Académique Documents
Professionnel Documents
Culture Documents
47a11 Fiche Dinfo Aluminium p1 General PDF
Transféré par
HajùrasHajarBenzaroualTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
47a11 Fiche Dinfo Aluminium p1 General PDF
Transféré par
HajùrasHajarBenzaroualDroits d'auteur :
Formats disponibles
CAHIER IBS
ALUMINIUM, LE MATRIAU DE LAVENIR
NOTICE DINFORMATION SUR LALUMINIUM 1RE PARTIE
Le soudage de laluminium et des alliages daluminium
nest pas difficile; il est tout simplement diffrent du
soudage de lacier inoxydable ou de lacier.
Si on prend les prcautions appropries et si on suit les
rgles, le soudage se fait sans problmes.
Cet article donne des informations gnrales sur
laluminium et traite des problmes qui peuvent
apparatre lors du soudage. Un aperu est ensuite
donn sur les diffrents types daluminium et ce, suivant
la classification amricaine et la classification
europenne.
La troisime partie donne un aperu des procds de
soudage pouvant tre utiliss, avec leurs avantages et
leurs inconvnients.
La consommation en aluminium et en alliages daluminium augmente danne en
Par Ir. R. Vennekens, EWE - Institut Belge de la Soudure anne. Cette hausse se marque principalement dans le secteur du transport et de
Ing. B. Verstraeten, IWE - Institut Belge de la Soudure lautomobile (Toute doc. Marc Martens)
Ing. K. Broeckx, EWE - Institut Belge de la Soudure
(Traduction: M.C. Ritzen - Institut Belge de la Soudure)
POURQUOI APPLIQUER danne en anne dans tous les atmosphriques, la corrosion par sont plus faibles et le matriau est
LALUMINIUM? secteurs. Cette hausse se marque leau de mer et de nombreux moins rigide que lacier (module
principalement dans le secteur du acides oxydants. La rsistance la dlasticit plus faible). Pour une
Laluminium apparat le plus dans transport et de lautomobile. corrosion dpend de lalliage mme section et une mme charge,
lcorce terrestre, aprs le silicium. Laluminium est un matriau trs choisi et dpend galement du laluminium flchira trois plus que
Le minerai daluminium se prsente lger mais trs rsistant quand il est type denvironnement dans lequel lacier.
sous forme de bauxite. La alli du Mg, Mn, Si, Cu et Zn. lalliage est appliqu. Le poids spcifique de laluminium
consommation en aluminium et en Les alliages daluminium sont trs Si on compare laluminium (2,79 g/cm3) est trois fois plus petit
alliages daluminium augmente rsistants aux influences lacier, les proprits mcaniques que celui de lacier (7,8 g/cm3).
On peut avoir une construction en
aluminium 50% plus lgre quen
Fig. 1: On peut avoir une construction en aluminium 50% plus lgre quen acier acier (fig. 1).
De plus, laluminium ne se fragilise
pas basse temprature.
Un point positif trs important:
laluminium peut tre recycl, ce
qui en fait un matriau cologique.
DOMAINES
DAPPLICATION DE
LALUMINIUM
Les domaines dapplication de
laluminium sont entre autres:
constructions: ponts, poteaux
dclairage, panneaux de
circulation, planchers, ponts, ...
transport: remorques de camions,
lments de carrosserie, lments
de moteurs, construction arienne
et navale, containers, applications
spatiales, ...
quipements lectriques et
lectroniques, conducteurs de
courant, cbles, ...
industrie chimique, industrie
alimentaire et agricole, rservoirs,
conduites, changeurs de chaleur,
applications cryogniques, ...
construction de logements,
lments de faades, fentres,
portes, ...
XX Mtallerie 47 Mars 2003 MET47A11 /Versie # 3 Mtallerie 47 Mars 2003 XX
CAHIER IBS
articles de mnage et de bureau,
appareils mnagers, ...
emballage: botes et films
PROPRITS PHYSIQUES
DE LALUMINIUM
IMPORTANTES POUR LE
SOUDAGE
Comme on la dj dit, le
soudage de laluminium et de ses
alliages est diffrent du soudage
de lacier.
