Vous aimerez peut-être aussi
- TP Cde Des ProcedésDocument9 pagesTP Cde Des ProcedésMBADJOUN DanielPas encore d'évaluation
- Le Moteur Asynchrone: 1. FonctionDocument36 pagesLe Moteur Asynchrone: 1. Fonctionmikaja fitiavana0% (1)
- Cours OptimisationDocument102 pagesCours OptimisationOUMAIMA ELMEJGARIPas encore d'évaluation
- Etude Metallurgique Du Soudage Par Friction MalaxaDocument3 pagesEtude Metallurgique Du Soudage Par Friction MalaxaFarouk RezguiPas encore d'évaluation
- Lecture D - Un Dessin D - EnsembleDocument8 pagesLecture D - Un Dessin D - EnsemblefakherPas encore d'évaluation
- DC 1 Devoir DC G2 CorrectionDocument4 pagesDC 1 Devoir DC G2 CorrectionMed Aymen BensalemPas encore d'évaluation
- Devoir de Synthèse N°1 2015 2016 (MR Baazaoui Abderraouf)Document5 pagesDevoir de Synthèse N°1 2015 2016 (MR Baazaoui Abderraouf)Ahlem Rmida Ben HmidaPas encore d'évaluation
- Devoir Surveille de Dessin Prepa1 Epl Sem1 2022Document7 pagesDevoir Surveille de Dessin Prepa1 Epl Sem1 2022Daniel Ndong OndoPas encore d'évaluation
- E.ramdane+ ZirarDocument97 pagesE.ramdane+ ZirarMENGA MENGA patrickPas encore d'évaluation
- 2-Devoir de Controle N1-2AS-2021.31Document4 pages2-Devoir de Controle N1-2AS-2021.31Youssef Aouadi100% (1)
- Robot Assisté Par Ordinateur Via Une Connexion WifiDocument25 pagesRobot Assisté Par Ordinateur Via Une Connexion WifiWael BadriPas encore d'évaluation
- Moindres CarresDocument25 pagesMoindres CarresBoulehmi NizarPas encore d'évaluation
- Énergie 1Document15 pagesÉnergie 1elie chane100% (1)
- D Synthèse3 2019 1SDocument6 pagesD Synthèse3 2019 1SAdel KmimechPas encore d'évaluation
- 2 Principe de ProgrammationDocument3 pages2 Principe de ProgrammationMido Si CherniPas encore d'évaluation
- Lecon A2-1 - Système CombinatoireDocument9 pagesLecon A2-1 - Système CombinatoireElmokh LassaadPas encore d'évaluation
- TP Initiation Au Fraisage CN PDFDocument9 pagesTP Initiation Au Fraisage CN PDFAymen HssainiPas encore d'évaluation
- Formation SolidWorks 2004Document36 pagesFormation SolidWorks 2004Iadh Triaa100% (2)
- TP Api1-1 MicroLogix1200Document6 pagesTP Api1-1 MicroLogix1200Mohamed RgnPas encore d'évaluation
- MC MblockDocument13 pagesMC MblockMontassar BoujlelPas encore d'évaluation
- PDF LogicseqDocument25 pagesPDF LogicseqYassine FalahPas encore d'évaluation
- Graphe de Montage Et de DémontageDocument8 pagesGraphe de Montage Et de DémontageMohsen LaabidiPas encore d'évaluation
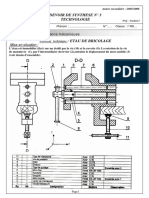
- Dispositif de Serrage PDFDocument6 pagesDispositif de Serrage PDFAyoub Bellame100% (1)
- BT Algorithme LED PDFDocument2 pagesBT Algorithme LED PDFNadia Sahli100% (1)
- Userguide Jeulin MultimetreDocument16 pagesUserguide Jeulin MultimetreAteDopicPas encore d'évaluation
- Poly 1 Cde Séquentielle IcamDocument44 pagesPoly 1 Cde Séquentielle IcamThéo FERNANDEZPas encore d'évaluation
- Devoir de Contrôle N°1 - Technologie - 2ème Sciences (2014-2015) MR Abdallah RaouafiDocument4 pagesDevoir de Contrôle N°1 - Technologie - 2ème Sciences (2014-2015) MR Abdallah RaouafiGassoumi WalidPas encore d'évaluation
- Rapport de TP de MecaniqueDocument8 pagesRapport de TP de MecaniqueHenry JOSIASPas encore d'évaluation
- CH 3 - Roulement 18Document18 pagesCH 3 - Roulement 18simo ockPas encore d'évaluation
- Lave Linge CoursDocument12 pagesLave Linge Courspascal rabiantPas encore d'évaluation
