Académique Documents
Professionnel Documents
Culture Documents
Rapport de Stage PFE 1 Modifiée 1
Transféré par
iheb Ben ahmedCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Rapport de Stage PFE 1 Modifiée 1
Transféré par
iheb Ben ahmedDroits d'auteur :
Formats disponibles
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
REMERCIEMENTS
Au terme de ce travail, nos sincères remerciements vont à tous ceux qui ont
contribué directement ou indirectement à l’élaboration de ce projet.
D’abord, nous tenons à exprimer en premier lieu, notre gratitude à notre
encadrant société Monsieur BEN MAAOUIA JALEL pour la confiance qu’il a
témoignée en acceptant de nous accorder l’opportunité d’effectuer ce projet au sein
de la société d’automatisation et maintenance industrielle (SAMI). Ainsi, pour son
suivi avec une grande disponibilité, pour son écoute et ses conseils.
Nos plus vifs remerciements à notre encadrant académique Monsieur
MAAOUI CHOKRI et à l’ingénieur de la société BEN MAAOUIA YESSER.
Pour tout le temps qu’il a consacré, pour la qualité de suivi, son soutien moral,
ses encouragements continus et ses conseils précieux.
Finalement, nos sincères remerciements aux membres du jury pour avoir accepté
d’évaluer notre modeste travail.
Jamli Yassine et Elloumi Rayen
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
SOMMAIRE
Chapitre I Présentation de l’entreprise d’accueil et mise en situation de projet .......2
I. PRESENTATION GENERALE : ........................................................................................3
II. LES DIFFERENTS DEPARTEMENTS : ...........................................................................3
III. LE PLAN DE L’ENTREPRISE :.........................................................................................5
IV. LES DIFFERENTS PRODUITS DE LA SOCIETE : .........................................................6
V. ORGANIGRAMME DE LA SOCIETE : ............................................................................7
VI. MISE EN SITUATION DE PROJET : ................................................................................7
Chapitre Ⅱ Etude bibliographique ..........................................................................................9
I. INTRODUCTION :............................................................................................................10
1. Problématique :...............................................................................................................10
2. Les types des enrouleurs :...............................................................................................10
3. Bobinage :.......................................................................................................................13
II. PRINCIPALE ETAPES D’ENROULEMENT :................................................................14
1. Phase d’enroulement : ....................................................................................................14
2. Phase d’enroulement : ....................................................................................................15
Chapitre Ⅲ Analyse fonctionnelle .......................................................................................16
I. INTRODUCTION :............................................................................................................17
II. INFORMATION GENERALE :.......................................................................................17
III. ANALYSE FONCTIONNELLE : .....................................................................................17
1. Diagramme (SADT) : .....................................................................................................17
2. Diagramme (Bête à cornes) : ..........................................................................................18
3. Diagramme (Pieuvre) : ...................................................................................................19
4. Cahier de charge fonctionnel : ........................................................................................20
5. Diagramme (FAST) :......................................................................................................21
IV. SCHEMA CINEMATIQUE : ............................................................................................22
Chapitre Ⅳ Dimensionnement et Calcul théorique .........................................................23
I. CHOIX DE LA BOBINE :.................................................................................................24
1. Structure de la bobine : ...................................................................................................24
II. CALCUL MECANIQUE :.................................................................................................26
1. Calcul de temps : ............................................................................................................26
Jamli Yassine et Elloumi Rayen
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
2.1. Calcul de couple : ....................................................................................................28
2.2. Le rapport de réduction r :.......................................................................................28
2.3. Calcul de Puissance requise de moteur Ce :............................................................29
3. Choix de motoréducteur en fonction des paramètres calculée : ....................................29
4. Conclusion :....................................................................................................................30
III. CALCUL DE RESISTANCE LES AXES DE LA BOBINE : ..........................................31
1. Tranche 1 : (axe motrice plein) : ....................................................................................32
2. Tranche 2 : zone de poupée (axe creux) :.......................................................................35
IV. CALCUL DE GROUPE HYDRAULIQUE : ....................................................................38
1. Calcul de vitesse de déplacement Vd:.............................................................................39
2. Calcul de la pression nécessaire pour la sortie d’un vérin :............................................40
3. Choix des vérins en fonction des paramètres calculée : ................................................40
4. Choix de groupe hydraulique : .......................................................................................41
4.1 . Pompe à engrenages : ..........................................................................................41
3.2. Calcul de débit de la pompe : .................................................................................43
3.3. Calcul de puissance de la pompe : .........................................................................43
3.4. Choix de la pompe : ..............................................................................................43
3.5. Schéma hydraulique : ..............................................................................................44
V. DETERMINATION DE DIAMETRE DE GOUPILLE DE LA TOQUE ET LA
LONGUEUR DE LA CLAVETTE DU POUPEE : ..................................................................45
1. Détermination de diamètre de goupille de la toque :......................................................45
2. Détermination de longueur de clavette de la poupée :....................................................47
2.1. Choix de type de clavette : ......................................................................................47
2.2. Mise en évidence de la rupture : .........................................................................47
2.3. Calcul de longueur de clavette :............................................................................48
VI. DIMENSIONNEMENT DU SYSTEME POULIE-COURROIE......................................50
1. Introduction : ..................................................................................................................50
2. Choix de type des courroies : .........................................................................................50
2.1. Principaux types de courroies : ...............................................................................50
3. Calcul théorique :............................................................................................................51
3.1. Choix de Section de courroies :...............................................................................51
3.2. Choix des diamètres primitifs dp et Dp :.................................................................51
3.3. Choix de la longueur des courroies : .......................................................................52
3.4. Puissance admissible de la courroie choisie:...........................................................52
Jamli Yassine et Elloumi Rayen
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
3.5. Calcul du nombre de courroies : .............................................................................53
VII. PARTIE ELECTRIQUE : ..................................................................................................53
1. Introduction : ..................................................................................................................53
2. Les différents types de démarrage des moteurs asynchrone triphasé : ...........................53
2.1. Montage direct :.......................................................................................................53
2.2. Le démarrage étoile-triangle : .................................................................................54
2.3. Le démarrage avec variateur de fréquence :............................................................55
3. Circuit du moteur :..........................................................................................................55
3.1. Circuit de puissance et de commande : ...................................................................56
3.2. Matériel utilisé :.......................................................................................................57
4. Circuit de la pompe : ......................................................................................................59
4.1. Circuit de puissance et de commande : ...................................................................59
4.2. Matériel utilisé :.......................................................................................................60
5. Conclusion :....................................................................................................................60
Chapitre Ⅴ Conception de la solution choisisse et étude de fabrication ....................61
I. INTRODUCTION :............................................................................................................62
II. PARTIE A : CONCEPTION PAR SOLIDWORKS..........................................................62
1. Perspective isométrique de la machine :.........................................................................62
2. Dessin d’ensemble 2D : ..................................................................................................63
III. DESSIN DE DEFINITION DE CHAQUE PIECES : .......................................................64
1. Bâti inférieur :.................................................................................................................64
2. Les bras de levage de la bobine :....................................................................................65
3. L’axe de transmission :...................................................................................................66
4. Modélisation de la poupée mobile :................................................................................67
4.1. Conception des différents composants de la poupée mobile : ................................68
4.1.1. Conception du cylindre de la poupée :.............................................................68
4.1.2. Conception de vis de poupée : .........................................................................69
4.1.3. Conception d’écrou de poupée : ......................................................................70
IV. PARTIE B : ETUDE DE FABRICATION :......................................................................71
1. Introduction : ..................................................................................................................71
2. Gamme d’usinage de pièces principales :.......................................................................71
2.1. Usinage de l’axe principal de la bobine : ................................................................71
2.2. Usinage du cylindre de la poupée : .........................................................................73
Jamli Yassine et Elloumi Rayen
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
2.3. Filetage de vis de la bobine :...................................................................................75
V. PARTIE C : METHODE DE SOUDAGE DE SUPPORT ................................................77
1. Introduction : ..................................................................................................................77
2. Soudage et assemblages de support (bâti) : ....................................................................77
2.1. Les 3 opérations de fabrication : .............................................................................78
3. Conception des assemblages soudés : ............................................................................78
3.1. Norme d’assemblage bord à bord : .........................................................................79
3.2. Assemblage en angle :.............................................................................................79
3.3. Assemblage par recouvrement ou à clin : ...............................................................80
3.4. Représentation symbolique d’un cordon de soudure : ............................................80
4. Soudage à électrode enrobée : ........................................................................................81
4.1. Etapes de préparation : ............................................................................................82
5. Règles de soudures : ......................................................................................................83
Conclusion.....................................................................................................................................85
ANNEXE ......................................................................................................................................88
Jamli Yassine et Elloumi Rayen
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
LISTE DES FIGURES
Figure 1: «Bureau d’étude et de conception»..................................................................................3
Figure 2:«Département de ressources humaines »..........................................................................4
Figure 3: «Départements de production et de maintenance» ..........................................................4
Figure 4: « 2 Différents types de dérouleur de bobine et de différentes tailles ».........................6
Figure 5: «Marqueuse et extrudeuse » ............................................................................................6
Figure 6 : «Organigramme» ............................................................................................................7
Figure 7 : «Dérouleur industriel par axe » ....................................................................................10
Figure 8 : «Dérouleur de bobine motorisé » .................................................................................11
Figure 9 : «Enrouleur et dérouleur pour les centres logistique » .................................................12
Figure 10: «Bobinage» ..................................................................................................................13
Figure 11 : «Poupée et contre poupée» .........................................................................................14
Figure 12: «Diagramme SADT A-1 de système» .........................................................................17
Figure 13: «Diagramme SADT A-1 de vérin ».............................................................................18
Figure 14: «Diagramme Bête à cornes»........................................................................................18
Figure 15: «Diagramme Pieuvre» .................................................................................................19
Figure 16: «Schéma cinématique » ...............................................................................................22
Figure 17: «Schéma explicatif de la bobine » ...............................................................................24
Figure 18: «Les composants de la bobine » ..................................................................................25
Figure 19« Dimension de la bobine 1000kg » ..............................................................................25
Figure 20: «Détail de l’enroulement de la bobine »......................................................................26
Figure 21: «Motoréducteur ».........................................................................................................30
Figure 22: «Image significatif des forces »...................................................................................31
Figure 23: «Zone d’étude de l’axe plein » ....................................................................................32
Figure 24: «Modélisation de poutre du l’axe motrice » ................................................................32
Figure 25: «Diagramme des moments fléchissant » .....................................................................34
Figure 26: «Zone d’étude de l’axe creux » ...................................................................................35
Figure 27: «Modélisation de poutre du l’axe creux » ...................................................................35
Figure 28: «Diagramme des moments fléchissant » .....................................................................36
Figure 29: «Image significatif de déplacement des vérins ».........................................................38
Jamli Yassine et Elloumi Rayen
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Figure 30 «Image symbolique d’un vérin double effet » .............................................................39
Figure 31:«Choix de vérin »..........................................................................................................40
Figure 32:«Différents composants du pompe » ............................................................................41
Figure 33:«Pompe à engrenage en coupe »..................................................................................42
Figure 34:«Admission et refoulement ».......................................................................................42
Figure 35:«Pompe choisisse de type GP2 » ..................................................................................43
Figure 36:«Schéma hydraulique ».................................................................................................44
Figure 37:«Zone d’étude goupille » ..............................................................................................45
Figure 38 «Coupe de goupille » ....................................................................................................46
Figure 39 :«Types des clavettes » .................................................................................................47
Figure 40:«Cas d'usure »...............................................................................................................47
Figure 41:«Dimensions caractéristique d’un assemblage par clavette
»......................................48 Figure 42:«Démarrage direct »
.....................................................................................................53 Figure 43:« Démarrage étoile
triangle » .......................................................................................54 Figure 44:« Démarrage avec
variateur de fréquence »..................................................................55 Figure 45:«Circuit de
puissance et circuit de commande » ..........................................................56 Figure 46:«Circuit
de puissance et circuit de commande du pompe »..........................................59 Figure
47:«Perspective isométrique» ............................................................................................62 Figure
48:«Bâti mécano-soudé »...................................................................................................77 Figure
49:« Conception des assemblages soudés ».......................................................................78 Figure
50:«Assemblage en angle » ...............................................................................................79
Figure 51:«Assemblage par recouvrement ou à clin »..................................................................80
Figure 52:«Représentation symbolique d’un cordon de soudure»................................................81
Figure 53:«Soudage à électrode enrobée »
...................................................................................82 Figure 54:« Etapes de
préparation»...............................................................................................82 Figure 55:« La
préparation de bord avec le délardage » ...............................................................83 Figure 56:«
Différence d’épaisseur » ...........................................................................................83 Figure 57:«
La préparation de bord avec le délardage définitive »...............................................84
Jamli Yassine et Elloumi Rayen
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
LISTE DES TABLEAUX
Tableau 1: «Caractérisation des fonctions de service » ................................................................19
Tableau 2: «Cahier de charge ».....................................................................................................20
Tableau 3: « Désignation des composants » .................................................................................22
Tableau 4: «Types des courroies »................................................................................................50
Tableau 5: «Matériel utilisé».........................................................................................................57
Tableau 6: «Feuille d’usinage de l’axe motrice » .........................................................................71
Tableau 7: «Feuille d’usinage du cylindre de la poupée »............................................................73
Tableau 8: «Feuille d’usinage du vis de la poupée » ....................................................................75
Tableau 9: «Norme d’assemblage bord à bord »...........................................................................79
Jamli Yassine et Elloumi Rayen
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
LISTE DES ANNEXES
Annexe A : Fiche technique du moteur choisie ............................................................................89
Annexe B : Dimensions de moteur ...............................................................................................90
Annexe C : Fiche technique du réducteur choisie.........................................................................91
Annexe D : Dimensions de motoréducteur ...................................................................................92
Annexe E : Position de montage ...................................................................................................92
Annexe F : Choix des Roulements................................................................................................93
Annexe G : Choix des vérins.........................................................................................................94
Annexe H : Choix de pompe hydraulique .....................................................................................95
Annexe I : Choix de goupille ........................................................................................................96
Annexe J :Choix de longueur de clavette......................................................................................96
Annexe K : Calcul des courroies trapézoïdales (démarche à suivre) ............................................97
Annexe L : Coefficient de service................................................................................................98
Annexe M :Choix de section de courroie......................................................................................98
Annexe N : Longueurs primitives de courroies ............................................................................99
Annexe O : Puissance de base ......................................................................................................99
Annexe P :Détermination de KL.................................................................................................100
Annexe Q :Détermination de Kθ.................................................................................................100
Jamli Yassine et Elloumi Rayen
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
INTRODUCTION GENERALE
Nous avons passé la période de cette formation chez l’entreprise «SAMI» à partir du 06
Février 2023 jusqu'à 27 Mai 2023. Pendant cette période nous avons fait le maximum pour
atteindre un bon bagage de formation.