Laluminium est couvert dune pellicule
doxydes qui se forme spontanment
au contact de lair. Cette pellicule
doxydes a un point de fusion de
2050C environ. Le point de fusion
de laluminium pur nest que de
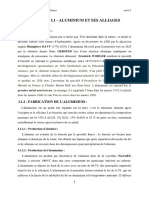
658C. Les alliages daluminium ont Fig. 2: Exemple dune soudure poreuse
un intervalle de fusion: pour la
plupart des alliages daluminium
soudables, celui-ci se situe entre 575 le soudage, malgr le point de lapparition de porosits. soigneusement le mtal de base
et 655C. fusion beaucoup plus faible de La pellicule doxydes daluminium lendroit de la soudure et aux
Lorsque la temprature augmente, laluminium par rapport lacier, qui se forme spontanment, est trs environs de la soudure. Ce
lpaisseur de la couche doxyde est cependant plus leve que pour hygroscopique. Cette humidit se nettoyage est galement ncessaire
augmente rapidement. Cette couche le soudage de lacier. Pour le dcompose dans larc en pour le fil de soudage (mtal
doxydes ne peut tre limine que soudage de laluminium, on a hydrogne et oxygne. Loxygne dapport).
par voie mcanique, chimique ou besoin de 20% de chaleur en plus ne donne pas lieu des porosits. La graisse peut galement tre une
sous laction de larc de soudage. que pour le soudage de lacier. Lhydrogne est dix-neuf fois plus source dhydrogne.
Comme loxyde daluminium est plus La pellicule doxydes (Al2O3) soluble dans laluminium liquide Sources dhydrogne
lourd que le mtal mme, des qui a un point de fusion lev, est que dans laluminium solide. Par Lhydrogne qui se dissout dans le
particules doxyde peuvent senfoncer galement un isolant. Surtout dans consquent, durant la solidification, bain de fusion est atomique et
dans le bain de soudage et former des pices anodises, cette cet hydrogne schappe, ce qui apparat dans larc. Lhydrogne
ainsi des inclusions dans la soudure. pellicule doxydes est paisse et donne des soudures poreuses (fig. apparat rarement sous forme de
Un grand problme lors du peut rsister une tension denviron 2). Afin dobtenir des soudures molcule de gaz dans le gaz de
soudage de laluminium est que celui- 400 V. Si on place donc la prise exemptes de porosits, il faut protection sauf si le choix du gaz
ci fond sans quil y ait de de masse sur une telle couche liminer la pellicule doxydes avant est erron. Lhumidit et les
modification de couleur! Le point de doxydes, cela donnera le soudage, soit par voie chimique hydrocarbures qui se trouvent dans
fusion ne sannonce donc pas par certainement des problmes de (dcapage), soit par voie le gaz de protection, vont
une variation de la couleur et pour soudage. Afin dviter ce type de mcanique (meulage, fraisage, ...). partiellement se dcomposer dans
des soudeurs non expriments, le Il faut ensuite souder dans les larc. Lhydrogne atomique ainsi
matriau seffondre soudainement. quatre heures qui suivent car la cr peut se dissoudre dans le bain
De plus, laluminium a un UN GRAND PROBLME LORS DU pellicule doxydes se reforme de fusion. Pour limiter et/ou viter
coefficient de dilatation (23.10-6 SOUDAGE DE LALUMINIUM EST spontanment au contact de lair. les porosits, il faut empcher la
mm/mmC) environ deux fois plus Une autre solution pour liminer dissolution de lhydrogne et toutes
QUE CELUI-CI FOND SANS QUIL
lev que celui de lacier (12.10-6 cette humidit est de prchauffer ou les sources dhumidit et
mm/mmC). Mais comme le point Y AIT DE MODIFICATION DE de diminuer lhumidit de lair dhydrocarbures doivent tre
de fusion est beaucoup plus faible, COULEUR! (asschement de lair ambiant). limines. Ces sources sont:
la dformation reste limite. On Cette dernire solution est trs Humidit:
peut la comparer la dformation onreuse. Elle a t applique - air ambiant humide qui sintroduit
obtenue quand on soude lacier. problme, il vaut mieux dbarrasser avec succs, il y a quelques dans le gaz de protection
Un autre problme est la laluminium de cette couche annes, dans un trs grand atelier - humidit condense sur une pice
conductibilit thermique leve de doxydes lendroit o la prise de en Wallonie. Les lments souder froide
laluminium. Celle-ci est environ masse peut tre situe. avaient t dbarrasss de la - oxydes daluminium
cinq fois plus leve que celle de pellicule doxydes, par voie hygroscopiques sur les bords de la
lacier. La chaleur ncessaire pour DFAUTS DANS LES chimique, avant le soudage. soudure
SOUDURES: POROSITS (Fig. 2: Exemple dune soudure - eau froide dune torche de
poreuse) soudage non tanche
Tableau 1: La relation entre le point de Le problme le plus important lors Afin de diminuer ou viter le risque - infiltration dair dans un systme
rose et la concentration en humidit du soudage de laluminium est de porosits, il faut nettoyer de distribution de gaz
- diffusion dhumidit par les tuyaux
flexibles
Tableau 2: Permabilit de divers matriaux de tuyaux pour lhumidit et loxygne Hydrocarbures (huile et graisse):
- impurets sur les bords de la
soudure par des mises en oeuvres
- huile venant doutil sous pression
- graisse des mains ou des gants
Il y donc plusieurs causes possibles
de porosits.