- 01 Analyse Fonctionnelle EXDocument26 pages01 Analyse Fonctionnelle EXjazeraPas encore d'évaluation
- 9595 E2 Bac Pro Microtechniques 2016 Partie 2 Dossier Technique Et RessourceDocument6 pages9595 E2 Bac Pro Microtechniques 2016 Partie 2 Dossier Technique Et RessourceHadi Ben SaïdPas encore d'évaluation
- Activit de ConsolidationDocument4 pagesActivit de ConsolidationRym ShikhrouhouPas encore d'évaluation
- Exercice Etau Pour MVDocument2 pagesExercice Etau Pour MVYoussef YouriPas encore d'évaluation
- Pneu QCM PDFDocument3 pagesPneu QCM PDFYoussef YoussefPas encore d'évaluation
- Sadt 2Document12 pagesSadt 2Armand EssPas encore d'évaluation
- Formation AutocadDocument2 pagesFormation AutocadMohamed LamdiniPas encore d'évaluation
- 01 - TD1-Cotation Fonctionnelle T ImpDocument8 pages01 - TD1-Cotation Fonctionnelle T Impyoucef khenchoulPas encore d'évaluation
- C 12-02Document10 pagesC 12-02mecaniquestiPas encore d'évaluation
- Introduction AutoDocument13 pagesIntroduction AutoAZMPas encore d'évaluation
- Fiche Poste Dir Adj UsspDocument2 pagesFiche Poste Dir Adj UsspAnonymous HGaPQSbLtMPas encore d'évaluation
- Utilisation Logipicv2Document20 pagesUtilisation Logipicv2alyamor100% (1)
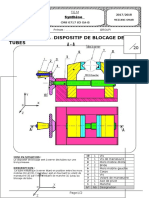
- Devoir de Controle N3-1AS-2014-Blocage Des TubesDocument3 pagesDevoir de Controle N3-1AS-2014-Blocage Des TubesomatrPas encore d'évaluation
- ATC ExercicesDocument42 pagesATC ExerciceskhamissbenzPas encore d'évaluation
- Devoir de Synthèse N°1 - Génie Électrique - 3ème Technique (2012-2013) MR KhiariDocument5 pagesDevoir de Synthèse N°1 - Génie Électrique - 3ème Technique (2012-2013) MR KhiariAbidi NawresPas encore d'évaluation
- Devoir de Synthèse N°1 - Technologie - 1ère AS (2011-2012) MR Boubaker - Hassen PDFDocument6 pagesDevoir de Synthèse N°1 - Technologie - 1ère AS (2011-2012) MR Boubaker - Hassen PDFAmir AbidPas encore d'évaluation
- Cours 2AS Completv1Document58 pagesCours 2AS Completv1MohamedAyoubPas encore d'évaluation
- Compte-Rendu-Final FATIDocument36 pagesCompte-Rendu-Final FATIMOHAMED TAMZAITIPas encore d'évaluation
- Serie Logique 1ereDocument2 pagesSerie Logique 1ereقصص حقيقية واقعيةPas encore d'évaluation
- 06 GrafcetDocument42 pages06 GrafcetEl GhafraouiPas encore d'évaluation
- 16trigo2 PDFDocument3 pages16trigo2 PDFvivianesezinePas encore d'évaluation
- TP N° 2 - Etude Des Circuits Combinatoires (I)Document6 pagesTP N° 2 - Etude Des Circuits Combinatoires (I)Huns Hani YagoubPas encore d'évaluation
- Devoir de Synthese N3-1°as PDFDocument6 pagesDevoir de Synthese N3-1°as PDFWalid BhyPas encore d'évaluation
- TD Combinatoire TsiDocument5 pagesTD Combinatoire TsikamalPas encore d'évaluation
- 2 - Logiciel SolidWorksDocument9 pages2 - Logiciel SolidWorksBusiness 228100% (1)
- TP Introduction À La Fabrication Additive (Enregistré Automatiquement)Document10 pagesTP Introduction À La Fabrication Additive (Enregistré Automatiquement)zehii ghofranPas encore d'évaluation
- Chap 4 PneumatiqueDocument6 pagesChap 4 Pneumatiqueمحمد زينايPas encore d'évaluation
- TD ETAU DE MODELISTE e PDFDocument5 pagesTD ETAU DE MODELISTE e PDFAlexis AlexisPas encore d'évaluation
- Une Serrure CodeeDocument2 pagesUne Serrure CodeeInes RebouhPas encore d'évaluation
- Fiche720t Us3Document20 pagesFiche720t Us3Ka RimPas encore d'évaluation
