Vous aimerez peut-être aussi
- Chapitre5 Calcul Sections Câbles MT PDFDocument11 pagesChapitre5 Calcul Sections Câbles MT PDFAbdelmouj100% (2)
- Qu'Est Ce Que Le Facteur de Marche D'un Poste À SouderDocument9 pagesQu'Est Ce Que Le Facteur de Marche D'un Poste À SouderMahdi HocinePas encore d'évaluation
- Procedure de SoudureDocument16 pagesProcedure de SoudureBouzaida Maher100% (1)
- Procèdes de SoudageDocument27 pagesProcèdes de SoudageFethi BELOUIS100% (2)
- Sujet Eps BTS Mka 2019Document20 pagesSujet Eps BTS Mka 2019Loic Mfonzie100% (9)
- Exercice-4 3 2Document6 pagesExercice-4 3 2SEDIMPas encore d'évaluation
- Rapport de Stage SAMIR FinalDocument38 pagesRapport de Stage SAMIR FinalYassine Xabi Alonso100% (1)
- Le Soudage Par Resistance SD Service - 2012Document0 pageLe Soudage Par Resistance SD Service - 2012lulu3232Pas encore d'évaluation
- Soudage Par Résistance: Ce Qu'il Faut Savoir Pour ChoisirDocument13 pagesSoudage Par Résistance: Ce Qu'il Faut Savoir Pour ChoisirSihamaSihamPas encore d'évaluation
- Soudage Par Résistance Par PointDocument13 pagesSoudage Par Résistance Par Pointsoumia kaddourPas encore d'évaluation
- Le Soudage Par Résistance. Soudure Par Point, Etc...Document3 pagesLe Soudage Par Résistance. Soudure Par Point, Etc...Etienne BouronPas encore d'évaluation
- SoudageDocument28 pagesSoudageNeri67% (3)
- Procèdes de Soudage GTAW PDFDocument7 pagesProcèdes de Soudage GTAW PDFFethi BELOUISPas encore d'évaluation
- 605-Formation IWT (part 1b)Document47 pages605-Formation IWT (part 1b)Mathieu DouPas encore d'évaluation
- 615-Formation IWT (Part 4c)Document19 pages615-Formation IWT (Part 4c)Chokri AtefPas encore d'évaluation
- ARO ElectrodesDocument66 pagesARO Electrodesdandolea75Pas encore d'évaluation
- 3-Cours FusiblesDocument36 pages3-Cours FusiblesfellahiPas encore d'évaluation
- Soudage TIG - WikipédiaDocument8 pagesSoudage TIG - WikipédiaARSENE BRICE NDEMA BOMEPas encore d'évaluation
- Soudage Arc Submergé Soudure Sous Flux Solide !Document3 pagesSoudage Arc Submergé Soudure Sous Flux Solide !Etienne BouronPas encore d'évaluation
- Cat2 TIGDocument41 pagesCat2 TIGH_DEBIANEPas encore d'évaluation
- Support de CoursDocument43 pagesSupport de CoursSalah Jallali0% (1)
- Calcule Courdon Soudure Oreille de LevageDocument14 pagesCalcule Courdon Soudure Oreille de LevageSimo Rd100% (1)
- Les Postes SoudagesDocument11 pagesLes Postes Soudagesmarouane abdelmoumenPas encore d'évaluation
- Soudure Des Composants ÉlectroniquesDocument19 pagesSoudure Des Composants Électroniquesarnaudmariel0% (1)
- 1.1 Introduction GeneraleDocument35 pages1.1 Introduction Generaleapi34Pas encore d'évaluation
- TM 001 Introduction To The Protection by Fuses FRDocument37 pagesTM 001 Introduction To The Protection by Fuses FRKDAPas encore d'évaluation
- Soudage TIG - WikipédiaDocument24 pagesSoudage TIG - WikipédiaLoic MfonziePas encore d'évaluation
- Soudage MastDocument51 pagesSoudage MastLanjar RanimPas encore d'évaluation
- Soudage - Conception D'un Assemblage Soudé - WikilivresDocument14 pagesSoudage - Conception D'un Assemblage Soudé - WikilivresPierre André100% (1)
- Assemblage Construction MetalliqueDocument86 pagesAssemblage Construction MetalliqueM'ed El'BkPas encore d'évaluation
- Le Soudage À LDocument2 pagesLe Soudage À LMoncef Boualem KhodjaPas encore d'évaluation
- Corrige Sujet Soudeuse Le 22-04-10 V2Document36 pagesCorrige Sujet Soudeuse Le 22-04-10 V2YahyaMoummouPas encore d'évaluation
- Les Différents Types de SoudageDocument7 pagesLes Différents Types de SoudageHamada Hamada100% (2)
