Vous aimerez peut-être aussi
- BASES D'AJUSTAGE Cours-ConvertiDocument14 pagesBASES D'AJUSTAGE Cours-Convertizouhaiir12zzPas encore d'évaluation
- Cours D'ajustage - ProfDocument20 pagesCours D'ajustage - Profdilanedimitri3Pas encore d'évaluation
- Tracage 1Document8 pagesTracage 1sameh1994Pas encore d'évaluation
- Tronconnage Sur HobbymatDocument3 pagesTronconnage Sur HobbymatEmilian TurtureanPas encore d'évaluation
- Tracage 1Document8 pagesTracage 1ATFP2013Pas encore d'évaluation
- s7.2 Technique Du LimageDocument2 pagess7.2 Technique Du LimageVladimir NanaPas encore d'évaluation
- Limer PDFDocument3 pagesLimer PDFMamou DeflaouiPas encore d'évaluation
- Découpage Et Cambrage p41 - 65 PR FinalDocument25 pagesDécoupage Et Cambrage p41 - 65 PR FinalAbderrazak Zahir100% (1)
- M03 Application Des Bases D'ajustageDocument17 pagesM03 Application Des Bases D'ajustagemohamed elazraqPas encore d'évaluation
- Module 103: Travail Des Tubes Cuivre Et Soudo Brasage: TSGC 101Document26 pagesModule 103: Travail Des Tubes Cuivre Et Soudo Brasage: TSGC 101Erraha100% (1)
- Coursd'Document64 pagesCoursd'Jaouad ElPas encore d'évaluation
- Le PoinçonnageDocument10 pagesLe PoinçonnageMohamd BobsPas encore d'évaluation
- MGP M04Document12 pagesMGP M04Mohamed EzzahirPas encore d'évaluation
- Ajustage MecaniqueDocument15 pagesAjustage MecaniqueAug Nels Mathieu AnvouliPas encore d'évaluation
- Outils ElectricienDocument10 pagesOutils ElectricienCODJIA VITALPas encore d'évaluation
- F123 Découpe PDFDocument40 pagesF123 Découpe PDFflo_sabin100% (1)
- Découpage Et Cambrage p41 - 65 PR FinalDocument27 pagesDécoupage Et Cambrage p41 - 65 PR FinalAyoub DrqPas encore d'évaluation
- CH Ajustage 2Document13 pagesCH Ajustage 2Safouane Ben AmorPas encore d'évaluation
- Cours FraisageDocument11 pagesCours FraisageCrazy ytPas encore d'évaluation
- Percage 2Document4 pagesPercage 2Khaled MessiPas encore d'évaluation
- Le PerçageDocument11 pagesLe PerçageSafouane Ben AmorPas encore d'évaluation
- Dental Instruments FrenshDocument79 pagesDental Instruments FrenshChouaib Meraoumia100% (1)
- Le Sciage MetauxDocument4 pagesLe Sciage MetauxTRAOREPas encore d'évaluation
- S5A. T. MétauxDocument22 pagesS5A. T. MétauxUsi redPas encore d'évaluation
- 8 FraisageDocument14 pages8 FraisageKhaled Ben AyedPas encore d'évaluation
- Mod 1 Outillage de L Electricien 2009Document8 pagesMod 1 Outillage de L Electricien 2009te rachidPas encore d'évaluation
- Chapitre 1 Procédés de DécoupageDocument11 pagesChapitre 1 Procédés de DécoupageRihab HammamiPas encore d'évaluation
- Rapport de TP Ajustage OkDocument8 pagesRapport de TP Ajustage OkMironi BokodoPas encore d'évaluation
- Per CageDocument9 pagesPer CagededePas encore d'évaluation
- Chapitre 1 Procédés de DécoupageDocument11 pagesChapitre 1 Procédés de DécoupageWael Maatoug100% (1)
- L'instrumentation en Dentisterie OpératoireDocument120 pagesL'instrumentation en Dentisterie OpératoireNahla Bsg100% (1)
- Liaison EncastrementDocument9 pagesLiaison EncastrementDahi ElmehdiPas encore d'évaluation
- Cour 5 Instruments Et DigueDocument92 pagesCour 5 Instruments Et DigueSarah RinaldoPas encore d'évaluation
- Rivetage FinalDocument7 pagesRivetage FinalAziz KaborePas encore d'évaluation
- 4 Cisalliage PoinconnageDocument19 pages4 Cisalliage PoinconnageHamza RouihemPas encore d'évaluation