- Cours 231 M265 E364Document59 pagesCours 231 M265 E364mibokeyPas encore d'évaluation
- TP1 EnonceDocument5 pagesTP1 Enoncedhiflaoui amiraPas encore d'évaluation
- SX302 - Sage ERP X3 Outils Communs - v6 1 SE - Support D'exercicesDocument19 pagesSX302 - Sage ERP X3 Outils Communs - v6 1 SE - Support D'exercicesAli JedidiPas encore d'évaluation
- Devoir 2 Modele 1 Informatique Tronc Commun Semestre 1Document2 pagesDevoir 2 Modele 1 Informatique Tronc Commun Semestre 1ZAHRA FASKAPas encore d'évaluation
- WinRelais-V2 3-Expert 1138Document2 pagesWinRelais-V2 3-Expert 1138Ruth Daniella NianchouPas encore d'évaluation
- Notice Calculette Batiment PDFDocument28 pagesNotice Calculette Batiment PDFBenz AidanPas encore d'évaluation
- Profibus-Dp: Description de L'interfaceDocument75 pagesProfibus-Dp: Description de L'interfacebastaouiiPas encore d'évaluation
- Fascicule TP Web1 2015Document46 pagesFascicule TP Web1 2015Yosra ZaoualiPas encore d'évaluation
- Hyper File Sur Serve Ur WindowsDocument0 pageHyper File Sur Serve Ur Windowsbendjillali youcefPas encore d'évaluation
- InspectionDocument11 pagesInspectionAMAHZOUNE mohamedPas encore d'évaluation
- (Baize 1893) Lexique Latin-FrançaisDocument856 pages(Baize 1893) Lexique Latin-FrançaislingenberriesPas encore d'évaluation
- Structures de Données en C CLDocument61 pagesStructures de Données en C CLAyaPas encore d'évaluation
- CadastreDocument12 pagesCadastreAmine KiratPas encore d'évaluation
- Damancom2 JBSDocument10 pagesDamancom2 JBSComptable IDIR TRADIVPas encore d'évaluation
- Correction TP (Projet Access)Document16 pagesCorrection TP (Projet Access)samibdzPas encore d'évaluation
- Projet SI Lawson&AklimaDocument24 pagesProjet SI Lawson&AklimalawsonPas encore d'évaluation
- Comment Convertir PDF en Word en LigneDocument2 pagesComment Convertir PDF en Word en LigneStevenPas encore d'évaluation
- SSP075 - FR Equipement de Mesure Et de Diagnostic VAS 5051Document35 pagesSSP075 - FR Equipement de Mesure Et de Diagnostic VAS 5051Ninou VivanoPas encore d'évaluation
- Guide Utilisateur PorteauDocument170 pagesGuide Utilisateur Porteausosi2020100% (1)
- Jeu 21Document12 pagesJeu 21monsieur.moreauPas encore d'évaluation
- SAUVEGARDEDocument6 pagesSAUVEGARDEBrice LetutourPas encore d'évaluation
- Mcps 8156 Aaaaa 01Document106 pagesMcps 8156 Aaaaa 01mhamed bouhaikPas encore d'évaluation
- Developpement WebDocument70 pagesDeveloppement Weberic kouadioPas encore d'évaluation
- Word Excel PowerpointDocument97 pagesWord Excel PowerpointibrahimsaiddelPas encore d'évaluation
- Cours 0 ManSSI 20-02-2024Document80 pagesCours 0 ManSSI 20-02-2024Cheikh Moussa Dione KandéPas encore d'évaluation
- Système D'exploitationDocument11 pagesSystème D'exploitationEL HARRAK MouadPas encore d'évaluation
- Aux - Enfants - Conseils Pratiques Sur La Communion - 48 PáginasDocument55 pagesAux - Enfants - Conseils Pratiques Sur La Communion - 48 PáginasJonadabe RiosPas encore d'évaluation
- Cours Tablespace AdminBDOracleDocument28 pagesCours Tablespace AdminBDOracleJihane KhalladPas encore d'évaluation
- The Most Complete Starter Kit For UNO V1.0.19.09.18-FrançaisDocument217 pagesThe Most Complete Starter Kit For UNO V1.0.19.09.18-FrançaisMªJose PérezPas encore d'évaluation
- Mariage SanssoucisDocument18 pagesMariage SanssoucisManuel Ramos SalasPas encore d'évaluation