Vous aimerez peut-être aussi
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- MONEMO Guideko JoeDocument72 pagesMONEMO Guideko JoeEssia NguiliPas encore d'évaluation
- Présentation Pfe FinDocument55 pagesPrésentation Pfe FinCharmi HediPas encore d'évaluation
- ControleDocument5 pagesControleEL Boukhrissi OtmanePas encore d'évaluation
- Chauffage Direct Par Conduction, Halima FerganiDocument13 pagesChauffage Direct Par Conduction, Halima Ferganifergani100% (1)
- Prise Soudure Conception Rotor - MemoireDocument51 pagesPrise Soudure Conception Rotor - MemoireNoureddinePas encore d'évaluation
- Exam Final Mat MetalliquesDocument3 pagesExam Final Mat MetalliquesMohammed El azhariPas encore d'évaluation
- Extrait 42367210Document116 pagesExtrait 42367210Marwan JBPas encore d'évaluation
- Pfe Uas Souhail New1Document69 pagesPfe Uas Souhail New1saif eddine msiliniPas encore d'évaluation
- TP Fab - Meca BELHADI PDFDocument34 pagesTP Fab - Meca BELHADI PDFHassen HoggasPas encore d'évaluation
- BVCDocument19 pagesBVCMohamed Es-sagarPas encore d'évaluation
- Memoire Complete2Document73 pagesMemoire Complete2lagrange27 lagrangePas encore d'évaluation
- Thèse Doctorat Calcul Des Efforts Subis Par Les ÉoliennesDocument360 pagesThèse Doctorat Calcul Des Efforts Subis Par Les Éoliennesmoustafa hadj-doulaPas encore d'évaluation
- Rapport de PfeDocument49 pagesRapport de PfeHidaya SklPas encore d'évaluation
- Techniques de Modélisation Du SoudageDocument107 pagesTechniques de Modélisation Du SoudageMohamed Noureddine AbidPas encore d'évaluation
- Etude Et Analyse Des Causes de La Corrosion Des Echangeurs de Chaleur Et Proposition D AmeliorationDocument91 pagesEtude Et Analyse Des Causes de La Corrosion Des Echangeurs de Chaleur Et Proposition D AmeliorationAnaibar TarikPas encore d'évaluation
- Etude de L'augmentationDocument92 pagesEtude de L'augmentationKhalid MKHALIDPas encore d'évaluation
- El CT Ro ErosionDocument28 pagesEl CT Ro ErosionZotan ZandryPas encore d'évaluation
- Commande D'un Four Éléctrique GR 6Document44 pagesCommande D'un Four Éléctrique GR 6حسام الدينPas encore d'évaluation
- Pfe MecaniqueDocument5 pagesPfe MecaniqueAmira Warhéni100% (1)
- Copie de Rapport Pfe Univers AcierDocument83 pagesCopie de Rapport Pfe Univers AcierNouhaila BattahPas encore d'évaluation
- Rapport de Stage1Document9 pagesRapport de Stage1Fedi Chbil100% (1)
- CFL01 - Introduction À L'utilisation Du Logiciel FluidSIM - Pneumatique Et ÉlectropneumatiqueDocument17 pagesCFL01 - Introduction À L'utilisation Du Logiciel FluidSIM - Pneumatique Et ÉlectropneumatiqueYassine Azougagh0% (1)
- Fiabilisation Des Équipements Mécaniques Du Secteur Lavage - Kaoutar AKHMOUCHDocument62 pagesFiabilisation Des Équipements Mécaniques Du Secteur Lavage - Kaoutar AKHMOUCHfatima rahmaniPas encore d'évaluation
- Fatima NouadriaDocument104 pagesFatima Nouadriamaian sajaPas encore d'évaluation
- Cahier de Charge Enetcom PlanneurDocument9 pagesCahier de Charge Enetcom PlanneurOussama AziziPas encore d'évaluation
- Mémoire FinallDocument78 pagesMémoire FinallBiba BibaPas encore d'évaluation
- 2 Guide Rapports de Stages Génie Industriel 2016 2017 Converti8795Document7 pages2 Guide Rapports de Stages Génie Industriel 2016 2017 Converti8795Reda ArifPas encore d'évaluation
- Rapport de Stage2Document15 pagesRapport de Stage2daminPas encore d'évaluation
- Rapport FIRAS BAKLOUTIDocument31 pagesRapport FIRAS BAKLOUTIFatma BenbrahimPas encore d'évaluation
- Rapport de StageDocument36 pagesRapport de Stagesarra.benhlimaPas encore d'évaluation
- Calcul en Fonderie - Partie IIDocument51 pagesCalcul en Fonderie - Partie IIIbtissam MalekPas encore d'évaluation