C’est dans cette optique que s’est inscrit le projet de fin d’études que nous avions réalisé au
sein de l’entreprise SAMI, société spécialisée dans la conception et l’automatisation des
systèmes industriels. Le sujet s’intitulait :
Dimensionnement et conception plus réalisation d’un dérouleur mécanique
Pour cela notre rapport de stage est reparti en des parties qui sont présenté comme suit :
Dans le premier chapitre, on va présenter d’une façon générale l’entreprise dans laquelle nous
effectuées ce stage et la mise situation de projet
Ensuite dans le deuxième chapitre, nous allons faire une étude bibliographique
sur les différents types des dérouleurs. Et une analyse fonctionnelle pour le troisième chapitre
Puis le quatrième chapitre, nous aborderons la partie calcul, dimensionnement et choix des
organes mécaniques.
Dans le cinquième chapitre, on termine par la conception des différents éléments de la machine.
Jamli Yassine et Elloumi Rayen Page 1
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Chapitre I
Présentation de
l’entreprise d’accueil et
mise
En situation de projet
Jamli Yassine et Elloumi Rayen Page 2
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
I. PRESENTATION GENERALE :
S.A.M.I est une société d'automatisme et de maintenance industriel dont le siège social est
situé à Rue 18 janvier Grombalia. Fondée le 01/12/2015, notre entreprise est spécialisée dans la
mise en service de matériel industriel, les maintenances prédictives, préventives et correctives,
ainsi que dans les études, la conception, la fabrication et la mise en route des installations des
machines. Chez S.A.M.I, nous sommes fiers de fournir des services de qualité supérieure pour
répondre aux besoins de nos clients.
Raison social : Société d'Automatisme et de Maintenance Industriel
Secteur : Industrie
PDG : Mr. BEN MAAOUIA JALEL
Activité : Conception, fabrication, mise en route des installations et réparation des machines
Contacts : E-mail : Sami.industries@outlook.com
II. LES DIFFERENTS DEPARTEMENTS :
L'entreprise SAMI est une petite entreprise qui emploie environ une vingtaine de salariés. Elle
est composée de plusieurs départements, notamment un bureau d'étude et de conception, trois
ateliers, un département de ressources humaines, un département de production et un
département de maintenance.
Bureau d’étude et de conception : Conception et contrô le qualité
Figure 1: «Bureau d’étude et de conception»
Jamli Yassine et Elloumi Rayen Page 3
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Le département de ressources humaines : gère l'entreprise à la fois en interne, en
suivant les salariés et en planifiant les ouvriers et les machinistes, et en externe en
établissant des contacts avec les fournisseurs d'équipements et les clients.
Figure 2:« Département de ressources humaines »
Le département de production : comprend le bureau d'étude, le bureau de fabrication et les
ateliers de fabrication et de soudage.
Le département de maintenance : est chargé de la réparation des machines et des systèmes
industriels
Figure 3: «Départements de production et de maintenance»
Jamli Yassine et Elloumi Rayen Page 4
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
III. LE PLAN DE L’ENTREPRISE :
Le plan des unités de production ainsi que le bloc administratif est détaillé
ainsi :
Zone 1 : Magasin de stockage
Zone 2 : Atelier de production
Zone 3 : Atelier de soudage
Zone 4 : Atelier d’assemblage
Zone 5 : Atelier de peinturage
Zone 6 : Atelier de maintenance
Jamli Yassine et Elloumi Rayen Page 5
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
IV. LES DIFFERENTS PRODUITS DE LA SOCIETE :
Figure 4: « 2 Différents types de dérouleur de bobine et de différentes tailles »
Figure 5: « Marqueuse et extrudeuse »
Jamli Yassine et Elloumi Rayen Page 6
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
V. ORGANIGRAMME DE LA SOCIETE :
M. Ben Maaouia Jalel
Chef d’entreprise
M. Ben Maaouia Yesser M. Karim M. Fahid
Ingénieur Chef d’atelier Responsable de
électromécanique réparation
M. Ones
Ressources humaines
Responsable Responsable Responsable
Atelier mécanique Atelier Soudure Atelier Maintenance
Figure 6 : « Organigramme»
VI. MISE EN SITUATION DE PROJET :
La forte demande sur le marché mondial pour les câbles électriques a créé un besoin
croissant de machines de câblerie rapides et efficaces qui peuvent produire des câbles de
haute qualité en quantité suffisante pour répondre à la demande. Cependant, le processus de
fabrication de câbles est souvent laborieux et exige un travail manuel considérable, ce qui
peut ralentir la production et augmenter les coûts. Pour répondre à cette demande, de
nombreuses entreprises cherchent à développer des machines de câblerie automatisées et
rapides qui peuvent produire des câbles de haute qualité de manière plus efficace. Ces
machines peuvent également être intégrées à d'autres systèmes de production, tels que des
dérouleurs de câble de bobine automatisés, pour créer un processus de production plus fluide
et plus efficace dans l'ensemble.
Jamli Yassine et Elloumi Rayen Page 7
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Pour résoudre ce problème, notre entreprise décide de développer un enrouleur de câble
de bobine automatisé qui permettra aux travailleurs d’enrouler les câbles en toute sécurité
et avec beaucoup moins d'efforts physiques.
Le projet consiste à concevoir et à construire un enrouleur de câble de bobine automatisé.
Ce dernier doit être capable de s'adapter à des bobines de différentes tailles et d’enrouler
les câbles à une vitesse contrôlée et régulière.
La fabrication d'un enrouleur de câble de bobine comprend deux processus principaux.
Tout d'abord, il y a la conception et le dimensionnement de l’enrouleur, qui implique
l'utilisation de calculs bien définis. Ce processus est crucial car il garantit que le
l’enrouleur sera capable de supporter la charge de la bobine et d’enrouler le câble de
manière efficace. Ensuite, vient la fabrication en utilisant des matériaux spécifiques pour
chaque composant, notamment pour la partie électrique et hydraulique. La combinaison de
ces deux processus est essentielle pour garantir que l’enrouleur de câble de bobine sera
capable de fonctionner de manière fiable et efficace.
Jamli Yassine et Elloumi Rayen Page 8
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Chapitre Ⅱ
Etude bibliographique
« DEROULEUR MECANIQUE »
Jamli Yassine et Elloumi Rayen Page 9
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
I. INTRODUCTION :
Un dérouleur de bobine de câble est un équipement essentiel pour faciliter l'utilisation
de bobines de câbles dans diverses industries, en permettant un déroulement efficace et
sûr du câble.
1. Problématique :
Rechercher et observer tous les enrouleurs de tous les types et trouver un modèle qui
convient avec le besoin du client.
2. Les types des enrouleurs :
Il existe plusieurs types de dérouleur de bobine de câble, chacun ayant ses propres
caractéristiques et utilisations spécifiques.
Dérouleur industriel par axe :
Figure 7 : «Dérouleur industriel par axe »
Jamli Yassine et Elloumi Rayen Page 10
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Ce type de dérouleur est le plus couramment utilisé pour dérouler des bobines de câble
de grande taille. Il est généralement fixé au sol et possède deux axes verticaux autour
duquel la bobine est enroulée. Equipé de deux vérins hydrauliques à commande manuelle,
avec une capacité de levage qui dépasse les 2 T.
Dérouleur de bobine motorisé :
Figure 8 : «Dérouleur de bobine motorisé »
Ce type de dérouleur est équipé d'un moteur électrique qui permet de dérouler la bobine
plus facilement et rapidement. Il peut être utilisé pour les bobines de toutes tailles et souvent
utilisé dans les installations industrielles. Le dérouleur motorisé en porte-à-faux est largement
utilisé dans l'industrie de l'emballage, de la production de papier, de la fabrication de textiles,
de la métallurgie, etc. pour faciliter le traitement de grandes bobines de matériaux.
Jamli Yassine et Elloumi Rayen Page 11
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Enrouleur et dérouleur pour les centres logistique :
Figure 9 : «Enrouleur et dérouleur pour les centres logistique »
- Pour le conditionnement de câbles souples Ø 60 mm.
- Changement très rapide pour le conditionnement sur gavette ou
touret.
- Déplacement motorisé avec roues directionnelles et opérateur
embarqué.
- Montée descente, serrage et desserrage du touret électro
hydraulique.
• Grande capacité avec un encombrement réduit.
• Couronne ou touret Ø 600 à 1650 mm maxi largeur 245 à 1123 mm.
• Particulièrement robuste et fiable.
Jamli Yassine et Elloumi Rayen Page 12
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
3. Bobinage :
Le bobinage consiste à enrouler du fil ou une matière souple sur des bobines, créant ainsi
un ensemble de fils bobinés. Cette technique est utilisée pour fabriquer des pièces de forme
cylindrique en enroulant des matériaux composites frais autour d'un mandrin avant de les
polymériser. Dans le domaine des composites, le bobinage désigne l'enroulement de fils ou
de rubans imprégnés de résine.
Il existe deux méthodes de bobinage filamentaire : le bobinage par voie sèche, où le fil est
préalablement imprégné dans une machine appelée "l'imprégnatrice", et le bobinage par voie
humide, où le fil est imprégné au cours du bobinage. Les trajectoires de dépôt des fils
suivent des courbes idéales sur le mandrin, appelées "géodésiques", où les filaments trouvent
un équilibre stable.
