Vous aimerez peut-être aussi
- Pinacho 200 225 FRDocument46 pagesPinacho 200 225 FRcosiacaPas encore d'évaluation
- Pinacho 200 225 FRDocument46 pagesPinacho 200 225 FRgilmarto0% (1)
- Théorie et pratique du treuil: Treuils fixes et mobilesD'EverandThéorie et pratique du treuil: Treuils fixes et mobilesPas encore d'évaluation
- Manuel OT25020Document23 pagesManuel OT25020GPas encore d'évaluation
- 9.chapitre IiiDocument42 pages9.chapitre IiiKimou BvbPas encore d'évaluation
- Manual Desbrazadora Bomford Con Esquemas HidráulicosDocument51 pagesManual Desbrazadora Bomford Con Esquemas Hidráulicoseliasgolf296Pas encore d'évaluation
- Ernault Somua AC280 Complet PDFDocument38 pagesErnault Somua AC280 Complet PDFdjPas encore d'évaluation
- Per CageDocument27 pagesPer CagebouhinePas encore d'évaluation
- Falcon ManualDocument62 pagesFalcon ManualMuhammed Yusuf KaplanPas encore d'évaluation
- Guide Tech Pose Pierre Agrafee Facade-2014Document12 pagesGuide Tech Pose Pierre Agrafee Facade-2014Etude La FacadePas encore d'évaluation
- Pierre Agrafées: SystèmeDocument12 pagesPierre Agrafées: Systèmemed elhilaliPas encore d'évaluation
- Double E Rouleaux CourbesDocument2 pagesDouble E Rouleaux CourbesSofiane ZemmouriPas encore d'évaluation
- HJFDocument31 pagesHJFyounes CHABILAPas encore d'évaluation
- PIAGGIO X8 User ManualDocument292 pagesPIAGGIO X8 User Manualyoann perezPas encore d'évaluation
- ManuelAtelierT1H 16 12A174.007 Rev00Document50 pagesManuelAtelierT1H 16 12A174.007 Rev00أحمد العابدPas encore d'évaluation
- ACTUADORES BERNARD - Guide Technique SD 101-06 - En+frDocument60 pagesACTUADORES BERNARD - Guide Technique SD 101-06 - En+frGandara ClaugerPas encore d'évaluation
- Ressort Gaz 072014-WebDocument24 pagesRessort Gaz 072014-Webbenoo13Pas encore d'évaluation
- Couple de Serrage DucatiDocument1 pageCouple de Serrage Ducatinicolas.pro.etudePas encore d'évaluation
- DX900 Manuel Ref. 3 Février 2014 Version Française PDFDocument51 pagesDX900 Manuel Ref. 3 Février 2014 Version Française PDFNacer Nacer100% (1)
- DP 3800 - 5800 ReDocument101 pagesDP 3800 - 5800 RevoisinPas encore d'évaluation
- Pinacho Sp165 SP180Document40 pagesPinacho Sp165 SP180hd_serraPas encore d'évaluation
- Dam110 033310200 1049 30062014Document24 pagesDam110 033310200 1049 30062014dafid8088Pas encore d'évaluation
- 810 - 813 - 796 Pompe A Rotor InoxDocument6 pages810 - 813 - 796 Pompe A Rotor Inoxjdvvrgqv9mPas encore d'évaluation
- Manuel Instructions mp1500cnc - 0Document96 pagesManuel Instructions mp1500cnc - 0Saber LeffiPas encore d'évaluation
- Bouyer Plaquette Gamme (Fin)Document8 pagesBouyer Plaquette Gamme (Fin)Laurent Enfield Tricasses0% (1)
- Manuel Démonte Pneu Bem Muller 3636Document32 pagesManuel Démonte Pneu Bem Muller 3636Reynald FarabetPas encore d'évaluation
- Laguna MRMOTK4M PDFDocument75 pagesLaguna MRMOTK4M PDFtriadouPas encore d'évaluation
- Mf-Instructions FrenchDocument2 pagesMf-Instructions FrenchAdony Ndinga NdingaPas encore d'évaluation
- Manuel Station Mp3 500 LT Piaggio Mss 2132179 FRDocument424 pagesManuel Station Mp3 500 LT Piaggio Mss 2132179 FRRACHID EL ARRASPas encore d'évaluation
- MINIBLOC MVAE Réducteur Combiné Roue Et Vis Sans Fin Et Engrenages ParallèlesDocument11 pagesMINIBLOC MVAE Réducteur Combiné Roue Et Vis Sans Fin Et Engrenages Parallèlesyasser hankPas encore d'évaluation
- Manual Renaul 5 TurboDocument210 pagesManual Renaul 5 Turboalvirios100% (3)
- Embrayage: CaractéristiquesDocument2 pagesEmbrayage: CaractéristiquesMobutumutombu MobutuPas encore d'évaluation
