Vous aimerez peut-être aussi
- Processus de Management de RisquesDocument10 pagesProcessus de Management de Risquesouboutarast abdelkebirPas encore d'évaluation
- Contrat Location Vehicule - CompressedDocument2 pagesContrat Location Vehicule - CompressedAmprestige85Pas encore d'évaluation
- Id RR501 PK49.8 Pont DalotDocument21 pagesId RR501 PK49.8 Pont Dalotichaouillya24Pas encore d'évaluation
- ETUDE - DU - COMPORTEMENT - 2022 - Said ElfezaziDocument27 pagesETUDE - DU - COMPORTEMENT - 2022 - Said Elfezazifati elPas encore d'évaluation
- Catalogue Defauts Acierie PDFDocument17 pagesCatalogue Defauts Acierie PDFYassine ZamzamiPas encore d'évaluation
- Criteres Controle Aspect Surfaces Aluminium AnodiseesDocument7 pagesCriteres Controle Aspect Surfaces Aluminium AnodiseesElctro FusionPas encore d'évaluation
- Soutenance AFE VfinaleDocument51 pagesSoutenance AFE Vfinaleموسى زاويPas encore d'évaluation
- Défaut FonderieDocument2 pagesDéfaut FonderieWalid NASRIPas encore d'évaluation
- Risques Pont en Béton ArméDocument3 pagesRisques Pont en Béton ArméMaroua LHPas encore d'évaluation
- Amdec VentilateurDocument4 pagesAmdec VentilateurOussama TlihaPas encore d'évaluation
- 1 Ere EtapeDocument5 pages1 Ere EtapeNaima BajouPas encore d'évaluation
- Exercice-MRP - Etape 1 (1) CCCCCDocument4 pagesExercice-MRP - Etape 1 (1) CCCCCsalmaPas encore d'évaluation
- Devoir MaintenanceDocument10 pagesDevoir MaintenanceOUMAIMA BAJOUPas encore d'évaluation
- Sgoam: Inspection Detaillee PeriodiqueDocument17 pagesSgoam: Inspection Detaillee Periodiqueichaouillya24Pas encore d'évaluation
- Introduction CND PDFDocument20 pagesIntroduction CND PDFAlemPas encore d'évaluation
- AmdekDocument9 pagesAmdekAmine MohsniPas encore d'évaluation
- 521 Analyse Des Defaillances PDFDocument8 pages521 Analyse Des Defaillances PDFRamzi MansouriPas encore d'évaluation
- AMDEC Et Gestion Des Co TsDocument38 pagesAMDEC Et Gestion Des Co TsOukassou MohamedPas encore d'évaluation
- DiagnosticDocument37 pagesDiagnosticabir bzPas encore d'évaluation
- IshikawaDocument1 pageIshikawanicolasPas encore d'évaluation
- 3195, Laboroute Difficultes Application NDocument116 pages3195, Laboroute Difficultes Application NMorched TounsiPas encore d'évaluation
- 07 - Les DefaillancesDocument5 pages07 - Les DefaillanceshaddadkPas encore d'évaluation
- DéfinitionDocument87 pagesDéfinitionBoumahdy MohamedPas encore d'évaluation
- Walaszek Caracterisation Defauts PDFDocument24 pagesWalaszek Caracterisation Defauts PDFfouadPas encore d'évaluation
- Brainstorming: Définition: DéfinitionDocument86 pagesBrainstorming: Définition: DéfinitionBoumahdy MohamedPas encore d'évaluation
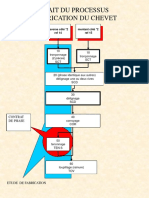
- Extrait Du Processus de Fabrication Du Chevet: 10 Tronçonnage (2 Pièces) SCT 10 Tronçonnage SCTDocument11 pagesExtrait Du Processus de Fabrication Du Chevet: 10 Tronçonnage (2 Pièces) SCT 10 Tronçonnage SCTcccccccccccccccccPas encore d'évaluation
- Couse EffetDocument4 pagesCouse EffetAyoub OufadelPas encore d'évaluation
- 11 - Lionel TurpinDocument10 pages11 - Lionel TurpinHafsa Ikram BadaouiPas encore d'évaluation
- COURS UT2 SpecifiqueDocument74 pagesCOURS UT2 SpecifiqueDëLux OwOPas encore d'évaluation
- Affutage D OutilsDocument43 pagesAffutage D OutilsNS ADPas encore d'évaluation
- ToutDocument36 pagesToutYacoub CheikhPas encore d'évaluation