Il y a deux grands types de bobinage filamentaire : le bobinage hélicoïdal, où le fil suit une
trajectoire en hélice sur le mandrin, et le bobinage circonférentiel, où l'angle entre la
génératrice et le fil vaut pratiquement 90°. Les machines de bobinage peuvent être
hélicoïdales, planaires ou polaires.
Figure 10: « Bobinage»
Jamli Yassine et Elloumi Rayen Page 13
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
II. PRINCIPALE ETAPES D’ENROULEMENT :
1. Phase d’enroulement :
L’enroulement est réalisé sous forme de nappes hélicoïdales à spires jointives,
La rotation de la bobine autour de son axe. Sa mise en position et son maintien sont
réalisés par une broche constituée de deux sous-ensembles coaxiaux, nommée poupée
et contre poupée, par analogie avec les machines-outils. Un moteur électrique assure
l’entraînement en rotation au niveau de la poupée, au moyen d’une transmission par
poulies et courroie.
Le guidage en rotation de chaque bobine est assuré par une poupée et une contre
poupée, qui garantissent une bonne rigidité du mécanisme pour limiter les vibrations.
Le centrage sur la poupée et la contre poupée est réalisé par des éléments
d’adaptation spécifiques à chaque type de bobine. L’architecture de la machine doit
garantir une bonne coaxiale de la poupée, de la contre poupée et de la bobine.
Figure 11 : « Poupée et contre poupée»
Jamli Yassine et Elloumi Rayen Page 14
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
2. Phase d’enroulement :
La mise en place de la bobine sur le poste d’enroulement se déroule en 2 phases successives :
la bobine vide est amenée à proximité du poste par gravité, grâce à la pente de la
rampe de chargement, et transférée par un mécanisme à vérins hydrauliques.
Le mécanisme de vérins déplace verticalement la bobine jusqu’à ce que son axe
soit sensiblement aligné avec celui de la poupée et de la contre-poupée.
Jamli Yassine et Elloumi Rayen Page 15
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Chapitre Ⅲ
Analyse fonctionnelle
« DEROULEUR MECANIQUE »
Jamli Yassine et Elloumi Rayen Page 16
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
I. INTRODUCTION :
L’analyse fonctionnelle consiste à identifier, caractériser, ordonner, Hiérarchiser et
valoriser toutes les fonctions principales et les fonctions contraintes pendant son cycle de
travail.
II. INFORMATION GENERALE :
Un dérouleur de bobine de câble est un dispositif conçu pour faciliter le déroulement et
l'utilisation de bobines de câbles. Les bobines de câbles sont couramment utilisées dans
diverses industries.
Il existe différents types de dérouleurs de bobine de câble, notamment les dérouleurs
manuels, les dérouleurs motorisés et les dérouleurs hydrauliques. Les dérouleurs manuels
sont souvent utilisés pour les bobines de taille plus petite, tandis que les dérouleurs
motorisés et hydrauliques sont souvent utilisés pour les bobines plus lourdes.
III. ANALYSE FONCTIONNELLE :
1. Diagramme (SADT) :
La méthode SADT (Structured Analysis and Design Technique) est un outil
graphique associé à une méthode d'analyse descendante modulaire et hiérarchisée. Il permet
de représenter un modèle du système réel. Un diagramme SADT pour notre système et un
pour les vérins hydraulique (comme le suit) :
Dimensions du fil Réglages Marche/arrêt Energie électrique
Enrouler le fil dans la
Fil non bobine Fil enroulé
enroulé
A1
Enrouleur du câble Électrique
Figure 12: « Diagramme SADT A-1 de système»
Jamli Yassine et Elloumi Rayen Page 17
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Energie hydraulique Réglages Marche/arrêt Energie électrique
Lever les bras
Bobine Bobine
positon bas positon haut
A1
Vérin hydraulique double effet
Figure 13: « Diagramme SADT A-1 de vérin »
2. Diagramme (Bête à cornes) :
La bête à cornes est un diagramme représenté sous forme de graphique. Elle permet de
savoir si un produit ou service répond aux besoins des utilisateurs.
A qui le produit rend-il service ? Sur quoi agit-il ?
Opérateur Câbles
Enrouleur de
bobine
Dans quel but ?
Enrouler les câbles
Figure 14: « Diagramme Bête à cornes»
Jamli Yassine et Elloumi Rayen Page 18
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
3. Diagramme (Pieuvre) :
Le diagramme pieuvre ou graphe des interactions est un schéma qui représente la relation
entre un produit/service et son environnement
Normes et
Utilisateur
sécurité
Environnement Bobine
extérieur Enrouleur
de câbles
E Câbles
nergie
Figure 15: « Diagramme Pieuvre»
Tableau 1: «Caractérisation des fonctions de service »
FP1 Enrouler les câbles
FC1 Alimenter en énergie électrique
FC2 Etre équipé d’élément de dialogue homme/machine
FC3 Respecter les normes et les règles de sécurité
FC4 Etre protégé contre les perturbations du milieu extérieur
FC5 Respecter la longueur du câble
FC6 Respecter le type de bobine
Fonctions techniques :
Enrouler les câbles
Contrôler la tension du câble
Modifier la position de la bobine
Changer de bobine
Jamli Yassine et Elloumi Rayen Page 19
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
4. Cahier de charge fonctionnel :
Tableau 2: « Cahier de charge »
Fonction Critère d’appréciation Niveaux
Flexibilité
-Max 300 tr/min
FP1 : Enrouler les câbles Vitesse de rotation -tolérée
Vitesse de translation
FC1 : Alimenter en énergie Alimentation -exigée
électrique en secteur
triphasé
FC2 : Etre équiper d’élément de
dialogue homme/machine Facile à manipuler -exigée
et sécurisé
FC3 : Respecter les normes et -exigée
les règles de sécurité
FC4 : Etre protégé contre les
perturbations du milieu extérieur -exigée
FC5 : Respecter la longueur du ****** -exigée
câble
FC6 : Respecter le type de De 800kg à 1000kg -exigée
bobine
Jamli Yassine et Elloumi Rayen Page 20
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
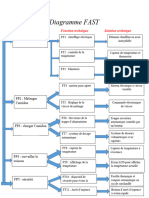
5. Diagramme (FAST) :
Jamli Yassine et Elloumi Rayen Page 21
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
IV. SCHEMA CINEMATIQUE :
Figure 16: « Schéma cinématique »
Tableau 3: « Désignation des composants »
Nombre Désignation
1 Moteur
2 Poulie motrice
3 Poulie réceptrice
4 Système poulie
courroie
5 Palier
6 Axes bobine
7 bobine
8 Palier
9 Poupée
Jamli Yassine et Elloumi Rayen Page 22
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Chapitre Ⅳ
Dimensionnement et
Calcul théorique
Jamli Yassine et Elloumi Rayen Page 23
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
I. CHOIX DE LA BOBINE :
L’enrouleur (ou bobineuse) permet de réaliser un touret (grosse bobine) de câble. Le
principe consiste à entrainer en rotation le touret (moteur) tout en guidant le câble afin de
réaliser un positionnement en couches sans chevauchements (spires jointives). La
synchronisation entre la vitesse de rotation de la bobine et d’avancée du guide est réalisée par
le choix des réducteurs mécaniques (voir figure)
𝑥→ 𝑦→
CM
Moteur Cr* 𝑧→
réducteur
: Cr
G
Figure 17: « Schéma explicatif de la bobine »
1. Structure de la bobine :
Les types des bobines utilisées pour enrouler le fil sont fabriqués et composés par :
un fût en acier zingué qui sert de support central.
Deux flasques fabriqués en utilisant un procédé de moulage à chaud de résine polyester
renforcée de fibres de verre
Un tube guide axe en PVC ou en acier est également inclus pour aider à guider le fil lors
de l'enroulement.
Des tirants en acier zingué sont utilisés pour maintenir l'ensemble de la bobine en place
(voir figure).
Jamli Yassine et Elloumi Rayen Page 24
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Flasque
Tube guide
Fût
Tirants
Figure 18: «Les composants de la bobine »
1.1. Les dimensions données par l’entreprise :
Le choix des dimensions géométriques de la bobine donnée par l’entreprise nous impose
de choisir le motoréducteur capable de transmettre de mouvement de rotation de la bobine dans
les conditions idéales de système selon un cycle de fonctionnement et le régime de processus
de fabrication ou de préparation de chaque bobine en plein charge ( c'est-à-dire enroulement de
la câble au maximum pour atteindre en totale 1000 kg ).
Les dimensions des bobines peuvent varier en fonction des besoins de l’utilisateur
Figure 19« Dimension de la bobine 1000kg »
Jamli Yassine et Elloumi Rayen Page 25
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
L’étude qui suit sera réalisée pour un fil de diamètre d = 6.7 mm et la bobine de plus
grandes dimensions. :
Le cahier de charges imposées par l’entreprise indique les paramètres géométriques de la
bobine suivante :
Diamètre extérieur :Dext = 1 0 0 0 mm ; Dext=800m
Diamètre intérieur : Dint = 5 0 0 mm ; Dint= 400mm
Longueur de nappe : h = 6 3 0 mm ; h =394 mm
Masse de la bobine : Mb = 1 0 0 0 kg (g = 9,81 m/s²)
pleine
: e = 5 mm
L’épaisseur de Fût
II. CALCUL MECANIQUE :
Suite à une modélisation de système par ces composants il parait utile de calculer le
temps mis pour remplir la bobine par enroulement du câble en fonction de son diamètre et sa
masse volumique pour ne pas atteindre 1000 Kg, pour cela : on vous présente le modèle de
calcul de ce paramètre :
1. Calcul de temps :
Figure 20: «Détail de l’enroulement de la bobine »
Jamli Yassine et Elloumi Rayen Page 26
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Nombre des spires dans chaque nappe :
h 630
𝑛1 = ( − 1) = ( − 1) = 62 spires
d 6.7
Nombre maximal des nappes:
Dext−Dint 1000−500
𝑛2 = ( ) = ( ) = 25 nappes
2.d 26.7
La longueur totale du fil :
La masse maximale de la bobine est 1000kg
Ou la masse d’un seul mètre de câble électrique de section 35 mm² est égale à 0.312 kg
(voir figure annexe)
𝐿𝑡= La masse de la bobine = 1000 = 3205.12 mm
La masse de 1 m de cable 0.312
Vitesse linéaire :
Maintenant on a besoin de la vitesse linéaire pour calculer la vitesse
angulaire. - Vitesse de la bobine = 300 tr / mn
- Périmètre de fût = 𝜋× Din = 𝜋× 500 = 1570.8 mm 1.5 m 1.5m =1tr
Vitesse linéaire maxi = 450 m/mn 7.5 m/s
2𝑉 2𝑉 2×450
La vitesse angulaire dans la première nappe : 𝜔1 = = = =19.6
Dint+ d 0.506 0.567
2×5
2𝑉
rad/s La vitesse angulaire dans la dernière nappe : 𝜔 n −=
ext = =10.05 rad/s
D e 0.995
60.𝐿𝑡 60 ×3205.12
Le temps nécessaire de remplissage de la bobine : 𝑇= = 300
=641 s 10mn
𝑉
2. Choix de motoréducteur :
Le choix d'un motoréducteur pour un dérouleur mécanique de câble dépend de plusieurs
facteurs, notamment la puissance nécessaire pour transmettre le mouvement de rotation de
dérouleur avec la vitesse requise et le couple nécessaire pour démarrer le dérouleur, avec
un rapport de réduction souhaité.
Pour prendre la décision de choix du motoréducteur, dans ce cas, nous devons
conformer aux obligations et aux règles énoncées dans le cahier des charges par le client.
Jamli Yassine et Elloumi Rayen Page 27
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Les paramètres qui doivent être respectés sont les suivantes :
La vitesse de rotation de la bobine doit être N = 300 tr/min
- Le coût du motoréducteur doit être optimal.
Pour cela l’objectif est de chercher un ratio cout - qualité -prix.
2.1. Calcul de couple :
On sait que le principe de la dynamique de la rotation exige un couple minimum pour
donner une vitesse initiale à un solide en rotation.
Etant donné que nous sommes en train d’étudier le cas ou la bobine de l’enrouleuse
démarre en rotation à vide qui bèze en virant 50 kg , un couple humain du 500 N.m peut
donner une vitesse initiale à la bobine , pour plus de sécurité dans les conditions le plus
défavorable nous allons opté à un choix de couple de 500N.m .