- Défauts de Soudage en Arc Électrique Électrode Enrobée - Rocd@cierDocument9 pagesDéfauts de Soudage en Arc Électrique Électrode Enrobée - Rocd@cierAlex AngoraPas encore d'évaluation
- Forma TigDocument33 pagesForma Tighdi200011Pas encore d'évaluation
- Saf Fro FR Chap3 Consommables Arc2870527885232716754Document74 pagesSaf Fro FR Chap3 Consommables Arc2870527885232716754babaarome0% (1)
- Stress and StrainDocument16 pagesStress and Strainrajee7Pas encore d'évaluation
- Fusible (Électricité) - WikipédiaDocument22 pagesFusible (Électricité) - Wikipédiaمسينيسا بن نيةPas encore d'évaluation
- Electro ErosionDocument27 pagesElectro ErosionYouness El Hamri50% (2)
- Different Cour de SoudageDocument37 pagesDifferent Cour de SoudageTRAOREPas encore d'évaluation
- Chapitre IV. Schémas Et Appareillage Partie 1Document9 pagesChapitre IV. Schémas Et Appareillage Partie 1farouq habchiPas encore d'évaluation
- Soudage À L'arcDocument10 pagesSoudage À L'arcMekki FarahPas encore d'évaluation
- 141 TigDocument6 pages141 TigAziz DzPas encore d'évaluation
- SoudageDocument4 pagesSoudageSara SwikiraPas encore d'évaluation
- 601-Formation IWT (part 7)Document54 pages601-Formation IWT (part 7)Mathieu DouPas encore d'évaluation
- Consruction M1-4Document26 pagesConsruction M1-4yakoubboudiafPas encore d'évaluation
- Cours Generalite MachinesDocument34 pagesCours Generalite Machinesjeaneudelawson01Pas encore d'évaluation
- Guide Du Soudage Orbital FR 181416 SnapshotDocument52 pagesGuide Du Soudage Orbital FR 181416 SnapshotMYGMIPas encore d'évaluation
- Electro EroosionDocument14 pagesElectro EroosionyakoubboudiafPas encore d'évaluation
- Différentes Perturbations - PDFDocument12 pagesDifférentes Perturbations - PDFAbouZakariaPas encore d'évaluation
- Poste A Souder2Document9 pagesPoste A Souder2Hafid BennounePas encore d'évaluation
- Cours de SoudageDocument40 pagesCours de SoudagereagPas encore d'évaluation
- Varistance - WikipédiaDocument10 pagesVaristance - WikipédiaFétigué OuattPas encore d'évaluation
- Introduction Au Soudage A ArcDocument99 pagesIntroduction Au Soudage A ArcGilles Dum Dumay100% (1)
- Soudeuse Lame Scie RubanDocument13 pagesSoudeuse Lame Scie RubanfournierPas encore d'évaluation
- 2-le-soudage-à-larc-à-lélectrode-enrobéeDocument26 pages2-le-soudage-à-larc-à-lélectrode-enrobéeIslem SoukeurPas encore d'évaluation
- Four A Induction DIYDocument7 pagesFour A Induction DIYdenys92500Pas encore d'évaluation
- Comment Souder À LDocument23 pagesComment Souder À LrehedaPas encore d'évaluation
- Technologie de l’acier: Les Grands Articles d'UniversalisD'EverandTechnologie de l’acier: Les Grands Articles d'UniversalisPas encore d'évaluation
- A propos du Digital!: Le digital pour tous! Le numérique en questions/réponses pour le modélisme ferroviaireD'EverandA propos du Digital!: Le digital pour tous! Le numérique en questions/réponses pour le modélisme ferroviaireÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Broch_Nouvelle-Avensis_02-2016_v3_tcm-18-94016Document40 pagesBroch_Nouvelle-Avensis_02-2016_v3_tcm-18-94016Loic MfonziePas encore d'évaluation
- 19Pyth1Document5 pages19Pyth1Loic MfonziePas encore d'évaluation
- 7ESPPRINCIPE_www.cours-exercices.orgDocument26 pages7ESPPRINCIPE_www.cours-exercices.orgLoic MfonziePas encore d'évaluation
- 19Document5 pages19Loic MfonziePas encore d'évaluation
- 2s Eq TrigDocument2 pages2s Eq TrigSalah Gharbi100% (1)
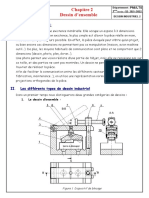
- CH 2 Dessin D'ensemble 2022Document4 pagesCH 2 Dessin D'ensemble 2022Tarek AyariPas encore d'évaluation