- Pfe GC 0016 PDFDocument108 pagesPfe GC 0016 PDFsalif saad0% (1)
- CNDDocument73 pagesCNDomar zerrafPas encore d'évaluation
- CORRECTION TD 2 Outils Q Ishikawa UVT CHELLYDocument2 pagesCORRECTION TD 2 Outils Q Ishikawa UVT CHELLYetudiant.mohamedsghaier.massoudPas encore d'évaluation
- AMDECDocument14 pagesAMDECmamoudou dioubatePas encore d'évaluation
- Analyse AMDEC Processus SupportDocument10 pagesAnalyse AMDEC Processus Supportelmehdi bendadaPas encore d'évaluation
- Présentation Suivi Défaut Usinage 5 AxesDocument8 pagesPrésentation Suivi Défaut Usinage 5 AxesamiraPas encore d'évaluation
- Rapport TechniqueDocument1 pageRapport TechniqueakhmdchmaevPas encore d'évaluation
- Méthode AMDEC TS01 TD N 2Document32 pagesMéthode AMDEC TS01 TD N 2Hajji Mohamed KarimPas encore d'évaluation
- Cour de Fabrication Par Usinage 1er Année Inégénieur en Génie Mécanique2018-2019Document97 pagesCour de Fabrication Par Usinage 1er Année Inégénieur en Génie Mécanique2018-2019Sameh BelfkiPas encore d'évaluation
- M2 - Affûtage D'outilsDocument43 pagesM2 - Affûtage D'outilsreda mayPas encore d'évaluation
- Risques PDocument3 pagesRisques PBadr FadolPas encore d'évaluation
- TD 02 - Défauts Et Anomalies - SolutionDocument3 pagesTD 02 - Défauts Et Anomalies - SolutionRiDhA HeZlOuN100% (1)
- SMTM-QLT-11-20 Analyse Des Réclamations Clients Et Actions Correctives V2 10-01-2022Document1 pageSMTM-QLT-11-20 Analyse Des Réclamations Clients Et Actions Correctives V2 10-01-2022Triki WassimPas encore d'évaluation
- Defaut Injection PlastiqueDocument11 pagesDefaut Injection PlastiqueAymane Qarioh100% (1)
- Défauts de Revêtement, Enfoncements, Corrosions, Rayures, Fissures Défauts de ConstructionDocument15 pagesDéfauts de Revêtement, Enfoncements, Corrosions, Rayures, Fissures Défauts de ConstructionGil-Alain EgnakouPas encore d'évaluation
- Chapitre I CNDDocument7 pagesChapitre I CNDali BourenanePas encore d'évaluation
- Cours 2 MIMST M1Document6 pagesCours 2 MIMST M1Νour HoudaPas encore d'évaluation
- 07 - Les Défaillances PDFDocument15 pages07 - Les Défaillances PDFRamzi Mansouri100% (1)
- CTDDocument1 pageCTDMed ChetPas encore d'évaluation
- SEANCE-26 - Localiser Et Réparer Un Défaut Sur Un Joint de Soudure À PlatDocument14 pagesSEANCE-26 - Localiser Et Réparer Un Défaut Sur Un Joint de Soudure À PlatJulian EmpraPas encore d'évaluation
- Amdec 1704828024Document5 pagesAmdec 1704828024Barahioui AbdelkarimPas encore d'évaluation
- AmdecDocument5 pagesAmdecMohamed LaarabiPas encore d'évaluation
- Formation Affûtage Manuel Des Outils Coupants - Usinage - Usinage ProductiqueDocument1 pageFormation Affûtage Manuel Des Outils Coupants - Usinage - Usinage ProductiqueMounir FrijaPas encore d'évaluation
- Fiche TechDocument1 pageFiche TechakhmdchmaevPas encore d'évaluation
- TFM M02Document32 pagesTFM M02Mohamed BelhoudaPas encore d'évaluation
- Presentation 2 Generale Des CNDDocument19 pagesPresentation 2 Generale Des CNDCheikh Abdoul Hakim BABOUPas encore d'évaluation
- Plaquette Ebavureur Ind CDocument2 pagesPlaquette Ebavureur Ind CsdhgwdPas encore d'évaluation
- L'historique Des Banques Marocaines Et Du Secteur BancaireDocument6 pagesL'historique Des Banques Marocaines Et Du Secteur BancaireKarim El100% (1)
- Correction Naturelles Synthétiques 2nde Exercices Corrigés Sur Les Espèces ChimiquesDocument2 pagesCorrection Naturelles Synthétiques 2nde Exercices Corrigés Sur Les Espèces ChimiquesKarim Diallo86% (7)