Suite à une étude expérimentale réalisé en d’autre industriel avec une coefficient de
sécurité très élevé soit 10 fois cela nous conduire à choisir un motoréducteur qui assure ce
couple dans les conditions idéale de fonctionnement et par coïncidence cette étude de cas
nous a exigé d’ajouter un autre paramètre ce n’est que le couple initiale de démarrage de la
bobine.
2.2. Le rapport de réduction r :
Le rapport de réduction sera calculé en fonction de la vitesse de rotation du moteur et celle
de la sortie de l'arbre du réducteur étant donné que cahier de charge impose :
La vitesse de sortie Ns = 300tr/min
La vitesse d’entrée Ne =1500 tr/min
𝑉𝑠 300 1
Le rapport sera :r= = = étant donné que :
Ve 1500 5
r = 𝐶𝑒 alors couple du moteur est égale : Ce = r. Cs
1
= × 500 =100 N.m
Cs 5
Jamli Yassine et Elloumi Rayen Page 28
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
2.3. Calcul de Puissance requise de moteur Ce :
La puissance du moteur est égale :
𝑃.9950 𝐶𝑒.𝑁𝑒 100 ×1500
Ce = Ne
=› P = 9950 = 9950
= 15 KW
• Ce : le couple moteur en N.m
• P : puissance moteur en KW
• Ne : vitesse du moteur tr/min
Remarque :
Après ce calcul, lorsqu'on utilise un moteur réducteur de puissance de 15 kilowatts, la
masse du moteur réducteur sera considérable (250 kg). Il n'est pas possible de le connecter
directement à l'arbre de sortie, donc nous avons ajouté un système de transmission par poulie
et courroie. De plus, nous fixerons le moteur sur le bras de la machine. Pour cela, il sera
nécessaire de revoir les calculs en respectant le cahier des charges :
• La vitesse d’entrée Ne =1500 tr/min
• Pour la vitesse de sortie, elle sera la moitié de 300, soit 150 tr/min, car le système
poulie-courroie va corriger la vitesse pour la ramener à 300 tr/min.
𝑉𝑠 150 1
Donc le rapport sera r= = = étant donné que :
Ve 1500 10
r = 𝐶𝑒 alors couple du moteur est égale : Ce = r. Cs =
1
× 500 =50 N.m
Cs 10
𝐶𝑒.𝑁𝑒 50 ×1500
D’où la puissance : P = 9950 = 9950
= 7.6 KW
3. Choix de motoréducteur en fonction des paramètres calculée :
Il existe plusieurs types de motoréducteurs, tels que les motoréducteurs à engrenages, à
vis sans fin, à courroie, etc. on va choisir le type qui convient le mieux à notre application. :
On a choisi le motoréducteur à engrenages suivant :
G MR CI 80 UO3A Motoréducteur à axes orthogonaux série G
Jamli Yassine et Elloumi Rayen Page 29
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Les caractéristiques de notre motoréducteur :
Moteur électrique Réducteur
(Voir annexe A et B) Position de montage (voir annexe E) :B3
Type : HB 132 M 4 Rapport : 1/10
Taille : 132 M Masse de réducteur : 30.2 Kg
Alimentation : [V - Hz] 230.400 - 50 Vitesse de sortie: 146.73 Tr /mn
Masse de moteur : 54kg Puissance : 7,5 [k W]
Puissance : 7,5 [k W] Dimensions : (voir annexe D)
Rendement : 87,10 % Couple : 468.65 Nm
Vitesse de rotation : 1450 Tr/mn Rendement : 0.96
Couple : 49.40 Nm
Figure 21: « Motoréducteur »
4. Conclusion :
Le processus de calcul en tant on compte nous a amené Ce type de moteur par la suite d’une
discussion avec le responsable de l’entreprise et l’étude de 3 critères :
- Critère technologique
- Critère de durée de vie
- Critère économique
Jamli Yassine et Elloumi Rayen Page 30
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
III. CALCUL DE RESISTANCE LES AXES DE LA BOBINE :
Dans cette partie nous sommes à limiter à calculer le diamètre de l’axe de rotation de
l’enrouleur dans les conditions maxi de charge avec les données imposées par l’entreprise
(matériaux choisi) et vérifier la flexion de l’axe supposée comme une poutre qui présente
deux appuis (palier de rotation), pour cela on vous présente la modélisation suivante :
Contre Pointe Pointe de poupée
Poids de la bobine
Figure 22: « Image significatif des forces »
Pour assurer le bon fonctionnement et l'admissibilité des contraintes imposées sur l'axe de
rotation de la bobine. On doit passer par le calcul RDM et surtout calculer le d min de l'axe.
Suite à la conception nous avons opté l’hypothèse suivant :
Le calcul en 2 tranches
Jamli Yassine et Elloumi Rayen Page 31
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
1. Tranche 1 : (axe motrice plein) :
Figure 23: « Zone d’étude de l’axe plein »
Choix de matériaux : Acier C45 avec Re = 340 N/mm²
Figure 24: «modélisation de poutre du l’axe motrice »
Condition de résistance :
Re
σMaxi ≤Rp avec Rp = S
Rp: la résistance pratique (N/mm²)
Re: la résistance élastique à l’extension du matériau (N/mm²)
s: coefficient de sécurité (varie entre 2 et 10)
Jamli Yassine et Elloumi Rayen Page 32
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Les contraintes maximales :
Mfz Maxi
σMaxi = Igz
V
Mf : Le moment fléchissant exprimé en Nmm
Igz
V : Le module de flexion exprimé en mm3
Igz : Le moment quadratique exprimé en mm4
Détermination des actions mécanique en pt A :
On applique le principe fondamental de la statique (PFS) :
(On donne P1=500kg donc ‖𝐹𝑂‖ =5000 N)
Le PFS donne :
RA + FO = 0 (1)
MRA/A + MF O/A + MA = 0 (2)
Projection sur (1) : ‖𝑅𝐴‖ -‖𝐹𝑂‖ = 0
‖𝑅𝐴‖ = ‖𝐹𝑂‖= 5000 N
Projection sur (2) :‖𝑅𝐴‖ . AA -‖𝐹𝑂‖ . AO + ‖𝑀𝐴‖ = 0
‖𝑀𝐴‖ = ‖𝐹𝑂‖ . AO
= 5000 x 100 =500000 N mm
L’équation des moments fléchissant :
Zone AO : Mfz = −(−‖𝑅𝐴‖.x +‖𝑀𝐴‖)
Si X=0 Mfz = 500000 N.mm
Si X=L=100 mm Mfz = 0 N.mm
Jamli Yassine et Elloumi Rayen Page 33
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Diagramme des moments fléchissant :
Figure 25: «Diagramme des moments fléchissant »
Le moment fléchissant maximal :
Mfz Maxi = 500 N.m
Diamètre minimale de la poutre :
𝜋 .𝑑 4
σMaxi ≤Rp ; On donne (IGZ = 64 puisque c’est un axe plein et on prend le
coefficient de sécurité s = 5)
Mfz Maxi Re Mfz Maxi Re 64. Mfz Maxi 𝑑 Re
Igz ≤ S .v ≤
π .𝑑 4
. ≤
2
Igz S S
V
32. Mfz Maxi.s 3 32×500000×5
π .𝑅𝑒
≤ 𝑑3 d= √
𝜋×340
d = 42.5 mm
Mfz Maxi Mfz Maxi . 𝑑 = 32 x Mfz Maxi = 32 x 500000 = 66. 3 (N/mm²)
σMaxi = Ig z
=
𝜋 .𝑑4 3 3
2 π .𝑑 π× 42.5
V 64
Re 340
Rp = = = 68 N/mm² σMaxi ≤Rp La poutre résiste en toute sécurité
S 5
Jamli Yassine et Elloumi Rayen Page 34
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
2. Tranche 2 : zone de poupée (axe creux) :
Figure 26: « Zone d’étude de l’axe creux »
Figure 27: «modélisation de poutre du l’axe creux »
On applique le principe fondamental de la statique (PFS) :
(On donne P2=500kg donc ‖𝐹𝑂′‖ =5000 N)
Le PFS donne :
RB + FO’ = 0 (1)
MRB/B + MFO’/B + MB = 0 (2)
Projection sur (1) : -‖𝐹𝑂‖ + ‖𝑅𝐴‖ = 0
‖𝑅𝐵‖ = ‖𝐹𝑂′‖= 5000 N
Jamli Yassine et Elloumi Rayen Page 35
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Projection sur (2) : ‖𝐹𝑂′‖ . O’B - ‖𝑀𝐵‖ = 0
‖𝑀𝐵‖ = ‖𝐹𝑂′‖ . O’B
= 5000 x 150 =750000 N mm
L’équation des moments fléchissant :
Zone O’B : Mfz =−‖𝐹𝑂′‖.x
Si X=0 Mfz = 0 N.mm
Si X=L=150mm Mfz = -750000 N.mm
Diagramme des moments fléchissant :
Figure 28: «Diagramme des moments fléchissant »
Jamli Yassine et Elloumi Rayen Page 36
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Le moment fléchissant maximal :
Mfz Maxi = 750 N.m
Diamètre minimale de la poutre :
𝜋(𝐷4 −𝑑 4 )
σMaxi ≤Rp ; On donne (IGZ = puisque c’est un axe creux, on prend
64
D
coefficient de sécurité s = 5 et on pose d = )
2
Mfz Maxi Re Mfz Maxi Re 64 x Mfz Maxi 𝐷 Re
Ig z ≤ S .v ≤ .2 ≤
Igz S π ( 𝐷4 −𝑑4 ) S
V
32 x Mfz Maxi . 2d 32 x Mfz Maxi .2d 64 x Mfz Maxi .d ≤ Re
π ( 𝐷4 −𝑑 4 ) π ( 16 𝑑 4 −𝑑4 ) π .15.𝑑 4 S
64 x Mfz Maxi.s ≤ Re d≥ √
3 64 × Mfz Maxi.s
d= √
3 64 ×750000×5
π .15.𝑑 3 𝜋×15×𝑅𝑝 𝜋×15×340
d min = 24.7 mm
D = 2d D = 2× 24.7 =49.4 mm
Mfz Maxi = Mfz4Maxi 64 . Mfz Maxi 𝐷 64 ×750000 49.4
σMaxi = Ig z 𝜋(𝐷 −𝑑 4 ) .v = 𝜋(𝐷4 −𝑑 4 )
. 2 = 𝜋(49.44−24.74 ) × 2
V 64
= 67.6 N/mm²
Re 340
Rp = S = 5 = 68 N/mm² σMaxi ≤Rp La poutre résiste en toute sécurité
Le diamètre de la première zone sera identique à celui de la deuxième zone car les deux
trous de la bobine sont égaux.
Après avoir effectué les calculs des diamètres, nous avons sélectionné les roulements
appropriés pour notre système, à savoir des roulements de type KB. Ces roulements ont été
choisis en raison de leur capacité à résister simultanément aux surcharges axiales et
radiales.
