Vous aimerez peut-être aussi
- Le développement de systèmes d'information (Le): Une méthode intégrée à la transformation des processus, 4e éditionD'EverandLe développement de systèmes d'information (Le): Une méthode intégrée à la transformation des processus, 4e éditionPas encore d'évaluation
- DHL PDFDocument3 pagesDHL PDFMajor100% (2)
- Plans Factoriels FractionnairesDocument24 pagesPlans Factoriels FractionnairesTheophile IZEREPas encore d'évaluation
- PFE Branding FinaleDocument46 pagesPFE Branding FinaleAzzedine Mostaqime100% (1)
- Carte XDocument3 pagesCarte XLimit LessPas encore d'évaluation
- TD3 CSQDocument5 pagesTD3 CSQichrak chihaouiPas encore d'évaluation
- Serie 3Document2 pagesSerie 3Ikram El JamaiPas encore d'évaluation
- tp8 RapportDocument7 pagestp8 RapportUgo TiraboschiPas encore d'évaluation
- Examen CartasDocument5 pagesExamen Cartasadrian sierra albaPas encore d'évaluation
- Exercices Corrigés Distribution À Un Caractère 2021Document6 pagesExercices Corrigés Distribution À Un Caractère 2021Raouane CharfiaPas encore d'évaluation
- Cas 1Document3 pagesCas 1Kawthar Mannai50% (12)
- TD 3Document4 pagesTD 3ZandarPas encore d'évaluation
- CR MDFDocument24 pagesCR MDFIsmail BennajibPas encore d'évaluation
- Réducteur de VitesseDocument38 pagesRéducteur de VitesseMOHAMED CHERIF KHATRAOUI100% (1)
- Card GameDocument7 pagesCard Gameabhay63Pas encore d'évaluation
- TD03 M2 Telecom TMDocument1 pageTD03 M2 Telecom TMIyade FePas encore d'évaluation
- StatDocument9 pagesStathsanebaccouch4Pas encore d'évaluation
- StatDocument9 pagesStatsamiswayihPas encore d'évaluation
- Book 1Document3 pagesBook 1Falih AhmadPas encore d'évaluation
- Examen GF18Document6 pagesExamen GF18Hajar AlaouiPas encore d'évaluation
- 2C 04 Somme-des-Rationnels Cr1AF AmmariDocument1 page2C 04 Somme-des-Rationnels Cr1AF AmmariradPas encore d'évaluation
- ENS TENS Acero20Document220 pagesENS TENS Acero20berenicezaiPas encore d'évaluation
- Corrigé Cas 1 HistogrammeDocument4 pagesCorrigé Cas 1 Histogrammeimen trabelsi100% (2)
- TD1 Eie 21Document3 pagesTD1 Eie 21bayremPas encore d'évaluation
- Data Penjualan 2020-2023Document8 783 pagesData Penjualan 2020-2023Ini Siapa yaPas encore d'évaluation
- Tabla 2Document14 pagesTabla 2DENISSE CASTILLO CARRILLOPas encore d'évaluation
- Coorection de TD 1 PDFDocument13 pagesCoorection de TD 1 PDFOmar ZafatyPas encore d'évaluation
- Devoir 3B - Radicaux - CorrectionDocument2 pagesDevoir 3B - Radicaux - CorrectionKennedy Dangbaza ToffodjiPas encore d'évaluation
- Nemiche Stu 3Document32 pagesNemiche Stu 3Daoud El Caid100% (2)
- Oudaha Rabab-Lakhrif Hind Ait Ali Imad Tp4Document7 pagesOudaha Rabab-Lakhrif Hind Ait Ali Imad Tp4ayoubeeouadou008Pas encore d'évaluation
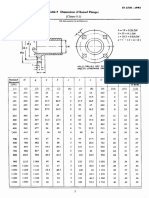
- Table 5 Dimensious of Raised Flanges (Clause 9.1) IS 1538: 1993Document1 pageTable 5 Dimensious of Raised Flanges (Clause 9.1) IS 1538: 1993Akshat JainPas encore d'évaluation
- Exercice n3 ProfDocument2 pagesExercice n3 Profyassine lahninPas encore d'évaluation
- TD 4Document2 pagesTD 4samisahbankPas encore d'évaluation
- Bet OgcDocument10 pagesBet OgcAbdoul AzizPas encore d'évaluation
- Exercices Serie 1 3 Avec Sol 2Document15 pagesExercices Serie 1 3 Avec Sol 2Walid KERMICHE-B1Pas encore d'évaluation
- PV Sess Prin-Mag1 Det fr-390 PDFDocument18 pagesPV Sess Prin-Mag1 Det fr-390 PDFajiminourinPas encore d'évaluation
- TP3: Notion de Voisinage: NGOULOU NGOUBILI Irch Defluviaire 2023-12-13Document20 pagesTP3: Notion de Voisinage: NGOULOU NGOUBILI Irch Defluviaire 2023-12-13Irch NgoubiliPas encore d'évaluation