- Bougoffa Ramez Mohamed LamineDocument87 pagesBougoffa Ramez Mohamed LamineRodolphe SounouPas encore d'évaluation
- MTR 86 W32Document52 pagesMTR 86 W32Per Perso0% (1)
- Techniques de Commande DTC-SVM Appliquées À La Machine AsynchronDocument69 pagesTechniques de Commande DTC-SVM Appliquées À La Machine AsynchronAbd Elwadood YahiaouiPas encore d'évaluation
- Rapport Modélisation Du Retour Élastique en Pliage Des Tôles en LairDocument92 pagesRapport Modélisation Du Retour Élastique en Pliage Des Tôles en LairriadhbacharPas encore d'évaluation
- Les Liaisons Cinématiques Sur CATIA V5Document37 pagesLes Liaisons Cinématiques Sur CATIA V5abir bzPas encore d'évaluation
- Moteur Pas À PasDocument16 pagesMoteur Pas À PasNoussaiba MENNAIPas encore d'évaluation
- Chapitre 3Document30 pagesChapitre 3John-sun LalyPas encore d'évaluation
- Exercice 1 Grafcet-APIDocument3 pagesExercice 1 Grafcet-APIiman khadirPas encore d'évaluation
- Échangeur Á Plaque Et JointsDocument33 pagesÉchangeur Á Plaque Et JointsAzzaoui AbdellahPas encore d'évaluation
- Sujet Projets GM 2017-2018 v2 - 3Document16 pagesSujet Projets GM 2017-2018 v2 - 3EL MATADORPas encore d'évaluation
- Présentation de Stage Technicien Chez Amec ExportDocument14 pagesPrésentation de Stage Technicien Chez Amec ExportMaher Garfa100% (1)
- Rapport PeugeotDocument39 pagesRapport PeugeotHãĐiR chetouiPas encore d'évaluation
- Rapport de Stage 4Document39 pagesRapport de Stage 4summaries & Goals ملخصات وأهدافPas encore d'évaluation
- 1 - Introduction Générale Au SoudageDocument28 pages1 - Introduction Générale Au SoudageomatrPas encore d'évaluation
- BELHADJ Walid PDFDocument82 pagesBELHADJ Walid PDFHoudaifa BellahcennPas encore d'évaluation
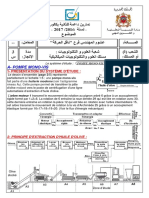
- 2 - Principe D'extraction D'huile D'olive - Pompe Mono-VisDocument6 pages2 - Principe D'extraction D'huile D'olive - Pompe Mono-VisJawher SalemPas encore d'évaluation
- Memoire de Fin D'étudeDocument65 pagesMemoire de Fin D'étudeabd mbtPas encore d'évaluation
- Amelioration de Facteur de Puissance ExempleDocument82 pagesAmelioration de Facteur de Puissance ExempleHamza CHAIBOUBPas encore d'évaluation
- Etude de La Coception D'un Respirateur ArtificielDocument1 pageEtude de La Coception D'un Respirateur Artificielأشرف عبودPas encore d'évaluation
- 5194 Epreuve E5 Bts Ip Europlastic Juin 2013 SujetDocument28 pages5194 Epreuve E5 Bts Ip Europlastic Juin 2013 SujetAnonymous rvGgpvvqPas encore d'évaluation
- Similitude Dans Les Turbomachines PDFDocument7 pagesSimilitude Dans Les Turbomachines PDFRime SévdãPas encore d'évaluation
- Rapport de Stage PFE 1 Modifiée 1Document110 pagesRapport de Stage PFE 1 Modifiée 1iheb Ben ahmedPas encore d'évaluation
- Département de Génie Mécanique MÉMOIRE.Document110 pagesDépartement de Génie Mécanique MÉMOIRE.btkmouradPas encore d'évaluation
- Rapport de StageDocument40 pagesRapport de StageYassine AouiniPas encore d'évaluation
- Projet Cfm31 Final1 2Document81 pagesProjet Cfm31 Final1 2Monia Bardaoui Ep HadhiriPas encore d'évaluation
- Machines Thermique Cours g3 ElcDocument87 pagesMachines Thermique Cours g3 ElcChris WassasyaPas encore d'évaluation
- Conversion De L'Énergie Thermique Des Océans: Des différences de température entre les eaux de surface et les eaux profondes de l'océanD'EverandConversion De L'Énergie Thermique Des Océans: Des différences de température entre les eaux de surface et les eaux profondes de l'océanPas encore d'évaluation
- Peinture - CHRONOLOGIE DES TRAVAUX DE FINITIONDocument17 pagesPeinture - CHRONOLOGIE DES TRAVAUX DE FINITIONproutPas encore d'évaluation