(Voir annexe F)
Jamli Yassine et Elloumi Rayen Page 37
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
IV. CALCUL DE GROUPE HYDRAULIQUE :
Dans cette section, nous présentons le principe qui permet de maintenir la position de
la bobine pendant sa rotation. Après avoir étudié différentes options, nous avons choisi de
fixer deux vérins verticaux sur les supports de base. Ces vérins créent un mouvement de
rotation du deuxième support qui maintient la bobine en position pendant sa rotation. Afin
d'assurer la sécurité du système en temps réel, nous avons calculé les dimensions des
vérins et sélectionné les caractéristiques du groupe hydraulique en fonction de la charge
imposée sur les axes des vérins. Étant donné que le système de masse avec une inertie très
importante l'utilisation des systèmes hydrauliques est une nécessité pour cela un calcul sera
nécessaire pour le choix de groupes hydrauliques (Voir la figure ci dissous)
Vérin hydraulique
Mouvement de
translation de vérin
Mouvement de
rotation de la bobine
Figure 29: « Image significatif de déplacement des vérins »
Les données sont :
- M : Masse totale de la bobine + le support dont les conditions maxi 4000 kg = 4
tonnes
- C : course maxi de l’axe de vérin 300 mm
- H : hauteur mini au positon de montage de la bobine sur le support par rapport au sol
(voir figure)
Jamli Yassine et Elloumi Rayen Page 38
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Pour cela et selon les catalogues (voir annexe) les vérins choisisse portent les caractéristiques
suivantes :
Figure 30 « Image symbolique d’un vérin double effet »
Type :
Course : C=300 mm
Diamètre de tige d = Ø 25 mm
Diamètre de piston D = Ø 50 mm
1. Calcul de vitesse de déplacement Vd:
- Donc Sf = π. r² = 19.63 cm² avec r = 25 mm = 2.5 cm
- St = 4.9 cm² avec r = 12.5 mm = 1.25 cm
- Sa = Sf – St =19.63 – 4.9 = 14.73 cm²
Pour un temps de sortie de la tige de : 7 s
La vitesse sera alors de :
V (m/s) = course (m) / temps Donc : 0,3 m / 7s = 0,042 m/s
Calcul de Débit lors de la sortie du vérin :
Il faut maintenir un débit adéquat pour assurer la vitesse de sortie du vérin et le débit
de retour du côté de la tige.
Q (L/min) = 6*S (cm²)*V (m/s)
Débit entrant = Q (L/min) = 6 x 19.63 (cm²) x 0,042 (m/s) = 4,95 L/min
Débit sortant = Q (L/min) = 6 x 14.73 (cm²) x 0,042 (m/s) = 3,71 L/min
Jamli Yassine et Elloumi Rayen Page 39
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Notre plan est d'exercer une force de 2000 daN sur le vérin et d'installer un distributeur 4/3
afin d'effectuer les deux mouvements nécessaires, à savoir l'extension et la rétraction des deux
vérins.
2. Calcul de la pression nécessaire pour la sortie d’un vérin :
P = F (daN) / S (cm²)
P = 2000 daN / 19.63 cm² = 102 bars
3. Choix des vérins en fonction des paramètres calculée :
On a choisi le modèle de vérin suivant : Référence : V250500300SF (Voir annexe G)
Figure 31: «Choix de vérin »
Jamli Yassine et Elloumi Rayen Page 40
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
4. Choix de groupe hydraulique :
Le rôle principal d'une pompe hydraulique est de propulser un fluide hydraulique, tel
que de l'huile, à haute pression à travers des canalisations, afin de mettre en mouvement des
actionneurs hydrauliques tels que des vérins ou des moteurs. Dans un circuit hydraulique, la
pompe est essentielle car elle fournit l'énergie nécessaire pour activer les différents éléments.
Il existe quatre types de pompes hydrauliques :
Pompes à engrenages
Pompes à pistons
Pompes à palettes
Pompes à vis
- Pour notre système on a choisi une pompe à engrenages
4.1 . Pompe à engrenages :
Ce type de pompe est le plus répandu. La conception simple, le prix de revient faible,
l’entretien facile en font des pompes très utilisées en pompe de transfert ou d’alimentation,
pouvant fournir au plus quelques dizaines de bars de pression. Le problème majeur de ces
pompes étant dû à leur équilibrage.
En hydraulique ces pompes ont un rattrapage de jeu axial à compensation hydrostatique
qui va les équilibrer parfaitement, en limitant les poussées axiales destructrices. Il n’est donc
pas rare de trouver sur nos matériels des pompes à engrenages fournissant des pressions de 100,
140,200 bars. Enfin la possibilité de les faire tourner à vitesse élevée leur confère une puissance
massique très correcte avec des rendements de 85 / 90 %.
Figure 32: «Différents composants du pompe »
Jamli Yassine et Elloumi Rayen Page 41
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Figure 33 :«Pompe à engrenage en coupe »
Se caractérisent par leur simplicité mécanique, car elles ne possèdent qu'un petit nombre
de pièces mobiles. Elles se composent de deux roues dentées qui s'engrènent pour assurer le
fonctionnement de la pompe. De plus, elles offrent un débit constant et fonctionnent
généralement à des pressions comprises entre 50 et 210 bars. Ces pompes sont également les
plus rapides, avec des vitesses de fonctionnement pouvant atteindre 3000-6000 tr/min. En
termes d'avantages, les pompes à engrenages sont peu coûteuses et à cylindrée fixe.
Figure 34 : «Admission et refoulement »
1 : Orifice d’admission
2 : Boitier
3 : Orifice de refoulement
4 : Pignon à denture extérieur droite (denture rectifiée)
Jamli Yassine et Elloumi Rayen Page 42
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
3.2. Calcul de débit de la pompe :
On a connu que la cylindrée de pompe à engrenage est C= 28 cm3/tr et la vitesse de rotation
N =1500 tr/min donc :
Q=CN
AN : Q = 28 1500
Q = 42000 cm3/min
Q = 42 L /min Q = 7 10-4 m3/s
3.3. Calcul de puissance de la pompe :
On a aussi la pression maximale pmax = 200 Bars
P = pmax Q
AN : P = 200 105 7 10-4 = 14000 w
P = 14 kW
3.4. Choix de la pompe :
Donc on a choisi le modèle suivant : (Voir Annexe H)
Figure 35: «Pompe choisisse de type GP2 »
Jamli Yassine et Elloumi Rayen Page 43
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
3.5. Schéma hydraulique :
Figure 36: «Schéma hydraulique »
Jamli Yassine et Elloumi Rayen Page 44
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
V. DETERMINATION DE DIAMETRE DE GOUPILLE DE LA
TOQUE ET LA LONGUEUR DE LA CLAVETTE DU
POUPEE :
1. Détermination de diamètre de goupille de la toque :
Figure 37: «Zone d’étude goupille »
Effort tranchant T dans chaque section :
T = C/n. (D/2)
- Avec D : diamètre de l’arbre
Contrainte tangentielle :
= T/S
- Avec S : section cisaillée de la goupille
Jamli Yassine et Elloumi Rayen Page 45
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Condition de résistance :
Les conditions d’utilisation de la goupille permettent de définir la résistance pratique
au cisaillement :
= T/S < Rpg = Rg /s
- Rpg = Rg/s : Résistance pratique au cisaillement
Pour une goupille cylindrique : son diamètre
Un toque est monté sur l’arbre motrice de diamètre D=50mm. L’entrainement en
rotation estréalisé par une goupille cylindrique de diamètre d. L’arbre est sollicité par un couple
C = 500N.m
Figure 38 « Coupe de goupille »
La goupille est en matériau ductile dont Re = 240 Mpa. Il s’agit d’un assemblage
classique avecun coefficient de sécurité s =2.
n = 2 sections cisaillées
T = C/n× (D/2)
T = 500000/2× (50/2) = 10000 N
Rg = Re /2 =240 /2 =120 Mpa
Donc Rpg = Rg/s = 60 Mpa
On en déduit : d > 4×10000 ÷ π × 60
Soit d > 14, On prendra une goupille cylindrique 16x60 (Voir annexe I)
Jamli Yassine et Elloumi Rayen Page 46
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
2. Détermination de longueur de clavette de la poupée :
2.1. Choix de type de clavette :
Les clavettes peuvent avoir plusieurs formes, selon les rainures dans lesquelles elles
doivent se loger. Plusieurs types de clavettes existent, mais on a choisi les clavettes parallèles
puisque elles sont : Economique, Démontable et remplaçable en cas d’usure, pour ces
clavettes il ya trois types comme la figure qui suit : (on a choisie le type A )
Figure 39 : «Types des clavettes »
2.2. Mise en évidence de la rupture :
La clavette a pour fonction de transférer un couple entre l’arbre et l’alésage. (Appelons ce
couple C). Des efforts affluent au travers de ses surfaces de contact.
Il en résulte que la clavette peut être dégradée de deuxmanières :
Figure 40: «Cas d'usure »
Jamli Yassine et Elloumi Rayen Page 47
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Le matage : Cela correspond à un écrasement plastique local de la surface en contact.
Le cisaillement : c’est la déformation de glissement des plans d’un corps, tangentiellement
aux efforts appliqués.
Si l’une de ces sollicitations est trop forte au regard de la résistance des matériaux, alors
la clavette risqued’être endommagée
Donc pour définir la résistance de la clavette, le principal paramètre mis en jeu est la
longueur L de la clavette.
Remarque :
Dans la grande majorité des cas, le matage est prépondérant sur le cisaillement. On ne se
contente donc de dimensionner les clavettes que par rapport à cette sollicitation.
2.3. Calcul de longueur de clavette :
On a monté une clavette sur l’arbre de diamètre D = 37,5mm pour transmettre un couple C
= 500Nm.
D’après le tableau des dimensions du clavette on a largeur a =10mm et la hauteur b =8mm
(Voir annexe J)
La pression maximale admissible sur le flanc AB du contact clavette-moyeu est
pm=108MPa car le charge et la vitesse sont les deux constantes
Figure 41: «Dimensions caractéristique d’un assemblage par clavette »
Jamli Yassine et Elloumi Rayen Page 48
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
M est le couple transmis :
𝑑
=‖F‖ .
M 2
2 2
AN : ‖F‖ = M. = 500 ×
𝑑 37.5×10−3
D’où ‖F‖ = 26666.6 N
Soit p la pression au contact clavette-moyeu ;
la condition de non matage est :
P ≤ Pm
‖F‖
Avec P = avec Pm = 108 Mpa
Sm
Sm est la surface de matage : Sm = AB x l =4 l
‖ ‖ ‖F‖
Donc F ≤ Pm et L ≥
4L 4Pm
AN : L ≥ 62 mm D’où la longueur de la clavette est 62 mm
Jamli Yassine et Elloumi Rayen Page 49
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
VI. DIMENSIONNEMENT DU SYSTEME POULIE-
COURROIE :
1. Introduction :
Étant donné que le besoin de cahier de charge exige la transmission poulie courroie sous
les contraintes suivantes
- Emplacement de système de transmission
- Choix de moteur réducteur
- Etude de prix
- Méthode de conception s’est le cas de détaillé le type de transmission dans les
pages qui suivent
2. Choix de type des courroies :
2.1. Principaux types de courroies :
Tableau 4: «Types des courroies »
On va choisir le système poulie courroies trapézoïdales car elles offrent une transmission
de puissance efficace et fiable. Elles sont durables et résistantes à l'usure et ont une durée de vie
plus longue que les autres types de transmissions de puissance, aussi Faible niveau de bruit
Jamli Yassine et Elloumi Rayen Page 50
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
3. Calcul théorique :
Données : Démarche à suivre (voir annexe K)
- P = 7.5 Kw
- Nd =300 tr/mn : vitesse de la petite poulie (tr/min)
- ND = 150 tr/mn: vitesse de la grande poulie (tr/min)
-
Puissance de service :
On adopte Ks = 1.4 pour l’installation (voir annexe L)
Ps = P. KS Ps = 7.5 x 1.4 =10.5 kW
3.1. Choix de Section de courroies :
Le graphe 1 permet de sélectionner les courroies de type « c » (voir annexe M)
3.2. Choix des diamètres primitifs dp et Dp :
dp = 200 mm est imposé pour la petite poulie
Pour la grande poulie :
ND dp 150 dp
= = = 0.5 Dp = = 400 mm
Nd Dp 300 0.5
Vitesse linéaire des courroies :
ωd d ωD D V = 𝜔1. r1 = 𝜔2. r2
V
2 2
2πxNd
Avec : 𝜔1 = 60
2𝜋 x 300 200
V= 60
. 2
= 3.14 m/s
Jamli Yassine et Elloumi Rayen Page 51
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
3.3. Choix de la longueur des courroies :
Calcul de l’entraxe :
𝐷𝑝 𝐷𝑝+𝑑𝑝
Si 1 < < 3 a≥ 2
+ dp
𝑑𝑝
400+200
Si 1 < 2 < 3 a≥ 2
+ 200
a ≥ 500
On choisie a = 700 mm
Calcul de longueur primitif de courroie :
(𝐷−𝑑)²
Lp = 2 a + 1.57 (D +d) + 4
𝑎
(400−200)²
Lp = 2 x 700 + 1.57 (400+200) + 4
x 700
= 2356.2 mm D’après le tableau 3 on a choisie L= 2420 mm (voir annexe N)
Puissance de base de la courroie :
Pb = 4.59 kW (tableau 4 « voir annexe O » avec dp = 200mm et 3.14 m/s)
3.4. Puissance admissible de la courroie choisie:
KL = 0.9 (graphe 3 « voir annexe P » avec Lp = mm)
(𝐷𝑝−𝑑𝑝)
𝜃 = 180° − 2sin−1 2
xa
(400−200)
= 180° − 2sin−1 2 x 700
= 179.7°
Donc : K𝜃 = 0.99 (graphe 2 « voir annexe Q » avec 𝜃 = 179.7°)
Pa = Pb x KL x K𝜃
= 4.59 x 0.85 x 0.9 = 4.08 kw
Jamli Yassine et Elloumi Rayen Page 52
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
3.5. Calcul du nombre de courroies :
𝑃𝑠 10.5
nc = = = 2.57 Soit nc = 3
𝑃𝑎 4.08
VII. PARTIE ELECTRIQUE :
1. Introduction :
Dans le cas de notre système on utilise deux types de circuit électrique pour assurer le
bon fonctionnement du moteur qui entraîne notre bobine en rotation et la pompe de la groupe
hydraulique qui assurée l'élevage et le descende de la bobine.