- Un Outil Aide Matériellement Le Technicien À RDocument60 pagesUn Outil Aide Matériellement Le Technicien À RInedit BFPas encore d'évaluation
- Rivetage BV Ldoc24Document3 pagesRivetage BV Ldoc24Baptiste Fourcade100% (1)
- RivetageDocument3 pagesRivetageSebastien MENARDPas encore d'évaluation
- Rivetage Fix Ldoc24Document3 pagesRivetage Fix Ldoc24Leonidas NdihokubwayoPas encore d'évaluation
- BrochageDocument15 pagesBrochageTBG GadjiPas encore d'évaluation
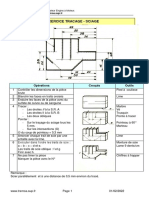
- Exercice Tracage - Sciage: Trait de ScieDocument1 pageExercice Tracage - Sciage: Trait de ScierabbajPas encore d'évaluation
- Cours Prof Le Decoupage Et Le DesassemblageDocument7 pagesCours Prof Le Decoupage Et Le DesassemblageATMANE ZIDOUHPas encore d'évaluation
- Le PerçageDocument6 pagesLe PerçageSabeur HentatiPas encore d'évaluation
- Outillage de Tra Age de Mesure Et de V RificationDocument9 pagesOutillage de Tra Age de Mesure Et de V Rificationlyoussimosab2003Pas encore d'évaluation
- Rivetage 1Document3 pagesRivetage 1Aziz KaborePas encore d'évaluation
- InstrumentsDocument43 pagesInstrumentsmira dentiste100% (3)
- Cours TournageDocument10 pagesCours TournageCrazy ytPas encore d'évaluation
- Instruments TopoDocument9 pagesInstruments TopoRachid IazalPas encore d'évaluation
- Chap4 PliageDocument34 pagesChap4 Pliageisraalaya167Pas encore d'évaluation
- Fabrication MecaniqueDocument34 pagesFabrication MecaniqueDjelali BenPas encore d'évaluation
- TP1 TopoDocument10 pagesTP1 TopoMrabti AmeniPas encore d'évaluation
- Bouvetage en Dents de Scie Ou Assemblage À Entures MultiplesDocument2 pagesBouvetage en Dents de Scie Ou Assemblage À Entures MultiplesHassan AzmiPas encore d'évaluation
- Debit AtelierDocument2 pagesDebit Atelierfrancois.barreau0% (1)
- L'outillage Manuel Pour Le Travail Du Bois.: 1. Le Traçage Et Le MesurageDocument14 pagesL'outillage Manuel Pour Le Travail Du Bois.: 1. Le Traçage Et Le MesurageOussama HAJRAOUIPas encore d'évaluation
- Le PerageDocument20 pagesLe Peragesaded05Pas encore d'évaluation
- Liste Des MaterielDocument13 pagesListe Des MaterielFENNAN BRAHIMPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Le Guide des Nœuds Utiles: Comment Nouer les 25+ Nœuds de Corde les Plus Pratiques: Fuite, Évasion et Śurvie, #8D'EverandLe Guide des Nœuds Utiles: Comment Nouer les 25+ Nœuds de Corde les Plus Pratiques: Fuite, Évasion et Śurvie, #8Pas encore d'évaluation
- Signes Astrologiques Chinois: Patron Crochet AmigurumiD'EverandSignes Astrologiques Chinois: Patron Crochet AmigurumiPas encore d'évaluation
- Nouveau manuel complet de marine première partie: gréementD'EverandNouveau manuel complet de marine première partie: gréementPas encore d'évaluation
- Echafaudages en Sécurité Montage Et Démontage: Suva, Secteur Génie Civil Et BâtimentDocument47 pagesEchafaudages en Sécurité Montage Et Démontage: Suva, Secteur Génie Civil Et BâtimentZirig ChafikPas encore d'évaluation
- Achat Et AaproDocument33 pagesAchat Et AaproOualid BelbrikPas encore d'évaluation
- Physique-du-globe-et-meteorologie-Alphonse Berget-1904 PDFDocument379 pagesPhysique-du-globe-et-meteorologie-Alphonse Berget-1904 PDFAnonymous 4MLEo9TVQPas encore d'évaluation
- Consignes Leadership-Seance 1 - DefinitionDocument1 pageConsignes Leadership-Seance 1 - DefinitionAmadou BarryPas encore d'évaluation
- Energie EolienneDocument51 pagesEnergie Eoliennedalila AMMARPas encore d'évaluation
