Vous aimerez peut-être aussi
- SEANCE-29 - MAG - Souder Sur Tole Fine (Mono Passe) en Bout À Bout en Toutes PositionsDocument14 pagesSEANCE-29 - MAG - Souder Sur Tole Fine (Mono Passe) en Bout À Bout en Toutes PositionsJulian EmpraPas encore d'évaluation
- SEANCE-17 - SAEE - Installer Et Mettre en Service Une Installation de SoudageDocument10 pagesSEANCE-17 - SAEE - Installer Et Mettre en Service Une Installation de SoudageJulian EmpraPas encore d'évaluation
- Corrigee TD8 GM1Document6 pagesCorrigee TD8 GM1Amin's Lifestyle100% (1)
- TP Mag 3Document11 pagesTP Mag 3Norr MalPas encore d'évaluation
- TECHNO 6a (2.7 Les Escaliers Et Les Rampes) PDFDocument45 pagesTECHNO 6a (2.7 Les Escaliers Et Les Rampes) PDFnabil100% (1)
- Ccma 97 Et Ec3 Pot Flechis Et CompDocument63 pagesCcma 97 Et Ec3 Pot Flechis Et Compbrrakoto9094Pas encore d'évaluation
- Ed 6297Document12 pagesEd 6297asmaa lamdiPas encore d'évaluation
- Zidi CoursmatériauxDocument40 pagesZidi CoursmatériauxAhmed WalidPas encore d'évaluation
- Chap1 Cm2 Suptp 2022Document26 pagesChap1 Cm2 Suptp 2022Elhadji Mayacine NguiranePas encore d'évaluation
- 1 Conception Des Structures en AcierDocument47 pages1 Conception Des Structures en AcierHajar OhmadPas encore d'évaluation
- EX 7-10 Eléments Comprimés Et FléchisDocument10 pagesEX 7-10 Eléments Comprimés Et FléchisLahlou DahmaniPas encore d'évaluation
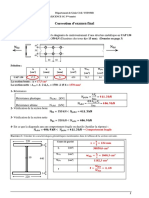
- Correction D'examen Final CMDocument2 pagesCorrection D'examen Final CMCara mellaPas encore d'évaluation
- Charpentier Cap Ep1 CDocument6 pagesCharpentier Cap Ep1 Crenaud LPas encore d'évaluation
- Le FiletageDocument10 pagesLe Filetagejonny marsPas encore d'évaluation
- S2A. MesureDocument15 pagesS2A. MesureUsi redPas encore d'évaluation
- 1 Normalisation 1Document8 pages1 Normalisation 1realtotorPas encore d'évaluation
- Mise en Tôle Économique Coupe 90°Document7 pagesMise en Tôle Économique Coupe 90°Sadiki OmarPas encore d'évaluation
- 41 43 Escalier A-Z Fr1Document3 pages41 43 Escalier A-Z Fr1ameg15100% (1)
- Procede PliageDocument13 pagesProcede PliagemounirPas encore d'évaluation
- PictogrammesDocument13 pagesPictogrammesIssam AouraghPas encore d'évaluation
- Metal Lurg I Edu Souda Geet Control EsDocument181 pagesMetal Lurg I Edu Souda Geet Control Eseloge mutebaPas encore d'évaluation
- Cours 3-CTN 318Document62 pagesCours 3-CTN 318sbahadaPas encore d'évaluation
- SoudageArcSousAtmospherePROF2 PDFDocument11 pagesSoudageArcSousAtmospherePROF2 PDFLuc Mutombo MukuluPas encore d'évaluation
- Chap2 Cm2 Suptp 2022Document23 pagesChap2 Cm2 Suptp 2022Elhadji Mayacine Nguirane100% (1)
- CisailleguillotineDocument13 pagesCisailleguillotinetmh ciPas encore d'évaluation
- Calcul Verin PneumatiqueDocument3 pagesCalcul Verin PneumatiqueiarabenPas encore d'évaluation
- QCM Calcul LD FN DocprofDocument1 pageQCM Calcul LD FN DocprofThibtouch les michelsPas encore d'évaluation
- La FissurationDocument6 pagesLa FissurationdanemsalPas encore d'évaluation
- Chapitre 6Document21 pagesChapitre 6HOUSSAME NAIMPas encore d'évaluation
- Resume Charpente Metallique99Document19 pagesResume Charpente Metallique99Omar OmarPas encore d'évaluation
- Extrait Du Livre PDFDocument10 pagesExtrait Du Livre PDFSido BouhalPas encore d'évaluation
- Différences Entre Les Soudures TIG Et MIG - Docx WorkDocument8 pagesDifférences Entre Les Soudures TIG Et MIG - Docx WorkAhmed Bel KaDhiPas encore d'évaluation