2. Les différents types de démarrage des moteurs asynchrone
triphasé :
Le démarrage d'un moteur électrique asynchrone triphasé nécessite un type de montage
bien déterminé (montagedirect, montage étoile triangle...)
2.1. Montage direct :
Pour un démarrage direct, il suffit d’un boitier de démarrage classique, souvent vendu
avec des protections thermiques. L’alimentation du relais de commande est prise entre 2
phases ou entre phase et neutre. Elle présente un auto-maintient permettant au contacteur de
rester coller après avoir lâché le bouton de commande Le problème est l’intensité de
démarrage, lorsque le moteur est en triangle (6 à 8 fois l’intensité nominale).
Figure 42: « Démarrage direct »
Jamli Yassine et Elloumi Rayen Page 53
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
2.2. Le démarrage étoile-triangle :
Afin de réduire l’intensité au démarrage, la solution peut-être un démarrage étoile-
triangle. Le principe du montage étoile triangle consiste à alimenter le moteur en étoile,
en sous alimentant par rapport à la tension attendue par les bobinages. On bascule
ensuite (grâce à une temporisation réglable) sur un couplage triangle, correspondant à
la tension d’alimentation du réseau. Ci-joint un plan électrique d’un démarrage étoile
triangle
Figure 43: « Démarrage étoile triangle »
Attention à bien respecter les principes suivants :
Moteur 220/400V : vous devez alimenter le moteur en 220V triphasé (couplage
triangle en fin de démarrage)
Moteur 400/690V : Vous devez alimenter le moteur en 400V triphasé (couplage
triangle en fin de démarrage)
Le câblage doit être réalisé avec soin ! Puisque le couplage s’effectue au niveau
descontacteurs, il faut supprimer les barrettes de couplage du moteur.
Il faut donc un contacteur 6 fils pour alimenter le moteur. Le repérage des
bobinages moteur (U, V, W, U1, V1, W1) est capital : Si vous inversez 2 fils, au
moment du couplage, les phénomènes suivant peuvent arriver :
Jamli Yassine et Elloumi Rayen Page 54
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
1 bobinage non alimenté, le moteur sur 2 phases (danger pour le moteur).
Court-circuit franc sur 2 entre 2 phases (danger pour l’installation).
Inversion du sens de rotation du moteur, d’où surintensité (danger pour
le moteur etl’installation).
La p ro te c t io n é l ec t r i q u e :
Comme sur chaque moteur, une protection magnétique (contre les court-circuit) et
thermique(contre les surcharges) doit être installée.
La mise en place d’un relais thermique sous le contacteur de puissance permet de
diviser par 2 le calibre de ce relais.
2.3. Le démarrage avec variateur de fréquence :
Le variateur de fréquence permet également un démarrage progressif, mais cette fois
en jouant sur la tension et la fréquence d’alimentation. Cela permet alors de mieux
géré le couple de démarrage. Il sert également à faire varier la vitesse lors du
fonctionnement. Pour les petites puissances, un variateur de fréquence est souvent la
solution la moins coûteuse.
Figure 44: « Démarrage avec variateur de fréquence »
3. Circuit du moteur :
On a choisi le démarrage étoiles triangle car il est le montage plus adaptable tant que nous
avons utilisé un moteur asynchrone triphasé de puissance important et pour éviter
l'augmentation trop de l'intensité.
Jamli Yassine et Elloumi Rayen Page 55
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
3.1. Circuit de puissance et de commande :
La commande est effectuée par des boutons poussoirs momentanés (S1 et S2).
Une impulsion sur le bouton poussoir MARCHE (S2) met la bobine du contacteur étoile
(KM1) sous tensionet ferme son contact ; ce dernier alimente KM2 le contacteur de ligne. Le
contact KM2 étant maintenant fermé, il auto alimente la bobine KM2, démarre le cycle de la
temporisation et permet l'auto maintien du contacteur KM1. Nous pouvons noter qu'un
contact de KM1 interdit la mise sous tension de KM3.
Dans cette phase le moteur est couplé en étoile et prend de la vitesse.
Le temps préréglé du dispositif de temporisation s'écoule et les contacts de la temporisation
se déclenchent.La bobine KM1 n'est plus alimentée (le contact NC temporisé KM2 s'ouvre)
et de ce fait autorise l'alimentation de KM3 conjointement avec le contact NO de
temporisation KM2.
KM3 s'enclenche et permet au couplage triangle d'être effectif.
Nous pouvons noter qu'un contact de KM3 interdit la mise sous tension de KM1 (ce
dispositif est un ouexclusif appelé verrouillage électrique).
Une impulsion sur le bouton poussoir S1 (BP ARRET) arrête le moteur.
Est-on ajoute une lampe rouge pour donner une signale de fonctionnement du moteur
Figure 45: « Circuit de puissance et circuit de commande »
Jamli Yassine et Elloumi Rayen Page 56
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
3.2. Matériel utilisé :
Tableau 5: «Matériel utilisé»
Elément électrique NB° référence symbole
1 Disjoncteur SIAME – C16 230/400
V~
Porte-Fusible DF Electronics –
PMX 10X38
6 32 A / 690 V
Disjoncteur Moteur Schneider -
GV2ME14
1
spécialement dédié à la protection
des moteurs électriques d’une
puissance allant jusqu’à 7,5 W.
1
Contacteur Triphasé Schneider –
LC1D18
18A – Bobine 230 V
Jamli Yassine et Elloumi Rayen Page 57
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Harmony ZBE - 101
Harmony - bloc contact - 1F - raccordement
1 vis-étrier
1 Interrupteur de position Schneider – ZCKM1
Harmony XB4 - bouton poussoir à impulsion -
1 Ø22 - vert - 1F - vis étrier
3 Harmony XB4 - voyant lumineux DEL Atx -
Ø22 - rouge - 230V - vis étrier
Transformateur d’alimentation qui convertir
1 230V en 24V DC
Jamli Yassine et Elloumi Rayen Page 58
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
4. Circuit de la pompe :
On a choisi le démarrage direct dans ce circuit car le pompe est de faible puissance et
cette solution et lemoins coûteux par rapport les autres solutions de démarrage d'un moteur
asynchrone triphasé
4.1. Circuit de puissance et de commande :
Dans le cas de démarrage direct le fonctionnement est plus facile et économique que les
autres types de démarrage. Le fonctionnement commencer par l'impulsion sur le bouton
poussoir "S1" pour alimenter la bobinedu contacteur "KM4" est ensuite la bobine fermée tous
les contacts ouvert du "KM4" .en fin par cette application on trouve que les trois enroulement
de la moteur soit alimentés directement par le réseau triphasé et chaque enroulement se
trouve entre une phase et un neutre. La protection contre les sur charge est effectuée par un
relais thermique.
On ajoute une lampe verte au bornes de la bobine du "KM4" pour donner un signal de la
fonction du la pompe.
Figure 46: « Circuit de puissance et circuit de commande du pompe »
Jamli Yassine et Elloumi Rayen Page 59
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
4.2. Matériel utilisé :
5. Conclusion :
On peut conclure que le côté électrique dans notre système est plus simple que des autres
systèmes industriels mais ce n’est pas une raison pour marginalisé cette côte car elle plus
sensible et chaque panne est égale l'arrêt de tous le système
Jamli Yassine et Elloumi Rayen Page 60
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Chapitre Ⅴ
Conception de la
solution choisisse
Et étude de fabrication
Jamli Yassine et Elloumi Rayen Page 61
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
I. INTRODUCTION :
Suite au calcul réalisée Dans le chapitre précédent on réalise la partie conception des
éléments le plus utiles de l’enrôleuse ainsi qu’un dessin d’ensemble a était réalisé pour
montrer l’assemblage et le désassemblage complète de l’enrouleuse
II. PARTIE A : CONCEPTION PAR SOLIDWORKS
1. Perspective isométrique de la machine :
A l’aide SOLIDWORKS nous avons dessiné pièce par pièce les divers éléments de
notre machine en respectons les dimensions. Le mécanisme est représenté ci-dessous :
Armoire électrique
Moteur réducteur
Système poulie
courroie
Figure 47: «Perspective isométrique»
Jamli Yassine et Elloumi Rayen Page 62
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
2. Dessin d’ensemble 2D :
On représente ci-dessous le dessin d’ensemble de l’enrouleur mécanique suivant la
nomenclature :
Jamli Yassine et Elloumi Rayen Page 63
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
III. DESSIN DE DEFINITION DE CHAQUE PIECES :
1. Bâti inférieur :
Jamli Yassine et Elloumi Rayen Page 64
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
2. Les bras de levage de la bobine :
Jamli Yassine et Elloumi Rayen Page 65
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
3. L’axe de transmission :
Jamli Yassine et Elloumi Rayen Page 66
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
4. Modélisation de la poupée mobile :
Jamli Yassine et Elloumi Rayen Page 67
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
4.1. Conception des différents composants de la poupée mobile :
4.1.1. Conception du cylindre de la poupée :
Jamli Yassine et Elloumi Rayen Page 68
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
4.1.2. Conception de vis de poupée :
Jamli Yassine et Elloumi Rayen Page 69
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
4.1.3. Conception d’écrou de poupée :
Jamli Yassine et Elloumi Rayen Page 70
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
IV. PARTIE B : ETUDE DE FABRICATION :
1. Introduction :
Dans cette partie nous avons réalisé au sein de l’atelier de fabrication :
Usinage de l’axe principal de la bobine
Usinage du cylindre de la poupée
Filetage de vis de la bobine
On remontre dans les figures les gammes d’usinage
2. Gamme d’usinage de pièces principales :
2.1. Usinage de l’axe principal de la bobine :
Tableau 6: «Feuille d’usinage de l’axe motrice »
Jamli Yassine et Elloumi Rayen Page 71
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Jamli Yassine et Elloumi Rayen Page 72
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
2.2. Usinage du cylindre de la poupée :
Tableau 7: «Feuille d’usinage du cylindre de la poupée »
Jamli Yassine et Elloumi Rayen Page 73
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Jamli Yassine et Elloumi Rayen Page 74
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
2.3. Filetage de vis de la bobine :
Tableau 8: «Feuille d’usinage du vis de la poupée »
Jamli Yassine et Elloumi Rayen Page 75
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Jamli Yassine et Elloumi Rayen Page 76
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
V. PARTIE C : METHODE DE SOUDAGE DE SUPPORT
1. Introduction :
Dans l’atelier de soudure nous avons juste assisté à l’opération de soudage des éléments de
support dans le principe de soudure est basée sur les applications de mécano-soudage par la
préparation de support de maintien et de positionnement.
2. Soudage et assemblages de support (bâti) :
Un bâti mécano-soudé est une structure composée de pièces assemblées par soudage.