- Suite Du Chapitre: Analyse Des Défaillances Et Aide Au DiagnosticDocument13 pagesSuite Du Chapitre: Analyse Des Défaillances Et Aide Au Diagnosticjxdcnz6jr8Pas encore d'évaluation
- Generating Random Service Times - Example 2Document6 pagesGenerating Random Service Times - Example 2Karen RotichPas encore d'évaluation
- 51190-Oracle Vanilla Test Cases - All ModulesDocument1 256 pages51190-Oracle Vanilla Test Cases - All ModulesRBalajiPas encore d'évaluation
- DatosDocument12 pagesDatosManuel ResendezPas encore d'évaluation
- Manual SCNM100A1 FR 413627Document64 pagesManual SCNM100A1 FR 413627Mina AbelPas encore d'évaluation
- Examen Production GM2 20-21Document4 pagesExamen Production GM2 20-21Hamza BNPas encore d'évaluation
- Analyse de Données: Dossier 2: Sauvadet Lucas 20/12/2020Document25 pagesAnalyse de Données: Dossier 2: Sauvadet Lucas 20/12/2020Lucas SauvadetPas encore d'évaluation
- Line Balance SIDE BODY OkDocument1 pageLine Balance SIDE BODY OkYou UZBPas encore d'évaluation
- Série 2 Sur La Prévision de La Demande Série 3 Sur Les Problèmes D'ordonancement Et D'affectationDocument11 pagesSérie 2 Sur La Prévision de La Demande Série 3 Sur Les Problèmes D'ordonancement Et D'affectationdjogracekitengePas encore d'évaluation
- Cao Hung RO tiền gửiDocument137 pagesCao Hung RO tiền gửiNgọc Quang NguyễnPas encore d'évaluation
- Sujet 7Document5 pagesSujet 7badr hadriPas encore d'évaluation
- NR 17 - Analyse Des Risques Psychosociaux Liés Au Travail 3Document486 pagesNR 17 - Analyse Des Risques Psychosociaux Liés Au Travail 3CPSSTPas encore d'évaluation
- TD4+Solution Alimentation en Eau PotableDocument8 pagesTD4+Solution Alimentation en Eau Potableabekhti abdelkhalekPas encore d'évaluation
- CV - Eng-Chahine MbarekDocument9 pagesCV - Eng-Chahine MbarekNassim ChraitiPas encore d'évaluation
- Ejemplo Laboratorio en ClaseDocument83 pagesEjemplo Laboratorio en ClaseAdrian Dario Muñoz UrrutiaPas encore d'évaluation
- Serie ExoDocument14 pagesSerie ExoAymane AboussaidPas encore d'évaluation
- Ds Modc3a9lisationsimulation Avril 2014 CorrectionDocument5 pagesDs Modc3a9lisationsimulation Avril 2014 Correctionsaif boukraia2Pas encore d'évaluation
- 2024-03-05 Lote DDocument1 page2024-03-05 Lote DsofifavPas encore d'évaluation
- Examen2 ADDocument2 pagesExamen2 ADaziz shahinPas encore d'évaluation
- Cakupan Dan Grafik Imunisasi 2023Document3 pagesCakupan Dan Grafik Imunisasi 2023Heri HerawanPas encore d'évaluation
- Practica 6Document3 pagesPractica 6Byron GuillinPas encore d'évaluation
- Cartes de Contrôle Avec CorrigéDocument7 pagesCartes de Contrôle Avec CorrigéOSAMA ZEHLOUL100% (1)
- Calendrier Primaire 2023 2024 RectoDocument1 pageCalendrier Primaire 2023 2024 RectoAYMEN OUERFELLIPas encore d'évaluation
- Gráfico de Aceptación PDFDocument2 pagesGráfico de Aceptación PDFAAHH PVNP HuachoPas encore d'évaluation
- Classeur 1Document6 pagesClasseur 1amal tahirPas encore d'évaluation
- Control Calidad Quimica-Mes Julio 2022Document40 pagesControl Calidad Quimica-Mes Julio 2022Johan DavidPas encore d'évaluation
- Examen Qualité-RDocument10 pagesExamen Qualité-Rmariem mariemPas encore d'évaluation
- td3 CorrectioDocument6 pagestd3 Correctiomariem mariemPas encore d'évaluation
- TD1-Plan - Experience - CorrDocument7 pagesTD1-Plan - Experience - Corrmariem mariemPas encore d'évaluation
- CHAPITRE 1 Généralité CNDDocument24 pagesCHAPITRE 1 Généralité CNDmariem mariemPas encore d'évaluation
- CHAPITRE 5-ImplantationDocument28 pagesCHAPITRE 5-Implantationmariem mariemPas encore d'évaluation
- CHAPITRE 2 Examen Visuel Et RessuageDocument21 pagesCHAPITRE 2 Examen Visuel Et RessuageCarlo CarlinePas encore d'évaluation