- Tech de SoudageDocument10 pagesTech de SoudageBacem FarhatPas encore d'évaluation
- Exemple QCM Evac SiDocument1 pageExemple QCM Evac Siabdo zahiriPas encore d'évaluation
- Cours Soudage PDFDocument118 pagesCours Soudage PDFTabka SouheilPas encore d'évaluation
- Cours Assemblages ElDocument7 pagesCours Assemblages ElZakaria RegraguiPas encore d'évaluation
- Procedure Rouleuse JouanelDocument8 pagesProcedure Rouleuse JouanelNoël MessinaPas encore d'évaluation
- DéformationDocument36 pagesDéformationAyoubDrissiPas encore d'évaluation
- Technologie ChqudronnerieDocument33 pagesTechnologie ChqudronnerieMAGRI100% (1)
- Technique de Contr Le Visuels PDFDocument13 pagesTechnique de Contr Le Visuels PDFamjed_de_enimPas encore d'évaluation
- Charp Cour M08 CMDocument10 pagesCharp Cour M08 CMchaudronnierPas encore d'évaluation
- Partie 1 Soudage PDFDocument11 pagesPartie 1 Soudage PDFSamPas encore d'évaluation
- Essai de PliageDocument1 pageEssai de Pliageguillome14100% (1)
- 0157f09 Techniques Dassemblage Mecanique PDFDocument2 pages0157f09 Techniques Dassemblage Mecanique PDFborisPas encore d'évaluation
- Defauts Soudage Fusion - 2019 - OptDocument53 pagesDefauts Soudage Fusion - 2019 - OptamiraPas encore d'évaluation
- Defauts Des SouduresDocument11 pagesDefauts Des SouduresSidahmed DahiPas encore d'évaluation
- Introduction CisaillementDocument10 pagesIntroduction CisaillementMounir FrijaPas encore d'évaluation
- Cours Assemblages Complet-1Document7 pagesCours Assemblages Complet-1yasahiro 10100% (1)
- 4 Robot de Soudage1Document10 pages4 Robot de Soudage1karima atikPas encore d'évaluation
- Programme 3e AnneeDocument3 pagesProgramme 3e AnneeHervé JoPas encore d'évaluation
- Notions de Tolerie-EleveDocument31 pagesNotions de Tolerie-Eleveyjyu yuPas encore d'évaluation
- Chapitre 9 2 PDFDocument37 pagesChapitre 9 2 PDFTabka SouheilPas encore d'évaluation
- Cours10-A17-Symbole de SoudageDocument76 pagesCours10-A17-Symbole de SoudageJonathan ProulxPas encore d'évaluation
- La Constuction Metallique PDFDocument53 pagesLa Constuction Metallique PDFMohamed IzikiPas encore d'évaluation
- Fiche Aciers de Charpente MétalliqueDocument3 pagesFiche Aciers de Charpente MétalliqueMark budrew100% (1)
- SEANCE-35 - TIG - Souder Sur Tube Fine Épaisseur (Mono Passe) en Bout À Bout Toutes PositionsDocument10 pagesSEANCE-35 - TIG - Souder Sur Tube Fine Épaisseur (Mono Passe) en Bout À Bout Toutes PositionsJulian EmpraPas encore d'évaluation
- SEANCE-44 - SAEE - Souder Sur Tube Forte Épaisseur (Multi Passe) en Position (PH) Pénétration TIGDocument6 pagesSEANCE-44 - SAEE - Souder Sur Tube Forte Épaisseur (Multi Passe) en Position (PH) Pénétration TIGJulian EmpraPas encore d'évaluation
- SEANCE-15 - TIG - Souder Sur Tube Fine Épaisseur (Mono Passe) en RotationDocument10 pagesSEANCE-15 - TIG - Souder Sur Tube Fine Épaisseur (Mono Passe) en RotationJulian EmpraPas encore d'évaluation
- M12-Cours01 ProfDocument15 pagesM12-Cours01 ProfFathi KHOUDIPas encore d'évaluation
- SEANCE-45 - Lire Et Interpréter La Norme de Qualification de Soudage ISO 9606-1Document21 pagesSEANCE-45 - Lire Et Interpréter La Norme de Qualification de Soudage ISO 9606-1Julian EmpraPas encore d'évaluation
- Technique de SoudageDocument17 pagesTechnique de Soudageyoucef khenchoulPas encore d'évaluation