Il est toujours bon dliminer ces
sources lendroit o on travaille.
Un joint bien prpar est ltape la
plus importante pour souder
laluminium avec succs.
Mais mme avec des bords nets,
des porosits peuvent apparatre
XX Mtallerie 47 Mars 2003 MET47A11 /Versie # 3 Mtallerie 47 Mars 2003 XX
CAHIER IBS
Fig. 3 & 4: Coupe dune soudure. Pour
une teneur en silicium de 0,8% de la
soudure (surface A + B dans la fig. 3) ou
une teneur en magnsium de 1,2% de la
soudure, on aura une sensibilit la
fissuration maximale (Fig. 3)
durant le soudage quand on ne lhumidit venant du gaz de variations de tempratures. Un film dazote sec. Ces mesures semblent
soude pas dans les quatre heures protection. dhumidit se dposera lintrieur exagres mais sans celles-ci, on
aprs la prparation. La pellicule Une des recommandations pour les du tuyau de gaz. Ceci sappelle aura toujours une augmentation de
doxydes se forme spontanment gaz de protection est que le point ladsorption. Si cette torche de la teneur en humidit de 50 ppm.
au contact de lair et lhumidit de rose doit tre de - 40 C ou soudage est ensuite utilise, cette Diffusion:
augmente dans cette pellicule. infrieur. Cest un conseil inutile car humidit provoquera une forte La diffusion de lhumidit par les
Cette humidit mne des largon ayant un point de rose augmentation de la teneur en tuyaux souples se fait avec la
porosits. Lhumidit ne peut tre suprieur - 60 C nest pas humidit dans le gaz de protection. plupart des matriaux de tuyaux.
limine que par chauffage ou par disponible. La relation entre le Juste aprs un certain temps de Cette diffusion se fait en trois
limination des oxydes. Faire un point de rose et la concentration rinage, une teneur en humidit tapes:
traitement le soir pour souder le en humidit est intressante comparable celle de la bouteille les molcules de gaz se
lendemain est tout fait connatre (Tableau 1: Relation entre sera atteinte condition quil ny dissolvent dans le matriau des
dconseill. le point de rose et la ait pas de diffusion dhumidit par tuyaux du ct de la pression de la
Souder directement des lments concentration en humidit) les tuyaux (voir point suivant). vapeur partielle la plus leve,
froids en aluminium posera Bien souvent, le gaz entre en Cette teneur leve en humidit donc du ct extrieur
certainement des problmes dus contact avec lhumidit entre la aprs le dbut du soudage est les molcules de gaz diffusent au
lhumidit sur les pices. Quand on bouteille et la torche. Il est rare grandement responsable des travers du matriau des tuyaux vers
stocke, par ex., des pices dehors davoir la mme qualit dargon problmes de porosits; ainsi, lintrieur du tuyau
en hiver, il faudra dabord les venant de la torche de soudage aprs des nuits froides ou aprs le les molcules de gaz
acclimater avant de les souder. que dans la bouteille. La cause en week-end, des porosits schappent du matriau du tuyau
Lusinage de laluminium doit se est la condensation, diffusion ou apparatront dans les premires lintrieur du tuyau.