Souvent utilisée pour des bâtis de machines, des systèmes de manutention (…) l’intérêt de la
réalisation par mécanosoudure réside dans la capacité d’obtention de formes complexes à
moindre coût par assemblage de profilés, comme le montre la figure
Figure 48: «Bâti mécano-soudé »
Le soudage est un procédé technologique d'assemblage non démontable de pièces et de
constructions métalliques. Ces assemblages s'effectuent à l'échelle de la structure cristalline pour
réaliser la continuité de la matière par la mise en contact de deux surfaces de pièces en apportant
l'énergie thermique ou celle de pression ou de leur combinaison.
Jamli Yassine et Elloumi Rayen Page 77
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
2.1. Les 3 opérations de fabrication :
Une pièce mécano-soudées doit toujours suivre les 3 opérations de fabrication
suivantes:
- usinage des différents éléments,
- soudage des éléments,
- usinage des surfaces fonctionnelles à cause des déformations.
3. Conception des assemblages soudés :
Figure 49: « Conception des assemblages soudés »
Jamli Yassine et Elloumi Rayen Page 78
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
3.1. Norme d’assemblage bord à bord :
Tableau 9: «Norme d’assemblage bord à bord »
3.2. Assemblage en angle :
Angle intérieur : la soudure offre une très bonne résistance, mais a tendance à déformer les
tôles soudées. Angle extérieur : peu de déformation, mais l’assemblage est relativement fragile.
Figure 50: « Assemblage en angle »
Jamli Yassine et Elloumi Rayen Page 79
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
3.3. Assemblage par recouvrement ou à clin :
Il peut être aussi considéré comme une soudure d’angle.
Figure 51: «Assemblage par recouvrement ou à clin »
3.4. Représentation symbolique d’un cordon de soudure :
De tous les procédés d’assemblage des métaux, le soudage est probablement le plus
utilisé, autant pour de grandes séries (carrosserie, électroménager…) que pour des pièces
unitaires (châssis, cuves…). Il est donc nécessaire de normaliser la symbolisation des
soudures pour faciliter leur compréhension. Chaque soudure aura donc une représentation
symbolique qui devra définir sa forme, sa taille et le procédé de soudage utilisé
Les symboles de soudage peuvent être classés en quatre catégories :
– Symboles de base ;
– Symboles de préparation ;
– Symboles de soudure (type et dimension) ;
– Symboles complémentaires (incluant les symboles de contour et de finition).
Elle utilise peu de symboles, elle représente le cordon de soudure :
Soit par une section droite du cordon, Soit par une succession de petits traits
curvilignes en respectant les règles de projection du dessin industriel.
Elle doit être réservée aux applications simples.
Jamli Yassine et Elloumi Rayen Page 80
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Les cordons et les préparations ne sont pas dessinés ; seule la ligne de joint est représentée.
La forme et les dimensions de la soudure sont indiquées sous forme d’une cotation
composée d’une ligne repère ou flèche, et d’une double ligne de référence portant une série
de symboles et indications normalisées.
Le symbole de base en soudage se compose de trois parties : ligne de référence, queue et
flèche.
La localisation du symbole par rapport à la ligne de référence détermine où la soudure
doit être exécutée.
Il peut parfois y avoir plus d’une flèche sur un même symbole afin de pointer plus d’un
joint.
La lecture des symboles se fait de gauche à droite, chaque partie du symbole étant
toujours placée au même endroit.
soudure au chantier
4 5 x 30 x 20
111
ligne de
repère soudure épaisseur ligne de soudure procédé
périphérique cordon référence alternée de soudage
5: nombre de cordons : soudure des 2 côtés
30: longueur des cordons : soudure par points
20: espace entre les cordons : soudure en vé
Figure 52: «Représentation symbolique d’un cordon de soudure»
4. Soudage à électrode enrobée :
Le procédé de soudage à l'arc avec électrode enrobée est relativement simple. Un poste
à souder, généralement à courant constant, est connecté à une électrode enrobée et à une
pièce de métal à souder, ce qui provoque la création d'un arc électrique, libérant l'énergie
nécessaire pour fondre le métal d'apport (contenu dans l'électrode) sur le métal à souder. Le
flux recouvrant l'électrode sert à protéger le bain de fusion de la contamination
atmosphérique.
Jamli Yassine et Elloumi Rayen Page 81
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Figure 53: «Soudage à électrode enrobée »
4.1. Etapes de préparation :
3 4
1 6
5
2
Figure 54: « Etapes de préparation»
1) Mesurer l’épaisseur des pièces à souder.
2) Choisir un diamètre d’électrode inférieur ou égal à cette épaisseur.
3) Régler l’intensité en fonction du diamètre de l’électrode en consultant la notice
d’emploi sur le paquet qui vous donne la plage de réglage.
4) Affiner ce réglage en fonction de la masse des pièces, de l’écartement des bords et la
méthode de soudage utilisée ainsi que de la position à plat....
5) Préparer les bords ou les chanfreins de joint de soudage.
Jamli Yassine et Elloumi Rayen Page 82
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
5. Règles de soudures :
Suivants les différents paramètres donnés dans la norme EN 83-100-3 comme le
procédé de soudage, l’épaisseur du métal de base, les différentes préparations du joint
(talon, jeu, angle de chanfrein) et les positions de soudage appropriées, j’ai pu choisir la
préparation de bord la plus adéquat à mon type d’assemblage.
Mon choix c’est porté sur le type n°6 bs-gg-18 avec soudage 111.
bs : soudure des deux cotés
gg : gougeage ou meulage envers de la soudure
18 : numéro de la désignation
Toutes les positions de soudage sont autorisées avec ce type de joint.
60°
+1.6
g:0à 3 0
g s
Figure 55: « La préparation de bord avec le délardage »
En plus de la norme EN 83-100-3 qui nous donne la préparation de bord, il faut vérifier
avec le CODAP si un délardage est nécessaire.
Un délardage est nécessaire si a ≥ e/4 avec e l’épaisseur la plus forte.
Pièce 1
Pièce 2 a
Figure 56 : « Différence d’épaisseur »
Jamli Yassine et Elloumi Rayen Page 83
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Dans notre cas : e= 10mm donc a = 10/4 = 2.5mm
Il faut donc, pour ne pas avoir à réaliser un délardage, avoir une différence entre les
épaisseurs de 2.5mm maximum.
Ici la différence est de 10-5 = 5mm donc il faut un délardage de pente ¼
Le délardage a pour but de réunir progressivement deux pièces d’épaisseurs différentes afin
d’éviter toute concentration de contraintes créant ainsi une amorce de rupture.
Voici donc la préparation de bord définitive avec le délardage :
Tolérance générale : ±1
Figure 57: « La préparation de bord avec le délardage définitive »
Jamli Yassine et Elloumi Rayen Page 84
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Conclusion
Jamli Yassine et Elloumi Rayen Page 85
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
CONCLUSION GENERALE
À travers ce projet de fin d'études, nous avons conçu un Dérouleur mécanique de câble pour
la société SAMI. Pour mener à bien notre projet, nous avons commencé par une étude
bibliographique afin de prendre connaissance des différentes machines disponibles sur le marché
et d'acquérir une vision globale. Ensuite, nous avons procédé à une analyse fonctionnelle
approfondie du système, ce qui nous a permis d'étudier en détail ses différentes composantes.
Le chapitre suivant comprend des calculs et un dimensionnement précis visant à choisir et
valider les dimensions des éléments utilisés dans le système. Par la suite, grâce au logiciel
SolidWorks, nous avons pu réaliser une conception 3D détaillée ainsi qu'une mise en plan 2D du
système, incluant toutes les pièces principales et complémentaires, mettant en évidence leurs
fonctions respectives. De plus, les calculs théoriques nous ont permis d'évaluer la durabilité et
l'efficacité de ce système.
Enfin, la gamme d'usinage a été établie pour décrire les méthodes et les outils d'usinage
nécessaires à la fabrication des pièces principales de notre système.
Jamli Yassine et Elloumi Rayen Page 86
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
BIBLIOGRAPHIE
Pour la réalisation de ce projet, on a eu recours à quelques documentations et navigation sur
Internet.
Documentations :
1 : https://www.techni-contact.com/produits/7175-14306403-derouleur-industriel-par-axe.html
2 : https://www.tecalsa.eu/fr/produits/bobinoirs-enrouleurs-derouleurs-et-devidoirs/
3 : https://www.drouaire.com/produit/bobicab-3-r/
4 :https://www.positron-libre.com/cours/tableaux-formulaires/tableau-resistance-fil-cuivre.php
5 : https://roc.rossi.com/Catalogue/GearmotorsSelection.aspx?PS=4
6 : https://www.skf.com/binaries/pub43/Images/0901d1968094ddb3-Rolling-bearings---
17000_1-FR_tcm_43-121486.pdf
7 : https://experts-insitu.com/billet/cours-81-debit-et-pression-necessaires-a-un-verin/
8 : https://www.hydrokit.com/produit/verins-hydrauliques/verins-standards/verin-double-effet-
sans-fixations-25-50-course-300-mm-entraxe-ferme-440-mm-xrp16872-xpr61734.html
9 :https://pdf.directindustry.fr/pdf/duplomatic-oleodinamica/gp-pompes-engrenages-
exterieurs/14061-390279.html
10 :http://www.sciences-technologies.net/genie-mecanique/conception-mécanique/2-
transmissions-par-poulies-et-courroies.html?start=
Jamli Yassine et Elloumi Rayen Page 87
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Annexe
Jamli Yassine et Elloumi Rayen Page 88
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Annexe A
Fiche technique du moteur choisie
Jamli Yassine et Elloumi Rayen Page 89
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Annexe B
Dimensions de moteur
Jamli Yassine et Elloumi Rayen Page 90
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Annexe C
Fiche technique du réducteur choisie
Jamli Yassine et Elloumi Rayen Page 91
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Annexe D
Dimensions de motoréducteur
Annexe E
Position de montage
Jamli Yassine et Elloumi Rayen Page 92
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Annexe F
Choix des Roulements
Jamli Yassine et Elloumi Rayen Page 93
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Annexe G
Choix des vérins
Jamli Yassine et Elloumi Rayen Page 94
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Annexe H
Choix de pompe hydraulique
Jamli Yassine et Elloumi Rayen Page 95
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Annexe I
Choix de goupille
Annexe J
Choix de longueur de clavette
Jamli Yassine et Elloumi Rayen Page 96
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Annexe K
Calcul des courroies trapézoïdales (démarche à suivre)
Jamli Yassine et Elloumi Rayen Page 97
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Annexe L
Coefficient de service
Annexe M
Choix de section de courroie