- Rapport Final PDE Imprimante 3D - Martí PujolDocument38 pagesRapport Final PDE Imprimante 3D - Martí PujolANAS ANASPas encore d'évaluation
- CV 2023052714295381Document3 pagesCV 2023052714295381amil hamiyaPas encore d'évaluation
- Les 8 Meilleurs Postes À Souder TIGDocument13 pagesLes 8 Meilleurs Postes À Souder TIGFA RakotoniainaPas encore d'évaluation
- Module 2 Hygiene Et Securite Au Travail en Contruction Metallique TCMDocument87 pagesModule 2 Hygiene Et Securite Au Travail en Contruction Metallique TCMtagolla tvPas encore d'évaluation
- Definition Acier DyplexDocument7 pagesDefinition Acier DyplexH_DEBIANEPas encore d'évaluation
- bn10 REFUSION TIGDocument11 pagesbn10 REFUSION TIGAbdessalam RePas encore d'évaluation
- Soudage TIGDocument79 pagesSoudage TIGyo67% (3)
- Rapport de Stage SOSTRATSDocument35 pagesRapport de Stage SOSTRATSElhaqyqy MohamedPas encore d'évaluation
- Soud AgeDocument15 pagesSoud AgeAbdellatif BolaichPas encore d'évaluation
- Cours Partie 1 Construction MécaniqueDocument10 pagesCours Partie 1 Construction MécaniqueIssaoui MansourPas encore d'évaluation
- 141 TigDocument6 pages141 TigAziz DzPas encore d'évaluation
- ESAB - Soudage PDFDocument20 pagesESAB - Soudage PDFwalidwalidbenrhouma0% (1)
- Générateur Tig - 10 200 A: 6 Procédés TIG AC/DCDocument1 pageGénérateur Tig - 10 200 A: 6 Procédés TIG AC/DCpierrePas encore d'évaluation
- 129F32 Info Aciers Inoxydables Soudage TIG P4.3Document5 pages129F32 Info Aciers Inoxydables Soudage TIG P4.3nacer56Pas encore d'évaluation
- Magvant CatalogueDocument54 pagesMagvant CataloguemalsttarPas encore d'évaluation
- Le Soudage A ArcDocument18 pagesLe Soudage A ArcMohamed El Hadi RedjaimiaPas encore d'évaluation
- Qu'Est Ce Que Le Facteur de Marche D'un Poste À SouderDocument9 pagesQu'Est Ce Que Le Facteur de Marche D'un Poste À SouderMahdi HocinePas encore d'évaluation
- Soudage Codes Elctrodes TungsteneDocument2 pagesSoudage Codes Elctrodes TungsteneccnbtPas encore d'évaluation
- Thèse - Réalisation de Pièces Aéronautiques de Grandesdimensions Par Fabrication Additive WAAMDocument135 pagesThèse - Réalisation de Pièces Aéronautiques de Grandesdimensions Par Fabrication Additive WAAMLaura R.Pas encore d'évaluation
- Rapport de StageDocument20 pagesRapport de StageAissa AbdenourPas encore d'évaluation
- BASE 09 - Notions de Carrosserie. SoudouresDocument39 pagesBASE 09 - Notions de Carrosserie. Soudouresguenane salah eddinePas encore d'évaluation
- Manuel Du Soudeur Air ProductsDocument59 pagesManuel Du Soudeur Air ProductsAbdo Aissa100% (1)
- Brochure Securite SoudageDocument136 pagesBrochure Securite SoudageyahiaPas encore d'évaluation
- Cours TIGDocument7 pagesCours TIGموسى زاوي100% (2)
- 02 Risques Toxiques Et Pathologies Professionnelles Liés Au Soudage Métallique - EMC Travail 01-1Document9 pages02 Risques Toxiques Et Pathologies Professionnelles Liés Au Soudage Métallique - EMC Travail 01-1Ibtissam MechPas encore d'évaluation
- Realiser Des Ouvrages Simples en Charpente Metallique CM TSBECMDocument92 pagesRealiser Des Ouvrages Simples en Charpente Metallique CM TSBECMSam DikoPas encore d'évaluation
- Rapport de StageDocument37 pagesRapport de StageSalwa BahaouiPas encore d'évaluation
- Soudage TIG - WikipédiaDocument8 pagesSoudage TIG - WikipédiaARSENE BRICE NDEMA BOMEPas encore d'évaluation