- Bio 600 FRA-2Document41 pagesBio 600 FRA-2hadil hamdiPas encore d'évaluation
- Fiche Technique Clapet EquerreDocument3 pagesFiche Technique Clapet EquerremechkourPas encore d'évaluation
- 62 139 460 00 Ed00 RLR 550 - 1500 Année 2000Document26 pages62 139 460 00 Ed00 RLR 550 - 1500 Année 2000Adil KabbajPas encore d'évaluation
- TH 4210 / TH 4210D / TH 4210V / TH 4215D: Toutes Nos Machines Sont Fabriquées Selon Les Normes CEDocument19 pagesTH 4210 / TH 4210D / TH 4210V / TH 4215D: Toutes Nos Machines Sont Fabriquées Selon Les Normes CEquentin.senegasPas encore d'évaluation
- Moteur ABFDocument249 pagesMoteur ABFNikolas DancoisnePas encore d'évaluation
- Bouyer 223-50 (Bis)Document17 pagesBouyer 223-50 (Bis)Laurent Enfield TricassesPas encore d'évaluation
- Antifriction DistribDocument4 pagesAntifriction Distribmenardcharlelie6Pas encore d'évaluation
- Yao Han F300A & F302A Operators ManualDocument24 pagesYao Han F300A & F302A Operators Manualahmed abdoPas encore d'évaluation
- Cincinnati Milacron Pe 10-15-17-20Document30 pagesCincinnati Milacron Pe 10-15-17-20Arnaud VERGUETPas encore d'évaluation
- Tour PDFDocument41 pagesTour PDFAhmed Ben HmidaPas encore d'évaluation
- fd55mf Notice TechniqueDocument22 pagesfd55mf Notice TechniqueJose Manuel ReyesPas encore d'évaluation
- S07 Poclain Multidisk Brakes MS18 BDocument11 pagesS07 Poclain Multidisk Brakes MS18 BMoises GmPas encore d'évaluation
- CLIO 3 - Généralités 3Document31 pagesCLIO 3 - Généralités 3Mister_YPas encore d'évaluation
- Clio V6Document837 pagesClio V6babrancomo100% (2)
- v4 v5 v8 User Manual 240v STD En16500 Rev 15 FraDocument53 pagesv4 v5 v8 User Manual 240v STD En16500 Rev 15 FraAhmed TalebPas encore d'évaluation
- Manuel Kit f3 RSDocument35 pagesManuel Kit f3 RSAudrey MoncourtoisPas encore d'évaluation
- Fiches Techniques KangooDocument1 305 pagesFiches Techniques KangooPhatBeer75% (4)
- Depose Controle Pompe A Huile Moteur CleonDocument4 pagesDepose Controle Pompe A Huile Moteur Cleonawag35579Pas encore d'évaluation
- 13 CarrosserieDocument8 pages13 Carrosseriefloleto3Pas encore d'évaluation
- 15 Maintenance Moteurs MersenDocument14 pages15 Maintenance Moteurs Mersenزايد الأطلسPas encore d'évaluation
- Réservoir de Carburant - DéposeDocument5 pagesRéservoir de Carburant - DéposeelyeszebdaPas encore d'évaluation
- Manuel MotopompeDocument14 pagesManuel MotopompeKABREPas encore d'évaluation
- Appui Technique m22 Accessoires de Transmission de Mouvement EsaDocument37 pagesAppui Technique m22 Accessoires de Transmission de Mouvement EsaMohssin Ben Hammou80% (5)
- Nordnet 7018 PDFDocument20 pagesNordnet 7018 PDFmaxPas encore d'évaluation
- Et Ferrarimt80Document116 pagesEt Ferrarimt80maxPas encore d'évaluation
- Vérification Pointage Inclinaison Kit A4Document20 pagesVérification Pointage Inclinaison Kit A4maxPas encore d'évaluation
- 2019-03-01 Cafe Racer PDFDocument148 pages2019-03-01 Cafe Racer PDFmaxPas encore d'évaluation
- Tele 7 Jeux HS - Fevrier 2019 PDFDocument124 pagesTele 7 Jeux HS - Fevrier 2019 PDFmax0% (1)
- 1chap1 (1) Bétons-GénéralitésDocument5 pages1chap1 (1) Bétons-GénéralitésAbd ElmalikPas encore d'évaluation
- CCF Bac A OrduresDocument3 pagesCCF Bac A OrduresReda DahmanPas encore d'évaluation
- Note de Calcul PoteauDocument15 pagesNote de Calcul PoteauOlivier Rack Royal100% (1)
- Memoire PDFDocument324 pagesMemoire PDFhammouchePas encore d'évaluation
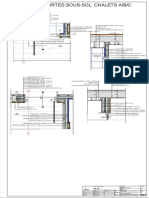
- A10-6 - Détails Portes Sous-SolDocument1 pageA10-6 - Détails Portes Sous-SolAndrei GoganPas encore d'évaluation