faire sec, sans liquide de infiltration dhumidit dans le soudures. Le soudeur expriment Mme quand le matriau nest pas
refroidissement. systme de distribution de gaz. sait cela et il rincera sa torche avec poreux, ce processus peut se
Quand les pices souder sont Adsorption: de largon durant 10-15 minutes produire. Cette diffusion se fera lors
trop grandes pour les dgraisser Dans la technologie du gaz existe environ. dune ventuelle surcharge dans le
dans un bain, elles doivent tre une grande crainte de pollution par Une meilleure solution plus pratique tuyau. galement par de petites
dgraisses localement avec un lhumidit. En raison de son point est de ranger les torches, aprs fissures ou mauvais raccords, le
dissolvant appropri et il faut veiller lev de condensation, lhumidit travail, dans une armoire chauffe gaz de latmosphre diffusera vers
ce quelles nentrent pas en condense se laisse trs et de scher le tuyau dans la lintrieur du systme de distribution
contact avec de lhuile et/ou de la difficilement liminer. Si une torche torche. de gaz. La diffrence dans la
graisse. de soudage ou un tuyau de gaz Pour un travail de trs haute pression de la vapeur partielle est
Si, malgr les prcautions prises, nest pas utilis pendant un certain qualit, il est mme conseill de ici la force agissante. Tous les
apparaissent encore des porosits, temps, il y aura de la condensation rincer la torche de soudage en matriaux de tuyaux ne sont pas
elles ne peuvent tre dues qu de dhumidit dans les tuyaux due aux continu avec une petite quantit permables aux gaz de la mme
faon. Ceci peut tre exprim par
un coefficient de permabilit. Plus
Fig. 5: Exemple dune fissure la solidification au coeur dune soudure TIG aluminium (alliage extrud avec 0,8% Si) ce coefficient est lev, plus le
matriau est permable au gaz. Le
coefficient de permabilit ne vaut
que pour un seul gaz. Il peut donc
arriver quun tuyau laisse passer
beaucoup doxygne mais peu
dhumidit, comme le Tflon. Pour
laluminium, il faut se soucier
principalement de lhumidit. Le
tableau 2 reprend le coefficient de
permabilit de divers matriaux
de tuyaux.
Le PVC est actuellement le matriau
le plus utilis pour les tuyaux. Le
butadine-styrne est le matriau de
tuyaux pour oxygne et est fort
utilis pour allonger les tuyaux. Il
semble donc que pour le soudage
de laluminium, on utilise souvent le
mauvais matriau. Un
remplacement par du Tflon ou
XX Mtallerie 47 Mars 2003 MET47A11 /Versie # 3 Mtallerie 47 Mars 2003 XX
CAHIER IBS
fissuration chaud. Pour ce faire,
- on adaptera la prparation du
joint et on limitera la dilution
- on vitera le bridage
- on tendra vers une vitesse de
refroidissement leve afin de
limiter les sgrgations au milieu de
la soudure
- on choisira une squence de
soudage approprie.
Le choix du mtal dapport dpend
de la composition du mtal de
base en tenant compte de la
dilution obtenue. Celle-ci dpend
de la prparation du joint, du
procd de soudage et de la
procdure de soudage suivie.
En pratique, on choisit souvent un
mtal dapport gal ou suprieur
au mtal de base afin de diminuer
la sensibilit la fissuration et
dobtenir une rsistance la
traction de la soudure gale ou
suprieure celle du mtal de
base.
Fig. 6: Coupe dune fissure la solidification La dilution est dfinie par:
Surface B
x 100 (%)
Surface (A + B)
encore mieux par du polythylne Nettoyage chimique: tuyaux et de la torche nentre en (Fig. 3: Coupe dune soudure)
afin de maintenir une teneur en Une solution dhydroxyde de contact avec latmosphre de larc. Il Dilution:
oxygne basse, est fortement sodium (NaOH) peut tre utilise est donc conseill de rincer les lignes Si on choisit mal le mtal dapport
recommand du point de vue des comme bain de dcapage mais dalimentation de gaz durant une en fonction du mtal de base, des
porosits. Le soudage avec des doit tre suivie dun rinage dans heure au moins avec le gaz de fissures apparatront toujours. Pour
tuyaux en caoutchouc et PVC, de une solution de 5-10% dacide protection sec pour des travaux de une teneur en silicium denviron
par leur permabilit leve, nitrique (HNO3) et de leau propre soudage de trs haute qualit. 0,8% de la soudure (surface A + B
provoquera lapparition dhumidit afin dliminer les produits de dans la fig. 3) ou une teneur en
dans le systme de distribution de raction la surface. Durant le FISSURATION CHAUD: magnsium de 1,2% de la
gaz, sans parler de laccumulation soudage larc, lintroduction de soudure, on aura une sensibilit
dhumidit au repos. lair dans le gaz de protection doit Influence de la teneur en la fissuration maximale (Fig. 4).