- CH3 - La Méthode Des DFDocument14 pagesCH3 - La Méthode Des DFAl HaPas encore d'évaluation
- Identification Des VehiculesDocument5 pagesIdentification Des VehiculesAccessoire TopPas encore d'évaluation
- Elevage Bovins EngraissementDocument9 pagesElevage Bovins EngraissementSalman Labiadh100% (1)
- La Qualité en Mouvement: Les Changements ClimatiquesDocument40 pagesLa Qualité en Mouvement: Les Changements ClimatiquesNathalie ZaidPas encore d'évaluation
- Louis Janover - Préface Au Livre de M. Rubel "Marx, Critique Du Marxisme" (2000)Document25 pagesLouis Janover - Préface Au Livre de M. Rubel "Marx, Critique Du Marxisme" (2000)EspaceContreCimentPas encore d'évaluation
- TD2 PCCDocument3 pagesTD2 PCComrani.ahmed2002Pas encore d'évaluation
- Francais CendrillonDocument5 pagesFrancais CendrillonblackooladebrouillePas encore d'évaluation
- Le Christianisme de Base - John StottDocument144 pagesLe Christianisme de Base - John StottNic Iwandza100% (1)
- La Biographie Du Prophète Mahomet - Ibn Hichâm (250-300)Document51 pagesLa Biographie Du Prophète Mahomet - Ibn Hichâm (250-300)NASSROPas encore d'évaluation
- Guide de Mise en Œuvre Des Tableaux Électriques PDFDocument25 pagesGuide de Mise en Œuvre Des Tableaux Électriques PDFabdi1135100% (3)
- Chapitre1 4Document58 pagesChapitre1 4Oumaima BouhaniPas encore d'évaluation
- AnagrammesDocument8 pagesAnagrammesClaudia DragomirPas encore d'évaluation
- Stabilite D'un Systeme AsserviDocument13 pagesStabilite D'un Systeme AsserviSoufiane BenkiranePas encore d'évaluation
- Bouteiller Brigitte - Lakhovsky Le Génie Des AnneauxDocument112 pagesBouteiller Brigitte - Lakhovsky Le Génie Des AnneauxLionel Elyansun100% (6)
- الإمتحانات الوطنية من 2003 الى 2023 BiofDocument176 pagesالإمتحانات الوطنية من 2003 الى 2023 Biofyasminebenjelloun606Pas encore d'évaluation
- PHR Ifr14Document9 pagesPHR Ifr14LORISPas encore d'évaluation
- Le Réalisme Spéculatif Entre Athéisme Et MessianismeDocument2 pagesLe Réalisme Spéculatif Entre Athéisme Et MessianismeMikael KevelouriPas encore d'évaluation
- Chapitre 6 Eléments D'assemblage L1Document3 pagesChapitre 6 Eléments D'assemblage L1Franck Olivier TuoPas encore d'évaluation
- BétonarméakifDocument168 pagesBétonarméakifAyoub FekkoukiPas encore d'évaluation
- Volume Béton Et Surface CoffrageDocument56 pagesVolume Béton Et Surface CoffrageKevin DuroyPas encore d'évaluation
- Attestation de Virement Irrévocable: KOUOTOU Charles Compte #BICEC DoualaDocument4 pagesAttestation de Virement Irrévocable: KOUOTOU Charles Compte #BICEC DoualaDaymon Etonde OumPas encore d'évaluation
- Toxines BactériennesDocument31 pagesToxines BactériennesDINA MPOUPE GuillaumePas encore d'évaluation
- C08 COURS Transformations en Chimie OrganiqueDocument13 pagesC08 COURS Transformations en Chimie OrganiquesalamPas encore d'évaluation
- Seance 4 ASCENSEUR DES ETAGES D'UN IMMEUBLE PDFDocument21 pagesSeance 4 ASCENSEUR DES ETAGES D'UN IMMEUBLE PDFGrace DuguinePas encore d'évaluation
- Structures en BA Chapitre 1 Partie 02 PDFDocument4 pagesStructures en BA Chapitre 1 Partie 02 PDFNi NouchaPas encore d'évaluation
- N6 CO Int-05 EnsDocument18 pagesN6 CO Int-05 Enssabrinaamaral92Pas encore d'évaluation
- Chap 3 - Développement de L'appareil DigestifDocument55 pagesChap 3 - Développement de L'appareil DigestifNadjinan DjitePas encore d'évaluation