- Chapitre VI Bétons Et Pathologies PDFDocument34 pagesChapitre VI Bétons Et Pathologies PDFAbdel Moussa100% (2)
- COMPTE RenduDocument4 pagesCOMPTE Renduۥٰ ۥٰ ۥٰ ۥٰPas encore d'évaluation
- XG 334V1 PDFDocument31 pagesXG 334V1 PDFMario Rodriguez JuradoPas encore d'évaluation
- Différents Acier Pour Le Traitement Thermique - Sarl DassonvilleDocument7 pagesDifférents Acier Pour Le Traitement Thermique - Sarl DassonvilleAyoub BOUFTINIPas encore d'évaluation
- PAMITHERM CI Electronics Datasheet - 0Document1 pagePAMITHERM CI Electronics Datasheet - 0Toto TitiPas encore d'évaluation
- Etude de La Centrale Hydrauliq - IDRISSI JAZOULI Asmaa - 2095 PDFDocument89 pagesEtude de La Centrale Hydrauliq - IDRISSI JAZOULI Asmaa - 2095 PDFmouadPas encore d'évaluation
- II - Alliages Ferreux - Aciers & FontesDocument154 pagesII - Alliages Ferreux - Aciers & FontesTimo ShmittPas encore d'évaluation
- Règlements de Classement - en Vigueur - 12072023Document26 pagesRèglements de Classement - en Vigueur - 12072023DJ MEGAPas encore d'évaluation
- Corrosion Protection PDFDocument5 pagesCorrosion Protection PDFmaraghni_hassine7592Pas encore d'évaluation
- Document 38Document240 pagesDocument 38xxxPas encore d'évaluation
- Monter Etagere Sur Tasseaux PDFDocument4 pagesMonter Etagere Sur Tasseaux PDFKhaled GarrigusPas encore d'évaluation
- Autoclave VerticalDocument2 pagesAutoclave VerticalMarc Teissandier100% (1)
- CourroieDocument16 pagesCourroiemessaoudiPas encore d'évaluation
- La Pose Du Papier-PeintDocument8 pagesLa Pose Du Papier-PeintYassou YasminouPas encore d'évaluation
- Rapport EREP Audit RomainvilleDocument105 pagesRapport EREP Audit RomainvilleStephane AyangmaPas encore d'évaluation
- Calcul Tuyauterie BanidesDocument2 pagesCalcul Tuyauterie BanidesKadourSelloumPas encore d'évaluation
- Les Systemes EtancheiteDocument10 pagesLes Systemes EtancheitemanuelaaaPas encore d'évaluation
- Ec5 2003 Correction Exercices v1Document48 pagesEc5 2003 Correction Exercices v1raphael.dauchez100% (10)
- Nexans Outillage de PR Paration Pour...Document24 pagesNexans Outillage de PR Paration Pour...tekampatrick45Pas encore d'évaluation
- DallageDocument4 pagesDallageRifi MohamedPas encore d'évaluation
- MAROC TUNISIE DA 9 Cartographie DéchetsTextilesDocument61 pagesMAROC TUNISIE DA 9 Cartographie DéchetsTextilesNawfal KettaniPas encore d'évaluation
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesD'EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Weld Like a Pro: Beginning to Advanced TechniquesD'EverandWeld Like a Pro: Beginning to Advanced TechniquesÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Block Printing: Techniques for Linoleum and WoodD'EverandBlock Printing: Techniques for Linoleum and WoodÉvaluation : 4.5 sur 5 étoiles4.5/5 (9)
- Glass Fusing Design Techniques with Powders on Fiber PaperD'EverandGlass Fusing Design Techniques with Powders on Fiber PaperÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Wood-Block Printing: A Description of the Craft of Woodcutting and Colour Printing Based on the Japanese PracticeD'EverandWood-Block Printing: A Description of the Craft of Woodcutting and Colour Printing Based on the Japanese PracticePas encore d'évaluation
- The Big Book of Maker Skills: Tools & Techniques for Building Great Tech ProjectsD'EverandThe Big Book of Maker Skills: Tools & Techniques for Building Great Tech ProjectsÉvaluation : 4 sur 5 étoiles4/5 (6)