Infiltration: tre vite afin de garantir la magnsium (Mg) et silicium (Si) sur Quand, par ex., on soude un
En plus des fissures et des mauvais protection gazeuse. Il faut protger la fissuration: alliage daluminium ayant une
raccords, linfiltration de lair joue, lenvironnement de la soudure des Sensibilit la fissuration du teneur de 0,8% Si, sans mtal
galement un rle. Des raccords courants dair. mtal dpos dapport, des fissures apparaissent
uss, des tuyaux non tanches ou Pour des travaux de soudage de trs Le choix correct du mtal dapport certainement. La fissure apparat au
des fissures dans le tuyau peuvent haute qualit, il faut veiller ce et de la procdure de soudage milieu de la soudure et suit le sens
rapidement contribuer quaucune vapeur deau venant des peut fortement diminuer le risque de du soudage (fissuration chaud).
lencrassement du systme de Quand, par ex., on soude de
distribution de gaz. La ralisation laluminium pur avec un mtal
rgulire dun essai dtanchit en Fig. 7: Exemple dune fissure de cratre typique dapport AlMg3 (3% Mg) avec le
mettant le systme sous pression est procd de soudage MIG, la
obligatoire lors du soudage de dilution (dans des conditions
laluminium. Afin de contrler le normales) peut tre estime 30%.
systme de distribution de gaz, il On obtient ainsi une soudure ayant
faut rgulirement, de prfrence une teneur en Mg de 2,1% environ
journellement, comparer la quantit et on naura aucun problme de
de gaz venant de la torche avec la fissuration chaud.
valeur indique sur le dtendeur. Cependant, si on soude en MIG
Une diffrence est inacceptable, un matriau AlMg3 avec un fil Al
surtout dans le cas de laluminium. pur (avec 30% de dilution), on
La cause doit tre dtecte obtient alors une soudure ayant une
directement. teneur en Mg de 0,9% et le risque
Dgraissage: de fissuration chaud est trs
Limmersion ou le rinage avec un lev!!
dissolvant ou le frottement avec des Puret
toffes de coton propres avec des - Il faut viter lhumidit et la graisse
dissolvants organiques sont des (loxyde daluminium est
mthodes appropries pour hygroscopique)
llimination de la graisse, huile, - Avec un fil de soudage sale
impurets ou particules sur la (soudage MIG), une grande
surface du matriau. quantit dimpurets, lors de
Nettoyage mcanique: vitesses de dpt leves, entrera
Le nettoyage avec des brosses dans le bain de fusion (porosits!)
rotatives en acier inoxydable, le - Afin de maintenir au minimum le
raclage ou le limage sont de rapport oxyde/dpt, un fil de
bonnes mthodes pour liminer les diamtre aussi grand que possible
oxydes et les impurets la sera utilis.
surface. Le dgraissage doit Le fil dapport en aluminium doit
toujours se faire avant le nettoyage galement tre trait avec le plus
mcanique. grand soin:
XX Mtallerie 47 Mars 2003 MET47A11 /Versie # 3 Mtallerie 47 Mars 2003 XX
CAHIER IBS
- conserver dans un endroit sec FISSURATION LA (souvent de la srie 4xxx ou 5xxx). et qui sait les viter, peut sans
(viter la formation de SOLIDIFICATION Cependant, linconvnient de cette conteste tre considr comme un
condensation) pratique est que la soudure a spcialiste!
- maintenir lemballage ferm Les fissures la solidification souvent une rsistance moindre que
jusqu utilisation apparaissent dans les soudures celle du mtal de base qui ne peut COLLAGES - MANQUES
- ne pas toucher le fil mains nues daluminium cause dune pas tre amliore par un DE FUSION
- veiller ce que le mcanisme combinaison de tensions de retrait traitement thermique aprs
dentranement du fil napporte pas transversales leves la suite dun soudage. Les cordons doivent Les collages peuvent tre dus un
dimpurets coefficient lev de dilatation (deux galement tre suffisamment pais apport calorifique trop faible ou
- conserver le reste du fil dans son fois plus grand que lacier) et la afin davoir une section suffisante une teneur en oxygne trop leve
emballage, aprs soudage. suite dun retrait important la pour pouvoir rsister aux tensions dans larc.
