Vous aimerez peut-être aussi
- Ça bouge en FP! - Fascicule de l'élève: 21 secteurs à découvrirD'EverandÇa bouge en FP! - Fascicule de l'élève: 21 secteurs à découvrirPas encore d'évaluation
- Profession : designer d’intérieur - 2e édition: Manuel de pratique professionnelleD'EverandProfession : designer d’intérieur - 2e édition: Manuel de pratique professionnellePas encore d'évaluation
- Exercice 3 Cor RigDocument3 pagesExercice 3 Cor Rigsaoussen souidiPas encore d'évaluation
- Exercice 3 Cor RigDocument3 pagesExercice 3 Cor RigtataPas encore d'évaluation
- Exercice3corrig PDFDocument3 pagesExercice3corrig PDFKhalid TamiPas encore d'évaluation
- Exercice 3 Cor RigDocument3 pagesExercice 3 Cor RigVladimir NanaPas encore d'évaluation
- TD Programmation Fraisage CorrigéDocument3 pagesTD Programmation Fraisage CorrigéAbichou IssaPas encore d'évaluation
- Exercice 3 CorrigDocument3 pagesExercice 3 CorrigsiniorPas encore d'évaluation
- Exercice Nø3 CorrigDocument3 pagesExercice Nø3 Corrigamirchokri9Pas encore d'évaluation
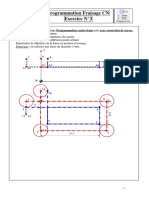
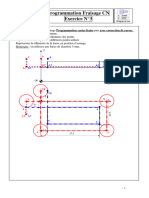
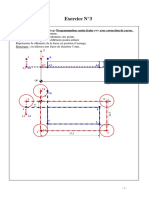
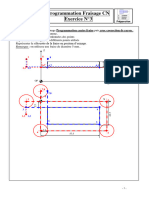
- Exercice N°3 - Programmation Partie Fraisage CN - CorrectionDocument3 pagesExercice N°3 - Programmation Partie Fraisage CN - CorrectionAymen GmarPas encore d'évaluation
- Exercice 3Document3 pagesExercice 3siniorPas encore d'évaluation
- Reach AbDocument5 pagesReach AbkarthikPas encore d'évaluation
- Chalet Gite SNCF de Le Lorian Réfection de ToitureDocument37 pagesChalet Gite SNCF de Le Lorian Réfection de ToiturelolaPas encore d'évaluation
- Reach Test-BcDocument7 pagesReach Test-BckarthikPas encore d'évaluation
- Grafica de Control - ConservasDocument5 pagesGrafica de Control - Conservasseiken luis leonPas encore d'évaluation
- Ra.02 Dist-Reach Trst-AnDocument3 pagesRa.02 Dist-Reach Trst-AnkarthikPas encore d'évaluation
- Corrigé TD 3 TH de Graphe CI1 2020 2021Document5 pagesCorrigé TD 3 TH de Graphe CI1 2020 2021nicolasPas encore d'évaluation
- BOLIVAR, ROJAS_TAREA2Document13 pagesBOLIVAR, ROJAS_TAREA2Angela Patricia Rojas MottaPas encore d'évaluation
- Logique PDFDocument4 pagesLogique PDFKouame parfait BrouPas encore d'évaluation
- Exercice 3Document3 pagesExercice 3Ahmed DjebbiPas encore d'évaluation
- Exercice3 PDFDocument3 pagesExercice3 PDFSiham KliiPas encore d'évaluation
- Refreis 2Document2 pagesRefreis 2WillPas encore d'évaluation
- Wa0004Document1 pageWa0004Mohammed NazimPas encore d'évaluation
- FORMATION ZOTOPIC + correx act 3TDocument26 pagesFORMATION ZOTOPIC + correx act 3TNejib JallouliPas encore d'évaluation
- Plan Et Liste ExposantsDocument3 pagesPlan Et Liste ExposantsChahlaa LICHIRPas encore d'évaluation
- Meriem Et MeriemDocument59 pagesMeriem Et MeriemEskander DahriPas encore d'évaluation
- Chemin Des Pins Et Des Platanes - Paq-Ind0 27-09-2023Document13 pagesChemin Des Pins Et Des Platanes - Paq-Ind0 27-09-2023Océane MASSEAUXPas encore d'évaluation
- Bridas Planas y CiegasDocument7 pagesBridas Planas y CiegasIgnacio LamanaPas encore d'évaluation
- Ouragan Progress 1&2Document1 pageOuragan Progress 1&2Mohammed Mehenni (MAN ENGINEERING)Pas encore d'évaluation
- Actividad Academica DosDocument12 pagesActividad Academica DosEzly GarciaPas encore d'évaluation
- Programmation - Exercice - N°4 ANGEARDDocument2 pagesProgrammation - Exercice - N°4 ANGEARDmathieu.angeardPas encore d'évaluation
- TDDocument18 pagesTDACHRAF ABBOUDPas encore d'évaluation