- fiche de progression AMZADocument10 pagesfiche de progression AMZALoic MfonziePas encore d'évaluation
- Dessin A4Document63 pagesDessin A4Loic MfonziePas encore d'évaluation
- Evaluation de La Premiere SequenceDocument3 pagesEvaluation de La Premiere SequenceLoic MfonziePas encore d'évaluation
- Tableau D'excellenceDocument1 pageTableau D'excellenceLoic MfonziePas encore d'évaluation
- Sika Anchorfix 3 PlusDocument4 pagesSika Anchorfix 3 PlusBelgacem AlouiPas encore d'évaluation
- td4 5Document7 pagestd4 5Nabil BikriPas encore d'évaluation
- 86 FT Epoxyguard Im 409 Rev 07 2015 FRDocument2 pages86 FT Epoxyguard Im 409 Rev 07 2015 FRMac MacPas encore d'évaluation
- Oued Selouane - Discussion (Pont Vs Dalot)Document8 pagesOued Selouane - Discussion (Pont Vs Dalot)Toby KuntaPas encore d'évaluation
- Moteur ThermiqueDocument8 pagesMoteur ThermiqueDieu-Donné NoukounwouiPas encore d'évaluation
- coursNodeJs PDFDocument66 pagescoursNodeJs PDFrodrigue ntchounkeuPas encore d'évaluation
- DB8051Document42 pagesDB8051awemetalPas encore d'évaluation
- Res Fixes RTCDocument147 pagesRes Fixes RTCFathi SmaouiPas encore d'évaluation
- Etude Des Caractéristiques Microstructurales Et Électriques de La Solution SolideDocument164 pagesEtude Des Caractéristiques Microstructurales Et Électriques de La Solution SolideIloDzairPas encore d'évaluation
- Créer Une Image InitialeDocument19 pagesCréer Une Image InitialetazoubPas encore d'évaluation
- Arval - Couverture Seche Novembre 2008Document68 pagesArval - Couverture Seche Novembre 2008Youssef TakatePas encore d'évaluation
- Tournage Des MétauxDocument82 pagesTournage Des MétauxSouhayl KaibiPas encore d'évaluation
- Métré PontDocument48 pagesMétré PontBoniface Rasolonjaka100% (1)
- Moment D'inertie de FlexionDocument4 pagesMoment D'inertie de FlexionMEJRI AbirPas encore d'évaluation
- Sony HVR-Z1 (FR) PDFDocument148 pagesSony HVR-Z1 (FR) PDFbogdan.neagota54230% (1)
- Masterlink ProgrammationDocument3 pagesMasterlink Programmationredo80Pas encore d'évaluation
- Rapport Pfe Fatima Ezzaoui Et Rokia RafiDocument57 pagesRapport Pfe Fatima Ezzaoui Et Rokia RafiAdil EttalhaouiPas encore d'évaluation
- Codes D ErreurDocument10 pagesCodes D ErreurTsiba chiracPas encore d'évaluation
- Procédure - Gestion Des ÉquipementsDocument8 pagesProcédure - Gestion Des ÉquipementsKOUAMEPas encore d'évaluation
- 4 Pages ModuloDocument4 pages4 Pages ModuloAnthony PouillouxPas encore d'évaluation
- TBT - 017 - Équipement D'accès Suspendu - EmbranchementDocument1 pageTBT - 017 - Équipement D'accès Suspendu - EmbranchementhossamPas encore d'évaluation
- BEP ELEEC Annexe I Et II VFDocument45 pagesBEP ELEEC Annexe I Et II VFfarid said errahmaniPas encore d'évaluation
- Du Cote de Chez Vous 52Document88 pagesDu Cote de Chez Vous 52MARIE-ELISABETH JoathonPas encore d'évaluation
- Schéma D'implantation Lave-Linge Professionnels PW 413 PW 418Document36 pagesSchéma D'implantation Lave-Linge Professionnels PW 413 PW 418Driss KhayiPas encore d'évaluation
- Note de Calcul de La Structure de Chaussée Kumba Ekondo Titi IndbDocument10 pagesNote de Calcul de La Structure de Chaussée Kumba Ekondo Titi IndbSINGOPas encore d'évaluation
- Ouvrages de Soutènement Cours-CompresséDocument9 pagesOuvrages de Soutènement Cours-CompresséThinhinaneGuedriPas encore d'évaluation
- Notice DS4Document396 pagesNotice DS4Anonymous 2GEYn1Pas encore d'évaluation
- Fin de Formation - Synthése ESA 2022 (TEST2)Document10 pagesFin de Formation - Synthése ESA 2022 (TEST2)otmane touilPas encore d'évaluation