Lexprience pratique montre quun solidification (environ 50% plus de retrait dans la phase de Lapport calorifique est li au
fil vieux de plus de trois ans, peut solidification et de refroidissement. procd. Ceci signifie (dans des
donner lieu des problmes de De plus, les tensions peuvent tre conditions normales comme par ex.
soudage! LES TENSIONS PEUVENT TRE contres par une prparation du soudage temprature ambiante
La fissuration chaud peut CONTRES PAR UNE joint approprie, une ouverture sans prchauffage) que le choix du
galement apparatre dans la zone adquate et une bonne squence procd de soudage est dtermin
PRPARATION DU JOINT
influence thermiquement quand de soudage. Les fissures en fin de par lpaisseur du matriau
des films liquides se forment APPROPRIE, UNE OUVERTURE cratre peuvent tre vites en (fig. 8). o
partir de laluminium faible point ADQUATE ET UNE BONNE alimentant en fil jusquau bout lors
de fusion et se dposent sur les SQUENCE DE SOUDAGE du soudage TIG. Une autre
joints de grains. technique consiste faire marche
La cohsion du matriau est ainsi arrire la fin de la soudure et
perdue et les grains scartent les lev que lacier). Les fissures la sarrter sur le cordon de soudure. BIBLIOGRAPHIE
uns des autres sous linfluence des solidification apparaissent
tensions de retrait. principalement au coeur de la MAUVAIS ASPECT NIL - Laskennis opgefrist
Les alliages traits thermiquement soudure tant durant la solidification EXTRIEUR Traduction de Job knowledge for
de la srie 6xxx, 7xxx et 8xxx sont que juste aprs (fig. 5 et 6). Welders de TWI Connect par
surtout trs sensibles ce type de Les fissures de cratre (fig. 7 ) Un mauvais rglage des Co van der Goes, Rdaction
fissuration. Le risque de ce type de appartiennent galement cette paramtres sur lappareil de Lastechniek
fissuration peut tre diminu en catgorie. soudage et une visibilit et aptitude Understanding Aluminium
appliquant un mtal dapport ayant Les causes principales de fissuration insuffisante du soudeur peuvent Alloys
un intervalle de fusion plus petit la solidification sont: engendrer trs facilement des Welding Journal, avril 2002, pp.
que celui du mtal de base; ainsi - mtal dapport inappropri pour dfauts tels que: manques de 77-80
les alliages 6xxx sont souds avec le mtal de base liaison, pntration insuffisante, Aluminiumcentrum (Nederland)
des mtaux dapport 4xxx. Ces - forme dfavorable de la soudure caniveaux, manques dpaisseur et Het lassen van aluminium (I)
mtaux dapport 4xxx ne peuvent - soudure o le retrait est empch surpaisseurs. La conductibilit Algemeen
pas tre appliqus pour des en raison de la rigidit des thermique leve de laluminium et Het lassen van aluminium (II) TIG-
mtaux de base haute teneur en lments de construction. la rapidit de solidification du bain lassen
Mg (comme le 5083) en raison de Le risque de ce type de fissuration de fusion en combinaison avec la Het lassen van aluminium (III)
la formation dun alliage de peut tre rduit en appliquant des prsence dventuels restes MIG-lassen
magnsium sur la ligne de fusion mtaux dapport ayant une doxydes rendent les alliages Het lassen van aluminium (IV)
qui diminue fortement la tnacit et rsistance leve la fissuration, daluminium trs sensibles aux Weerstandslassen
augmente la sensibilit la ayant une composition fort dfauts susnomms. Un soudeur Fouten bij het lassen van
fissuration chaud et froid. diffrente du mtal de base daluminium qui connat ces dfauts aluminium en hoe ze te
voorkomen
R. Vennekens,
Fig. 8: Lapport calorifique est li au procd. Ceci signifie que le choix du procd de soudage est dtermin par lpaisseur du Lastijdschrift/Revue de la Soudure
matriau 3/2000, pp. 4-13
Slimme constructie werkt
kostenbesparend
H. Lammertz, H. Brantsma, EWE,
Aluminium 4/98, pp. 27-29
Combinatie van laser en
plasmaboog
Lastechniek, novembre 1998,
pp. 9-12
Lasmetallurgie der metalen
buiten het ijzer
Prof. dr.ir. E. Wettinck,
Laboratoire Mtallurgie Non
Ferr., RUG
Welding Handbook Vol. 3, part
1, Materials and Applications,
8th Ed., 1996
American Welding Society, pp.