- CC2-LE-J-70001 Rev 2Document4 pagesCC2-LE-J-70001 Rev 2Ashraf AmmarPas encore d'évaluation
- Signaux Sonores - Exercices 2de - KwykDocument5 pagesSignaux Sonores - Exercices 2de - Kwykpouin.pouin83Pas encore d'évaluation
- Fisherova TablicaDocument1 pageFisherova TablicaabaPas encore d'évaluation
- La Planification de ChantierDocument31 pagesLa Planification de Chantiertest liliPas encore d'évaluation
- Diaforikes Sourlas 2007Document479 pagesDiaforikes Sourlas 2007Angel Angelique ApostolPas encore d'évaluation
- ACP ag-TDDocument4 pagesACP ag-TDoussamaessouidizPas encore d'évaluation
- TDF Ejercicio 1 (Formato para Medidas T.central, Dispersión y Forma)Document9 pagesTDF Ejercicio 1 (Formato para Medidas T.central, Dispersión y Forma)Alexia AvendañoPas encore d'évaluation
- Présentation fatmaCORRIGEEDocument36 pagesPrésentation fatmaCORRIGEEAmine LouhichiPas encore d'évaluation
- Examen 2013-2014 - M1GC S1 Organisation de Chantier+corrigDocument11 pagesExamen 2013-2014 - M1GC S1 Organisation de Chantier+corrigsalahmasllouhi100% (1)
- Cascade Natural Refrigerant Pocket PT ChartDocument2 pagesCascade Natural Refrigerant Pocket PT ChartVasti Diaz AguilarPas encore d'évaluation
- Etude PK32+907 33+398Document6 pagesEtude PK32+907 33+398logon guy elvisPas encore d'évaluation
- Calculos Evaluacion Estadisticas UDODocument27 pagesCalculos Evaluacion Estadisticas UDOJosePas encore d'évaluation
- RKF-Rapport de La Planche D'essai BBSG 0-14Document16 pagesRKF-Rapport de La Planche D'essai BBSG 0-14Kanga Prosper KOUASSIPas encore d'évaluation
- EMAIL MAURIN Tableau-Comparatif-Rondelle-Selon-Norme-Nfe-Din-Iso-Bv-Ldoc10Document1 pageEMAIL MAURIN Tableau-Comparatif-Rondelle-Selon-Norme-Nfe-Din-Iso-Bv-Ldoc10Narimane BentyPas encore d'évaluation
- Cuadro de PerdidaDocument2 pagesCuadro de PerdidadanielPas encore d'évaluation
- Rapport de TP Mesure Et Estimation Des Pertes de ChargeDocument12 pagesRapport de TP Mesure Et Estimation Des Pertes de ChargeDjaha EmmanuelPas encore d'évaluation
- Formato de Corte - SR DeliaDocument2 pagesFormato de Corte - SR DeliapabloPas encore d'évaluation
- Essais de Pénétration Standard: SPT N° 1Document1 pageEssais de Pénétration Standard: SPT N° 1Zaki KonfePas encore d'évaluation
- MINESECDocument4 pagesMINESECdieudonneamba07Pas encore d'évaluation
- TD 2 Rentabilité Et RisqueDocument2 pagesTD 2 Rentabilité Et RisqueNassima MarchoudPas encore d'évaluation
- At 4 CsDocument1 pageAt 4 CsАлександр РосспиниPas encore d'évaluation
- Corrigé TD N°3Document9 pagesCorrigé TD N°3Chaima GuidaraPas encore d'évaluation
- Bet OgcDocument10 pagesBet OgcAbdoul AzizPas encore d'évaluation
- Tubes PVC Pression À Coller PN 10/16/25: Fiche TechniqueDocument1 pageTubes PVC Pression À Coller PN 10/16/25: Fiche TechniqueRedha SabrPas encore d'évaluation
- 187 Carrefours A Feux IlotDocument60 pages187 Carrefours A Feux IlotMed LoutfiPas encore d'évaluation
- NSK ToleranciasDocument1 pageNSK ToleranciasAndré MariaPas encore d'évaluation
- Application de Gestion D'un Bu - RBIHA Louaie - 3817Document45 pagesApplication de Gestion D'un Bu - RBIHA Louaie - 3817ghoulamPas encore d'évaluation
- Appelez-moi CLÉO / Fascicule de l'élève: Une clé pour s'orienter, La classification CléoD'EverandAppelez-moi CLÉO / Fascicule de l'élève: Une clé pour s'orienter, La classification CléoPas encore d'évaluation
- Filetage GazDocument4 pagesFiletage GazFOURRIERPas encore d'évaluation
- CNC Tournage FraisageDocument109 pagesCNC Tournage FraisageNaoufel FARES100% (1)