- Marmites FRDocument28 pagesMarmites FRMaévaPas encore d'évaluation
- PDF Beton Fig 1 Essai Dx27etalement Sur Table CompressDocument5 pagesPDF Beton Fig 1 Essai Dx27etalement Sur Table CompressMoula KadirPas encore d'évaluation
- Biofuel Et PlastiqueDocument34 pagesBiofuel Et PlastiqueOuerghi AyaPas encore d'évaluation
- Caractéristiques Et Emplois Des Ciments PDFDocument8 pagesCaractéristiques Et Emplois Des Ciments PDFmoncefradiPas encore d'évaluation
- Presentation de L'Entreprise I. Historique Et Adresse ComplèteDocument33 pagesPresentation de L'Entreprise I. Historique Et Adresse ComplèteOunaiza FatmaPas encore d'évaluation
- Défnition Chapitre6Document4 pagesDéfnition Chapitre6hicham khiraPas encore d'évaluation
- Introduction de Nouveaux MatériauxDocument10 pagesIntroduction de Nouveaux Matériauxhassaine abderrezak mehdiPas encore d'évaluation
- Généralité Sur L'hydrogèneDocument15 pagesGénéralité Sur L'hydrogèneKoray Sıns100% (1)
- Thomas Sourisseau - UgitechDocument22 pagesThomas Sourisseau - Ugitechmarwen_daoudPas encore d'évaluation
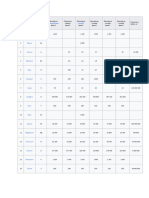
- Base de Données de Sociétés Spécialises en EmballageDocument48 pagesBase de Données de Sociétés Spécialises en EmballagecesarPas encore d'évaluation
- Introduction GénéraleDocument53 pagesIntroduction GénéraleImen NinaPas encore d'évaluation
- Cours de Procédés OPBDocument62 pagesCours de Procédés OPBkjhPas encore d'évaluation
- Clarke Des Éléments ChimiquesDocument6 pagesClarke Des Éléments ChimiquesBadison Arnaud TapéPas encore d'évaluation
- Abrasifs VDocument4 pagesAbrasifs VFOKAMloicPas encore d'évaluation
- 5003 C Tubes en Chlorure de Polyvinyle PVC U Et Raccords Adaptes PDFDocument7 pages5003 C Tubes en Chlorure de Polyvinyle PVC U Et Raccords Adaptes PDFIssamounPas encore d'évaluation
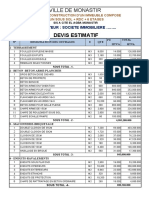
- Devis Estimatif Aymen Ben HassenDocument12 pagesDevis Estimatif Aymen Ben HassenSONYPas encore d'évaluation
- Catalogue EmballageDocument10 pagesCatalogue EmballageDanie LeePas encore d'évaluation
- Instrucciones de Montaje Sellos MecanicosDocument2 pagesInstrucciones de Montaje Sellos Mecanicoshufuents-1Pas encore d'évaluation
- I) Réalisation Et Interprétation Qualitative D'une Réaction ÉlectrochimiqueDocument3 pagesI) Réalisation Et Interprétation Qualitative D'une Réaction Électrochimiquepedro66Pas encore d'évaluation
- Base de Calcul Élément en Béton Armé PDFDocument52 pagesBase de Calcul Élément en Béton Armé PDFFeki MahdiPas encore d'évaluation
- Réparation Des Zones Ségrégées Et Déformés-1Document19 pagesRéparation Des Zones Ségrégées Et Déformés-1o4c.betPas encore d'évaluation
- Construction Détaillée Depuis La Preparation Du Terrain A La Finition D - Un Simple BatimentDocument326 pagesConstruction Détaillée Depuis La Preparation Du Terrain A La Finition D - Un Simple BatimentHaingtPas encore d'évaluation
- M114 - Lot 02 - Charpente MetalliqueDocument8 pagesM114 - Lot 02 - Charpente MetalliqueKazanuomOsmanFarahPas encore d'évaluation
- Chapitre III Ferraillage Des Elements Secondaire PoutrellesDocument4 pagesChapitre III Ferraillage Des Elements Secondaire PoutrellesSi DoPas encore d'évaluation
- 2 - Séance 2 HalogènesDocument2 pages2 - Séance 2 HalogènesAlex LakhPas encore d'évaluation
- 03 Les Ciments PDFDocument3 pages03 Les Ciments PDFBrahim NéciraPas encore d'évaluation
- TaraudageDocument5 pagesTaraudageCécé Charles KoliéPas encore d'évaluation
- TD AbsorptionDocument2 pagesTD AbsorptionOthman Mohammed100% (1)
- Distillation AtmosphériqueDocument3 pagesDistillation Atmosphériquekmoualek5872Pas encore d'évaluation