1-120
Het lassen van aluminium en
aluminiumlegeringen
R. De Mulder (ESAB) -
Confrences Technologiques IBS
Het lassen van aluminium en
aluminiumlegeringen
R. Vennekens, B. Verstraeten
BIL Workshops 2000
Porositeit bij het lassen van
aluminium - Technische
Gegevens
XX Mtallerie 47 Mars 2003 MET47A11 /Versie # 3 Mtallerie 47 Mars 2003 XX
Vous aimerez peut-être aussi
- Technologie de l’acier: Les Grands Articles d'UniversalisD'EverandTechnologie de l’acier: Les Grands Articles d'UniversalisPas encore d'évaluation
- Exposer CHARPENTE METALIQUEDocument19 pagesExposer CHARPENTE METALIQUEtarektnt7000Pas encore d'évaluation
- Abderscripd 5 PDFDocument111 pagesAbderscripd 5 PDFAbderraouf KamelPas encore d'évaluation
- L'aluminiumDocument13 pagesL'aluminiumAmirPas encore d'évaluation
- Aluminium Et AlliagesDocument11 pagesAluminium Et AlliagesBaligh TrabelsiPas encore d'évaluation
- L'aluminium Dans Le BTPDocument43 pagesL'aluminium Dans Le BTPSamer BousabaPas encore d'évaluation
- Chapitre 4 Designation Des MateriauxDocument12 pagesChapitre 4 Designation Des Materiauxben salem NaofelPas encore d'évaluation
- Alliages DaluminiumDocument26 pagesAlliages Daluminiumnesrine derPas encore d'évaluation
- M02 L'Aluminium Dans Le Bâtiment-BTP-MADocument45 pagesM02 L'Aluminium Dans Le Bâtiment-BTP-MAbouraada86% (7)
- Chapitre I - Le Matériau Acier - 2019Document51 pagesChapitre I - Le Matériau Acier - 2019Miss VlogsPas encore d'évaluation
- Aluminium CoursDocument8 pagesAluminium CoursGames Player100% (1)
- Orca Share Media1664915008193 6983159678527126248Document54 pagesOrca Share Media1664915008193 6983159678527126248Fouzi FûpĩPas encore d'évaluation
- Alliages D'aluminium Utilisés en BTPDocument33 pagesAlliages D'aluminium Utilisés en BTPnouhaila mahmahPas encore d'évaluation
- L Aluminium EleveDocument6 pagesL Aluminium ElevegastronomicaPas encore d'évaluation
- AlluminiumDocument27 pagesAlluminiumFinoana niainaPas encore d'évaluation
- Aluminium Et AlliagesDocument11 pagesAluminium Et AlliagesredaPas encore d'évaluation
- Al Et AlliageDocument19 pagesAl Et AlliageIlyass RetouanePas encore d'évaluation
- Alliage en Aw 1050Document13 pagesAlliage en Aw 1050alex DjongangPas encore d'évaluation
- Graissage Almelec PDFDocument8 pagesGraissage Almelec PDFBenaissa MouradPas encore d'évaluation
- L Aluminium ProfDocument6 pagesL Aluminium ProfJujo BugaPas encore d'évaluation
- Alliage de CuivreDocument9 pagesAlliage de CuivreAb DouPas encore d'évaluation
- AluminiumDocument2 pagesAluminiumedouard KABOREPas encore d'évaluation
- Alcoa Endural FR PDFDocument8 pagesAlcoa Endural FR PDFOlivier IschiPas encore d'évaluation
- 23-24 - Charpente Métallique-AmDocument45 pages23-24 - Charpente Métallique-AmSaint Mathieu GONTOPas encore d'évaluation
- Cours CM V2020Document32 pagesCours CM V2020Medlemine AghrabattPas encore d'évaluation
- Aluminium Et AlliagesDocument5 pagesAluminium Et AlliagesJean-Baptiste CocherelPas encore d'évaluation
- Sujet N°2Document20 pagesSujet N°2Zaki ChekirebPas encore d'évaluation
- Poster (TP Ceramique Et Verre) Finit + BibliographieDocument1 pagePoster (TP Ceramique Et Verre) Finit + BibliographieboumezranehakimPas encore d'évaluation
- 1 AluminiumDocument29 pages1 AluminiumsaidPas encore d'évaluation
- Aluminium Garba TraoréDocument27 pagesAluminium Garba TraoréGarbaPas encore d'évaluation
- Fiche Technique 39 Comportement Aluminium Contact Autres Metaux Dans Batiment 74Document3 pagesFiche Technique 39 Comportement Aluminium Contact Autres Metaux Dans Batiment 74PERRINPas encore d'évaluation