- SAM PTS-Outillage Catalogue 2015 FRDocument72 pagesSAM PTS-Outillage Catalogue 2015 FRhmayda riadPas encore d'évaluation
- Le Forgeage:: Nom:DE LOITIERE Martin Nom:Ollier Max Nom:STAMM ArnaudDocument3 pagesLe Forgeage:: Nom:DE LOITIERE Martin Nom:Ollier Max Nom:STAMM ArnaudFarouk RezguiPas encore d'évaluation
- Construction Mecanique Chapitre 5 LSLL - Guediawaye Classe M. Dieng Année Scolaire Page 1/3Document3 pagesConstruction Mecanique Chapitre 5 LSLL - Guediawaye Classe M. Dieng Année Scolaire Page 1/3Penda Niass100% (1)
- M10 - Travaux D'établi Et Réalisation D'opérations de Perçage Et de Taraudage 45h 1er AnnéeDocument89 pagesM10 - Travaux D'établi Et Réalisation D'opérations de Perçage Et de Taraudage 45h 1er AnnéeMOHAM BELHOUDAPas encore d'évaluation
- Memento Technique Mau Fix 1 Lnew1Document463 pagesMemento Technique Mau Fix 1 Lnew1RenardPas encore d'évaluation
- Anciennes NormesDocument1 pageAnciennes Normeskharrat samirPas encore d'évaluation
- Ebook Vitesse UsinageDocument9 pagesEbook Vitesse UsinagefournierPas encore d'évaluation
- CH II - Les Assemblages FiletésDocument23 pagesCH II - Les Assemblages Filetésarslane mustaphaPas encore d'évaluation
- CNC Pilot 640: Manuel D'utilisationDocument656 pagesCNC Pilot 640: Manuel D'utilisationwarmongers55Pas encore d'évaluation
- Chapitre 10 FraisageDocument22 pagesChapitre 10 FraisageKhaled GammoudiPas encore d'évaluation
- Chapitre 6 Profil Un Element Filete PDF 594 Ko Fix Chap Lmod6Document16 pagesChapitre 6 Profil Un Element Filete PDF 594 Ko Fix Chap Lmod6H HePas encore d'évaluation
- Chapitre II Moulage Forgeage EstampageDocument12 pagesChapitre II Moulage Forgeage EstampageBreathe 4 footballPas encore d'évaluation
- 3 - SPC 40 TE DL Perceuse Sur Colone 40 MMDocument2 pages3 - SPC 40 TE DL Perceuse Sur Colone 40 MMRahma MejriPas encore d'évaluation
- Examen FF 2018 V1 ÉnoncéDocument14 pagesExamen FF 2018 V1 ÉnoncéOussama SahimiPas encore d'évaluation
- TD1 Palier AvantDocument6 pagesTD1 Palier AvantSafwen RekikPas encore d'évaluation
- Creusabro4800 PDFDocument2 pagesCreusabro4800 PDFAnisPas encore d'évaluation
- Exercice 4 CorrigDocument2 pagesExercice 4 CorrigsiniorPas encore d'évaluation
- Tenar IsDocument12 pagesTenar IsDidier MarneffePas encore d'évaluation
- Fiche Technique de La Resine Dinjection HIT HY 200 A Avec Tige HAS U 2022 Fiche Technique ASSET DOC LOC 9093996Document8 pagesFiche Technique de La Resine Dinjection HIT HY 200 A Avec Tige HAS U 2022 Fiche Technique ASSET DOC LOC 9093996NGUYENPas encore d'évaluation
- Cour de Fabrication Pour Année de LicenceDocument8 pagesCour de Fabrication Pour Année de LicenceDavid parolePas encore d'évaluation
- CH 01 Introduction Rappels Des AssemblagesDocument7 pagesCH 01 Introduction Rappels Des AssemblagesMohamed Rougab100% (2)
- P CAO Ce Tim T Q: Asserelle Echni U OteDocument156 pagesP CAO Ce Tim T Q: Asserelle Echni U OteDhayou GraphyPas encore d'évaluation
- Livre Manuel 1 de Programmatin Vol-1Document124 pagesLivre Manuel 1 de Programmatin Vol-1Ayoub BOUFTINI100% (2)
- Rapport de StageDocument21 pagesRapport de StageSalem LakhlifiPas encore d'évaluation
- Trusquin PDFDocument2 pagesTrusquin PDFNabil MaftahPas encore d'évaluation
- E4 Bts CPRP 2018 Partie 5 CorrigeDocument19 pagesE4 Bts CPRP 2018 Partie 5 CorrigeDAYANGPas encore d'évaluation
- Principe Du ForgeageDocument22 pagesPrincipe Du ForgeageHamada HamadaPas encore d'évaluation
- Correcteurs Dynamiques en Fraisage ProfDocument7 pagesCorrecteurs Dynamiques en Fraisage ProfYacine YasuPas encore d'évaluation