- NDIAYE Jean Pierre Adiouma ISEP2 DossierDocument4 pagesNDIAYE Jean Pierre Adiouma ISEP2 DossierJean Pierre Adiouma NDIAYEPas encore d'évaluation
- Cours Management de L'innovation Ben Dhifallah M BilelDocument95 pagesCours Management de L'innovation Ben Dhifallah M BilelSarra BounenniPas encore d'évaluation
- Thème 9Document8 pagesThème 9Myriam BecheikhPas encore d'évaluation
- Cat. EQUIP SOUD A L'ARC France 2009 Saf Fro - Chap1 - Mma38421Document14 pagesCat. EQUIP SOUD A L'ARC France 2009 Saf Fro - Chap1 - Mma38421H_DEBIANEPas encore d'évaluation
- Revue Africaine FR 7-12-2021Document93 pagesRevue Africaine FR 7-12-2021Ron WoraPas encore d'évaluation
- Le Controle InterneDocument24 pagesLe Controle InternehichamPas encore d'évaluation
- Stion Dans Les Hopitaux Publics MSO MFEDocument13 pagesStion Dans Les Hopitaux Publics MSO MFEstrong girlPas encore d'évaluation
- CEJMDocument2 pagesCEJMsouad.boutahri07Pas encore d'évaluation
- Cours Simplifié Merchandising 1Document7 pagesCours Simplifié Merchandising 1DjaouadPas encore d'évaluation
- Procès Verbal - Ouverture - Matériel Technique DDAEP ZouDocument4 pagesProcès Verbal - Ouverture - Matériel Technique DDAEP ZouBILLBOARD TOP AFRICAPas encore d'évaluation
- TDR Management de Projets de DeveloppementDocument6 pagesTDR Management de Projets de DeveloppementmichekaPas encore d'évaluation
- Bonjour Monsieur Modvala,: Alexandru Modvala Route Mon-Repos 19 1700 FribourgDocument3 pagesBonjour Monsieur Modvala,: Alexandru Modvala Route Mon-Repos 19 1700 FribourgAlexandru ModvalaPas encore d'évaluation
- WORKSHOP - BPI - France - (1) - 1Document9 pagesWORKSHOP - BPI - France - (1) - 1Louise WoulPas encore d'évaluation
- Damaged Concrete Surface PDFDocument4 pagesDamaged Concrete Surface PDFRathore SkPas encore d'évaluation
- La Libéralisation de L'arbitrage en Matière D'investissementDocument4 pagesLa Libéralisation de L'arbitrage en Matière D'investissementOmar OmarPas encore d'évaluation
- Etchings of A Whaling CruiseDocument650 pagesEtchings of A Whaling CruisesqqzdqdzPas encore d'évaluation
- DE07 SUComptabilite ApprofondieDocument11 pagesDE07 SUComptabilite ApprofondieABDOUL KARIM METOU DOSSOPas encore d'évaluation
- Consultation Architectural Ikram BelcaidDocument35 pagesConsultation Architectural Ikram BelcaidikramPas encore d'évaluation
- Rombauts 18Document5 pagesRombauts 18Ali lambadouzaPas encore d'évaluation
- L LC Journal A4franfini DEF3 420x594Document2 pagesL LC Journal A4franfini DEF3 420x594Laurent CathalaPas encore d'évaluation
- WD MIN WES Toshiba 51 WESV3Document59 pagesWD MIN WES Toshiba 51 WESV3Perl ZornPas encore d'évaluation
- Audit Interne QhseDocument1 pageAudit Interne Qhsergael1Pas encore d'évaluation
- Indépendance Des Auditeurs Et Enjeux Éthiques de La Certification Du Système de Gestion Environnementale Iso 14001Document275 pagesIndépendance Des Auditeurs Et Enjeux Éthiques de La Certification Du Système de Gestion Environnementale Iso 14001Ibtissam BelkacemPas encore d'évaluation
- Modele Livre Recettes Auto Entrepreneur 1Document25 pagesModele Livre Recettes Auto Entrepreneur 1denis echeandiaPas encore d'évaluation
- Tableau Comparatif LF 2022 Et Cgi 2021 Chorfi Mohamed Cm2fDocument25 pagesTableau Comparatif LF 2022 Et Cgi 2021 Chorfi Mohamed Cm2fMohamed Lamine BoutouatouPas encore d'évaluation
- Seance 3 Environnement Des AffairesDocument58 pagesSeance 3 Environnement Des AffairesGuillaume KOUASSIPas encore d'évaluation
- S'IMPLANTER EN CORÉE (French)Document40 pagesS'IMPLANTER EN CORÉE (French)Republic of Korea (Korea.net)Pas encore d'évaluation
- Introduction Tableau de Bord de GestionDocument22 pagesIntroduction Tableau de Bord de Gestiontellalzaineb100% (1)