- Preparation Metallographique de L Aluminium Et Des Alliages D AluminiumDocument6 pagesPreparation Metallographique de L Aluminium Et Des Alliages D Aluminiumالحسن عارفPas encore d'évaluation
- Revêtements Non MétalliquesDocument5 pagesRevêtements Non MétalliquesOualidPas encore d'évaluation
- Alliages Non FereuxDocument8 pagesAlliages Non FereuxBeki DabalambiPas encore d'évaluation
- Materiaux Utilisés en ChaudronnerieDocument22 pagesMateriaux Utilisés en ChaudronnerieAlex FezeuPas encore d'évaluation
- Science Des Materiaux Tome 2 PDFDocument412 pagesScience Des Materiaux Tome 2 PDFSouadHadjadj100% (1)
- Traitements de Surface Aluminium - FinalDocument104 pagesTraitements de Surface Aluminium - FinalMadani MecheriPas encore d'évaluation
- Mini Projet PDFDocument53 pagesMini Projet PDFMăđjįď MăđjįďPas encore d'évaluation
- Chapitre 1Document52 pagesChapitre 1HOUSSAME NAIMPas encore d'évaluation
- Chapitre 1Document10 pagesChapitre 1Slimane DjebriPas encore d'évaluation
- COURSDocument104 pagesCOURSOlagj Aziz MinaPas encore d'évaluation
- Choix de MatDocument28 pagesChoix de MatJay SlvatrPas encore d'évaluation
- 9 - Chap.I.1 - Aluminium Et Ses Alliages - À Revoir VueDocument17 pages9 - Chap.I.1 - Aluminium Et Ses Alliages - À Revoir VuehacenePas encore d'évaluation
- Aluminium 1Document16 pagesAluminium 1Carmen AdlerPas encore d'évaluation
- AluminiumDocument20 pagesAluminiumZaki ChekirebPas encore d'évaluation
- AM5605Document13 pagesAM5605oussamaPas encore d'évaluation
- RapportDocument40 pagesRapportRayen AbidiPas encore d'évaluation
- Materiaux 2Document4 pagesMateriaux 2Řãnîa SmidaPas encore d'évaluation
- Alu Et Alliage PDFDocument14 pagesAlu Et Alliage PDFguetardPas encore d'évaluation
- Avantage AluDocument4 pagesAvantage AluJamil BOUTALBIPas encore d'évaluation
- Guide Des Solutions Pratiques Corrosion GalvaniqueDocument47 pagesGuide Des Solutions Pratiques Corrosion GalvaniqueMOHAMMED31Pas encore d'évaluation
- CORROSION Protection PDFDocument17 pagesCORROSION Protection PDFMaxime Delbury100% (1)
- A3-BTP-P3 2023 Doc 1 4 Comment Ameliorer L3etancheite A L3airDocument8 pagesA3-BTP-P3 2023 Doc 1 4 Comment Ameliorer L3etancheite A L3airathem boukhmayerPas encore d'évaluation
- Recherche Sous Le Thème:: Université Abdelmalek Essaâdi Faculté Des Sciences Tétouan Département de PhysiqueDocument3 pagesRecherche Sous Le Thème:: Université Abdelmalek Essaâdi Faculté Des Sciences Tétouan Département de PhysiqueSkanderPas encore d'évaluation
- CPI1-INDUS-C-designation Alu-2020-2021Document14 pagesCPI1-INDUS-C-designation Alu-2020-2021Ridha Ben IffaPas encore d'évaluation
- Alu 10Document7 pagesAlu 10Jacqueline ItopPas encore d'évaluation
- Matériaux MéttaliquesDocument7 pagesMatériaux MéttaliquesDjabarou N'SARMAPas encore d'évaluation
- Esdep: Systemes Structuraux: BatimentsDocument19 pagesEsdep: Systemes Structuraux: BatimentssamimontassarPas encore d'évaluation
- Entrepreneuriat Et Céation D'entrepriseDocument68 pagesEntrepreneuriat Et Céation D'entrepriseHajùrasHajarBenzaroualPas encore d'évaluation
- GRH Et Mobilisation Et MotivationDocument22 pagesGRH Et Mobilisation Et MotivationHajùrasHajarBenzaroualPas encore d'évaluation
- Aluminium p1 GeneralDocument5 pagesAluminium p1 GeneralHajùrasHajarBenzaroualPas encore d'évaluation
- Flow Sim Present 2011 FRADocument19 pagesFlow Sim Present 2011 FRAZakaria WasfiPas encore d'évaluation