Jamli Yassine et Elloumi Rayen Page 98
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Annexe N
Longueurs primitives de courroies
Annexe O
Puissance de base
Jamli Yassine et Elloumi Rayen Page 99
Projet fin d’étude Conception d’un dérouleur mécanique de câbles
Annexe P
Détermination de KL
Annexe Q
Détermination de Kθ
Jamli Yassine et Elloumi Rayen Page 100
Vous aimerez peut-être aussi
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Rapport de StageDocument40 pagesRapport de StageYassine AouiniPas encore d'évaluation
- Memoire: Maintenance Des Réducteurs de Vitesse À L'entreprise Somiphos Bir-El-AterDocument126 pagesMemoire: Maintenance Des Réducteurs de Vitesse À L'entreprise Somiphos Bir-El-AterZohayr EddahmanyPas encore d'évaluation
- Lubrification TPDocument6 pagesLubrification TPInass HaddaPas encore d'évaluation
- ControleDocument5 pagesControleEL Boukhrissi OtmanePas encore d'évaluation
- Rapport de Stage 4Document39 pagesRapport de Stage 4summaries & Goals ملخصات وأهدافPas encore d'évaluation
- Rapport PeugeotDocument39 pagesRapport PeugeotHãĐiR chetouiPas encore d'évaluation
- Etude de L'augmentationDocument92 pagesEtude de L'augmentationKhalid MKHALIDPas encore d'évaluation
- BVCDocument19 pagesBVCMohamed Es-sagarPas encore d'évaluation
- Rapport de StageDocument36 pagesRapport de Stagesarra.benhlimaPas encore d'évaluation
- MAXPID - Vis À BilleDocument19 pagesMAXPID - Vis À BilleCenest Pasmoi100% (2)
- LubrificationDocument8 pagesLubrificationIkram MORSLIPas encore d'évaluation
- Fiab SimDocument20 pagesFiab Simscooorpion kidPas encore d'évaluation
- Département de Génie Mécanique MÉMOIRE.Document110 pagesDépartement de Génie Mécanique MÉMOIRE.btkmouradPas encore d'évaluation
- Ms GM AddounDocument122 pagesMs GM AddounFousseyni TRAOREPas encore d'évaluation
- Analyse Par Éléments Finis Des Déférents Procèdes D'usinageDocument25 pagesAnalyse Par Éléments Finis Des Déférents Procèdes D'usinageMohammed LounisPas encore d'évaluation
- Harrouche Fateh PDFDocument148 pagesHarrouche Fateh PDFderghalPas encore d'évaluation
- TP Capteur PDFDocument4 pagesTP Capteur PDFChe MedPas encore d'évaluation
- Cahier de Charge (Vélo Hydrolique)Document17 pagesCahier de Charge (Vélo Hydrolique)David parolePas encore d'évaluation
- Catalogue Graissage 20083Document36 pagesCatalogue Graissage 20083Nacer NacerPas encore d'évaluation
- Elasticite PDFDocument58 pagesElasticite PDFRedouane RedaPas encore d'évaluation
- Galleze Tarek, Younsi YacineDocument124 pagesGalleze Tarek, Younsi Yacineben ftima fatmaPas encore d'évaluation
- PFE Skander Gharbi FINALimpriméDocument119 pagesPFE Skander Gharbi FINALimpriméBouchoucha jameleddinePas encore d'évaluation
- Mémoire ZIMONSE Edna AmagbegnonDocument188 pagesMémoire ZIMONSE Edna AmagbegnonZINEB ANOIRPas encore d'évaluation
- MTR 86 W32Document52 pagesMTR 86 W32Per Perso0% (1)
- Rapport TP MettallurgieDocument13 pagesRapport TP MettallurgieIsmail SamouhPas encore d'évaluation
- Guide de Dimensionnement Les Actionneurs Rotatifs Et LinéairesDocument5 pagesGuide de Dimensionnement Les Actionneurs Rotatifs Et LinéairesmoicoyotePas encore d'évaluation
- XC 38Document1 pageXC 38sere100% (1)
- Stage InitiationDocument28 pagesStage Initiationala dinne hajriPas encore d'évaluation
- Compte Rendu RDMDocument9 pagesCompte Rendu RDMAhmed KilaniPas encore d'évaluation
- Sujet:: Train D'atterrissageDocument46 pagesSujet:: Train D'atterrissageygPas encore d'évaluation
- Rapport de Fin Stag1 28 - 09 - 2017 PDFDocument50 pagesRapport de Fin Stag1 28 - 09 - 2017 PDFben moulongoPas encore d'évaluation
- Pfe Uas Souhail New1Document69 pagesPfe Uas Souhail New1saif eddine msiliniPas encore d'évaluation
- Rapoort Socio NouraneDocument21 pagesRapoort Socio Nouraneiheb trabelsi TGPas encore d'évaluation
- Mini ProjetDocument3 pagesMini ProjetPaulin TordeurPas encore d'évaluation
- Rapport Stage Technique HAJAR - RAMI PDFDocument58 pagesRapport Stage Technique HAJAR - RAMI PDFRim EL AlaouiPas encore d'évaluation
- Energie-Calcul PréhauffageDocument6 pagesEnergie-Calcul Préhauffagemed chabanePas encore d'évaluation
- TFM Marocetude - Com M11 Montage Et Reglage Des Ensembles Mecaniques-FM-TFMDocument76 pagesTFM Marocetude - Com M11 Montage Et Reglage Des Ensembles Mecaniques-FM-TFMkamal belkacem100% (1)
- Hasnfra 3 Rapp 118Document52 pagesHasnfra 3 Rapp 118Hamza MajidPas encore d'évaluation
- Soudage MIG/MAG Pulsés: Roland CAZESDocument2 pagesSoudage MIG/MAG Pulsés: Roland CAZESguessous100% (1)
- Microsoft Word - Dynamique Des Fluides Rã©elsDocument17 pagesMicrosoft Word - Dynamique Des Fluides Rã©elsAyoubPas encore d'évaluation
- Comment Comprendre Qu'il Existe Une Microfissure Dans La Culasse. Rechercher Des Fissures Dans Le Moteur Et Dans Les Cylindres. Dépassement de La Diff PDFDocument20 pagesComment Comprendre Qu'il Existe Une Microfissure Dans La Culasse. Rechercher Des Fissures Dans Le Moteur Et Dans Les Cylindres. Dépassement de La Diff PDFMayeul GeraldoPas encore d'évaluation
- Exam Final Mat MetalliquesDocument3 pagesExam Final Mat MetalliquesMohammed El azhariPas encore d'évaluation
- Fic-IsBaeKG7Zt80ONkvJpTy4Wx2 AzMofY1qnhuXm5LHD3gES PDFDocument26 pagesFic-IsBaeKG7Zt80ONkvJpTy4Wx2 AzMofY1qnhuXm5LHD3gES PDFWael TriguiPas encore d'évaluation
- Étude Et Conception D'un Moteur À Combustion Interne À Quatre TempsDocument101 pagesÉtude Et Conception D'un Moteur À Combustion Interne À Quatre TempsWendkouni Josoé OUEDRAOGOPas encore d'évaluation
- MemoirDocument55 pagesMemoirBazize AdidaPas encore d'évaluation
- dm1 MathsDocument14 pagesdm1 Mathssamim1971Pas encore d'évaluation
- Effets Des Traitements Thermiques Sur Les Proprietes Du Cable ElectriqueDocument96 pagesEffets Des Traitements Thermiques Sur Les Proprietes Du Cable ElectriqueImedRezkPas encore d'évaluation
- Ajustements CoursDocument4 pagesAjustements CoursGuy OmangPas encore d'évaluation
- 41CR4Document50 pages41CR4Baraa BaizidiPas encore d'évaluation
- Accouplements Elastiques EA76F432Document49 pagesAccouplements Elastiques EA76F432mouradkadiriPas encore d'évaluation
- Charly Robot 4 UDocument4 pagesCharly Robot 4 UAbdellah El BarkanyPas encore d'évaluation
- Roulements PréchargésDocument27 pagesRoulements PréchargésYounessElkarkouriPas encore d'évaluation
- Examen TribologieDocument10 pagesExamen TribologieHatem HamekPas encore d'évaluation
- NeneDocument121 pagesNeneMedlemine CheikhPas encore d'évaluation
- Etude Et Analyse Des Harmoniqu - Mohammed ALAMI - 4038Document40 pagesEtude Et Analyse Des Harmoniqu - Mohammed ALAMI - 4038Hala AsrihPas encore d'évaluation
- ch2 Materiaux Et EnergieDocument63 pagesch2 Materiaux Et EnergieRiheb MoncerPas encore d'évaluation
- Les Liaisons Cinématiques Sur CATIA V5Document37 pagesLes Liaisons Cinématiques Sur CATIA V5abir bzPas encore d'évaluation
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- IntroductionDocument45 pagesIntroductioniheb Ben ahmedPas encore d'évaluation
- Dimensionnement Moteur Convoyeur A Vis CDocument4 pagesDimensionnement Moteur Convoyeur A Vis Cbor652799Pas encore d'évaluation
- IntroductionDocument45 pagesIntroductioniheb Ben ahmedPas encore d'évaluation
- Diagramme FASTDocument1 pageDiagramme FASTiheb Ben ahmedPas encore d'évaluation
- Tour ParallèleDocument3 pagesTour Parallèleyouri59490100% (1)
- Ligne PoudrageDocument1 pageLigne PoudrageAzizPas encore d'évaluation
- Chapitre 2 Procédés D'obtention Des Pièces Sans Enlèvement de MatièreDocument11 pagesChapitre 2 Procédés D'obtention Des Pièces Sans Enlèvement de MatièreEl Dziri100% (1)
- BiologieDocument1 pageBiologieFaiza BelajrouPas encore d'évaluation
- Devoir de Synthèse N°1 - Technologie - Poste Automatique de Remplissage Et D'évacuation Des Boites - 1ère AS (2013-2014) MR BAAZAOUI AbderraoufDocument6 pagesDevoir de Synthèse N°1 - Technologie - Poste Automatique de Remplissage Et D'évacuation Des Boites - 1ère AS (2013-2014) MR BAAZAOUI AbderraoufAhmed Ahmed100% (1)
- TD Mécanique Des SystèmesDocument39 pagesTD Mécanique Des SystèmesAslain Brisco NgnassiPas encore d'évaluation
- Válvula de Alivio Overflow Valve Clapet de DéchargeDocument11 pagesVálvula de Alivio Overflow Valve Clapet de DéchargeLUCASPas encore d'évaluation
- Tolerances GeneralesDocument2 pagesTolerances GeneralesPse UdoPas encore d'évaluation
- Stage Leoni PDFDocument1 pageStage Leoni PDFChourouk MeskiniPas encore d'évaluation
- Guide General 2014 Helipac 2Document5 pagesGuide General 2014 Helipac 2Ramzi BouguerraPas encore d'évaluation
- La Turbine À Gaz Est Une Machine Motrice À Mouvement Rotatif Et À Combustion InterneDocument11 pagesLa Turbine À Gaz Est Une Machine Motrice À Mouvement Rotatif Et À Combustion Interneمحمد محمدPas encore d'évaluation
- Les Coffrages de DallesDocument29 pagesLes Coffrages de Dallestoto tutuPas encore d'évaluation
- Devoir de Synthèse N°2 - Technologie - Mécanisme de Serrage - 2ème SC (2013-2014) MR Abassi MokhDocument5 pagesDevoir de Synthèse N°2 - Technologie - Mécanisme de Serrage - 2ème SC (2013-2014) MR Abassi MokhTutoriels of PicturesPas encore d'évaluation
- Revised Soil Classification System RSCSDocument4 pagesRevised Soil Classification System RSCSEdwin Javier Gonzalez GonzalezPas encore d'évaluation
- CNC Si Psi 2019Document26 pagesCNC Si Psi 2019Karima HamdanPas encore d'évaluation
- Raccorder Un Domino - Installation ÉlectriqueDocument6 pagesRaccorder Un Domino - Installation ÉlectriquedepaulfererePas encore d'évaluation
- TP Mip MapDocument4 pagesTP Mip MapAhmed anis GasmiPas encore d'évaluation
- Terex QUADSTAR 1075Document22 pagesTerex QUADSTAR 1075Jorge luis AlbinoPas encore d'évaluation
- Les Outils de TracageDocument6 pagesLes Outils de TracagePublinet BoughraraPas encore d'évaluation
- Voici Quelques Étapes À Suivre Pour Effectuer LDocument2 pagesVoici Quelques Étapes À Suivre Pour Effectuer LHimra BossPas encore d'évaluation
- Service Information D55NDocument7 pagesService Information D55NNicolas AlarconPas encore d'évaluation
- Filetage TaraudageDocument3 pagesFiletage Taraudagehe200gabPas encore d'évaluation
- Compte Rendu G1Document6 pagesCompte Rendu G1Lahcen BOULBAZPas encore d'évaluation
- TD N°2Document2 pagesTD N°2LaidPas encore d'évaluation
- qp177356 BKDocument97 pagesqp177356 BKparahu ariefPas encore d'évaluation
- Notice Pose Tole TuileDocument4 pagesNotice Pose Tole TuileBledPas encore d'évaluation
- The Engine Room VocabularyDocument17 pagesThe Engine Room VocabularyYannick PakaPas encore d'évaluation
- Fiche Tech Extrémité - HTADocument1 pageFiche Tech Extrémité - HTABen Rejab HichemPas encore d'évaluation
- ÉlectrotechniqueDocument22 pagesÉlectrotechniqueBarney RossPas encore d'évaluation
- Cours Machines Tournantes Compresseurs Tech EXP 2Document171 pagesCours Machines Tournantes Compresseurs Tech EXP 2Mohamed Amine BouamranePas encore d'évaluation