- All Sorts of Carpentry Joints: A Guide for the Amateur Carpenter on how to Construct and use Halved, Lapped, Notched, Housed, Edge, Angle, Dowelled, Mortise and Tenon, Scarf, Mitre, Dovetail, Lap and Secret JointsD'EverandAll Sorts of Carpentry Joints: A Guide for the Amateur Carpenter on how to Construct and use Halved, Lapped, Notched, Housed, Edge, Angle, Dowelled, Mortise and Tenon, Scarf, Mitre, Dovetail, Lap and Secret JointsÉvaluation : 5 sur 5 étoiles5/5 (2)
- Essential Guide to the Steel Square: Facts, Short-Cuts and Problem-Solving Secrets for Carpenters, Woodworkers & BuildersD'EverandEssential Guide to the Steel Square: Facts, Short-Cuts and Problem-Solving Secrets for Carpenters, Woodworkers & BuildersPas encore d'évaluation
- Illustrated Cabinetmaking: How to Design and Construct Furniture That Works (American Woodworker)D'EverandIllustrated Cabinetmaking: How to Design and Construct Furniture That Works (American Woodworker)Évaluation : 4 sur 5 étoiles4/5 (10)
- The Practical Gold-Worker, or, The Goldsmith's and Jeweller's Instructor in the Art of Alloying, Melting, Reducing, Colouring, Collecting, and Refining: The Progress of Manipulation, Recovery of Waste, Chemical and Physical Properties of Gold; With a New System of Mixing its Alloys; Solders, Enamels, and Other Useful Rules and Recipes.D'EverandThe Practical Gold-Worker, or, The Goldsmith's and Jeweller's Instructor in the Art of Alloying, Melting, Reducing, Colouring, Collecting, and Refining: The Progress of Manipulation, Recovery of Waste, Chemical and Physical Properties of Gold; With a New System of Mixing its Alloys; Solders, Enamels, and Other Useful Rules and Recipes.Pas encore d'évaluation
- The Village Carpenter: The Classic Memoir of the Life of a Victorian CraftsmanD'EverandThe Village Carpenter: The Classic Memoir of the Life of a Victorian CraftsmanPas encore d'évaluation
- Woodworking on the Farm - With Information on Trees and Lumber, Tools, Sawing, Framing and Various Other Aspects of Farm CarpentryD'EverandWoodworking on the Farm - With Information on Trees and Lumber, Tools, Sawing, Framing and Various Other Aspects of Farm CarpentryPas encore d'évaluation
- The French Polisher's Manual - A Description of French Polishing Methods and TechniqueD'EverandThe French Polisher's Manual - A Description of French Polishing Methods and TechniquePas encore d'évaluation
- Learn to Burn: A Step-by-Step Guide to Getting Started in PyrographyD'EverandLearn to Burn: A Step-by-Step Guide to Getting Started in PyrographyÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Landscape Pyrography Techniques & Projects: A Beginner's Guide to Burning by Layer for Beautiful ResultsD'EverandLandscape Pyrography Techniques & Projects: A Beginner's Guide to Burning by Layer for Beautiful ResultsÉvaluation : 5 sur 5 étoiles5/5 (1)
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisD'EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisÉvaluation : 5 sur 5 étoiles5/5 (1)
- Wood-Block Printing A Description of the Craft of Woodcutting and Colour Printing Based on the Japanese PracticeD'EverandWood-Block Printing A Description of the Craft of Woodcutting and Colour Printing Based on the Japanese PracticePas encore d'évaluation
- Talking Dirty with the Queen of Clean: Second EditionD'EverandTalking Dirty with the Queen of Clean: Second EditionÉvaluation : 5 sur 5 étoiles5/5 (2)
- Simply Wood: 40 Stylish and Easy To Make Projects for the Modern WoodworkerD'EverandSimply Wood: 40 Stylish and Easy To Make Projects for the Modern WoodworkerÉvaluation : 5 sur 5 étoiles5/5 (2)