee Be 2023Document178 pagesPpa Onee Be 2023a.rakmanePas encore d'évaluation
- TD Sur AOP LINDocument2 pagesTD Sur AOP LINFaouzi TlemcenPas encore d'évaluation
- TutoqgisDocument251 pagesTutoqgisTaliby KEITAPas encore d'évaluation
- Sce Amrane ChahrazedDocument119 pagesSce Amrane ChahrazedaghilifPas encore d'évaluation