- Traité de Psychopathologie de L'adulte - Narcissisme Et Dépression by Catherine ChabertDocument440 pagesTraité de Psychopathologie de L'adulte - Narcissisme Et Dépression by Catherine ChabertFrank Eric Ciatchoua Ngoundjo100% (7)
- Symfony2 Un Tutoriel Pour Debuter Avec Le Framework Symfony2Document200 pagesSymfony2 Un Tutoriel Pour Debuter Avec Le Framework Symfony2Bryan Fury JimmyPas encore d'évaluation
- Rapport de Stage Complete Sur La Gestion Des Opérations de CréditDocument44 pagesRapport de Stage Complete Sur La Gestion Des Opérations de Créditrogerkom.profsPas encore d'évaluation
- EB2-Epreuve1 Production de L'ecritDocument2 pagesEB2-Epreuve1 Production de L'ecritElissa Naalaband100% (1)
- Spe645 Annexe2 22-1 1063862Document20 pagesSpe645 Annexe2 22-1 1063862tpolenorPas encore d'évaluation
- ReclamationDocument1 pageReclamationBoukidi AminePas encore d'évaluation
- RazafindrakotoJacquelin ESPA MAST 2017Document217 pagesRazafindrakotoJacquelin ESPA MAST 2017ABINAPas encore d'évaluation
- التمدد الحضري و الحراك التنقلي في النطاق الحضري لمدينة سطيفDocument11 pagesالتمدد الحضري و الحراك التنقلي في النطاق الحضري لمدينة سطيفhoulahilaPas encore d'évaluation
- Theme 2 Le Vivant Sa Diversite Et Les Fonctions Qui Le Caracterisent ProgrammeDocument5 pagesTheme 2 Le Vivant Sa Diversite Et Les Fonctions Qui Le Caracterisent ProgrammeAmine AminePas encore d'évaluation
- Les Exercices de La Methode SilvaDocument11 pagesLes Exercices de La Methode Silvaعرفان باهر100% (8)
- Les Mille Visages de L IndianOceanieDocument110 pagesLes Mille Visages de L IndianOceanieAli Abbas100% (1)
- Schema-Cablage-Renault-4 Modeles-1964-1966Document2 pagesSchema-Cablage-Renault-4 Modeles-1964-1966John Baker Silva MoncaleanoPas encore d'évaluation
- Achouri Amira NouhaDocument135 pagesAchouri Amira NouhaEmmanuel AvegnonPas encore d'évaluation
- Gestion Budgétaire: Contrôle BudgetaireDocument25 pagesGestion Budgétaire: Contrôle BudgetaireKhansaa HaroudPas encore d'évaluation
- Organisation Fonctionnelle D'un ProduitDocument2 pagesOrganisation Fonctionnelle D'un ProduitMIMFSPas encore d'évaluation
- 1990 - Jeammaud A. - La Règle de Droit Comme Modèle PDFDocument18 pages1990 - Jeammaud A. - La Règle de Droit Comme Modèle PDFGuyMoquette100% (1)
- Chapitre07.eurocode 8 PDFDocument11 pagesChapitre07.eurocode 8 PDFMohamed HaykelPas encore d'évaluation
- Cahier Des Charges Installation PV SBC 2022Document20 pagesCahier Des Charges Installation PV SBC 2022youssefPas encore d'évaluation
- Chapitre1 Méthodes Et Moyens de Lutte Et Lutte IntégréeDocument6 pagesChapitre1 Méthodes Et Moyens de Lutte Et Lutte Intégréemayline pyramidePas encore d'évaluation
- 3sc ds1Document44 pages3sc ds1wala.ayhemPas encore d'évaluation
- Achar2Bases de Calcul de lEC3Document19 pagesAchar2Bases de Calcul de lEC3Omar OmarPas encore d'évaluation
- Personal SkillsDocument11 pagesPersonal SkillsAgathe GrenonPas encore d'évaluation
- Etude Des Mecanismes de Levage Et de Direction D'Un Pont RoulantDocument59 pagesEtude Des Mecanismes de Levage Et de Direction D'Un Pont Roulantamzal boudjmaamoundherPas encore d'évaluation
- F Bakini, M Touzani, S JerbiDocument26 pagesF Bakini, M Touzani, S JerbiMălina-Ionela CorlătianuPas encore d'évaluation
- Digital Signal ProcessorDocument69 pagesDigital Signal ProcessorFaresPas encore d'évaluation