Académique Documents
Professionnel Documents
Culture Documents
Stockage Du Ciment A La CIMBENIN SA
Stockage Du Ciment A La CIMBENIN SA
Transféré par
Hèdi KroutTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Stockage Du Ciment A La CIMBENIN SA
Stockage Du Ciment A La CIMBENIN SA
Transféré par
Hèdi KroutDroits d'auteur :
Formats disponibles
UNIVERSITE D’ABOMEY-CALAVI
=======¤=======
ECOLE POLYTECHNIQUE D’ABOMEY-CALAVI
=======¤=======
DEPARTEMENT DE GENIE ELECTRIQUE
=======¤=======
Option : Contrôle de Processus Industriels (CPI)
POUR L’OBTENTION DU DIPLOME D’INGENIEUR DE CONCEPTION
THEME :
ETUDE ET CONCEPTION D’UN SYSTEME
AUTOMATISE DU PROCESSUS DE STOCKAGE DU
CLINKER DANS LA CHAINE DE FABRICATION DU
CIMENT A LA CIMBENIN S.A.
Rédigé et soutenu par :
Gérald S. GODONOU-DOSSOU
Maître de mémoire : Tuteur de stage :
Dr François-Xavier FIFATIN Ing. Samuel OUSSOU
Enseignant à l’EPAC Chef atelier électricité
à la CIMBENIN S.A.
Année académique 2011-2012
5ème promotion
SOMMAIRE
Sommaire
Sommaire .................................................................................................. I
DEDICACES ............................................................................................... V
REMERCIEMENTS .................................................................................... VI
LISTE DES SIGLES ET ABREVIATIONS ...................................................... VIII
LISTE DES TABLEAUX ................................................................................ X
LISTE DES FIGURES .................................................................................. XI
RESUME ................................................................................................ XIII
ABSTRACT............................................................................................... XV
INTRODUCTION ........................................................................................ 1
CHAPITRE 1: PRESENTATION DU CADRE DE STAGE (CIMBENIN S.A) ......... 2
1.1 Organigramme de la CIMBENIN S.A ................................................. 2
1.2 Processus de fabrication du ciment ................................................. 4
CHAPITRE 2 : PROCESSUS DE STOCKAGE DU CLINKER .............................. 9
2.1 Présentation de la trémie ................................................................ 9
2.2 Présentation de l’extracteur à chenille ............................................ 9
2.3 Présentation du filtre intensif .......................................................... 9
2.4 Présentation de la bande transporteuse [2]................................... 12
2.5 Présentation du chariot verseur .................................................... 13
2.6 Bilan des moteurs du déchargement ............................................. 14
2.7 Description du processus de stockage existant .............................. 14
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page ii
SOMMAIRE
2.8 Analyse du processus existant ....................................................... 21
CHAPITRE 3 : CONCEPTION DU NOUVEAU SYSTEME AUTOMATISE DE
STOCKAGE DU CLINKER .......................................................................... 23
3.1 Cahier des charges ......................................................................... 23
3.2 Description du nouveau système du stockage ............................... 24
3.3 Dimensionnement du système à automatiser ............................... 48
3.4 Les améliorations apportées au système ....................................... 54
CHAPITRE 4 : PROGRAMMATION DU SYSTEME SUR API ......................... 56
4.1 L’Automate Programmable Industriel (API) [12] ............................ 56
4.2 Structure interne d’un API ............................................................. 57
4.3 Choix de l’automate ....................................................................... 60
4.4 Configuration matérielle ................................................................ 60
4.5 Programme principal ..................................................................... 61
CHAPITRE 5 : PROGRAMMATION DE LA SUPERVISION ........................... 63
5.1 Structure de l’application Interface Homme Machine (IHM) du
système automatisé ............................................................................... 63
5.2 Configuration des animations graphiques, des boutons et des
changements de vue .............................................................................. 74
5.3 Manuel de conduite du processus ................................................. 78
5.4 Simulation...................................................................................... 80
5.5 Résultats ........................................................................................ 82
CHAPITRE 6: ESTIMATION PARTIELLE DU COUT DU PROJET ................... 83
6.1 Coût de la partie logicielle du système ........................................... 83
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page iii
SOMMAIRE
6.2 Coût des programmes.................................................................... 90
6.3 Estimation du coût des principaux composants ............................. 96
CONCLUSION .......................................................................................... 98
REFERENCES ......................................................................................... 100
ANNEXE I : PROGRAMME S7- DU SYSTEME .......................................... 102
ANNEXE II : SCHEMAS DE CABLAGE DU SYSTEME ................................. 107
TABLE DES MATIERES ........................................................................... 107
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page iv
DEDICACES
DEDICACES
♣ A mon Feu père Eniayéou GODONOU-DOSSOU :
merci pour avoir très tôt semé en moi les vraies valeurs et
vertus de ce monde.
Repose en paix papa.
♣ A ma mère Ayivo GODONOU-DOSSOU née ZANNOU :
par ton amour inconditionnel et tes multiples sacrifices, tu as
su guider mes pas dans les pires moments.
Que l’éternel Dieu t’accorde longue et saine vie maman.
♣ A mes sœurs Eyinou, Houeffa et Olaïtan GODONOU-DOSSOU :
vous vous êtes dépensées pour moi sans compter. En
reconnaissance de tous les sacrifices consentis par chacune
pour me permettre d’atteindre cette étape de ma vie.
Avec toute ma tendresse.
♣ A mon frère Sènou GODONOU-DOSSOU :
plus qu’un frère, tu as toujours été présent dans ma vie. Que
l’amour fraternel puisse nous unir davantage.
Avec toute ma gratitude.
♣ A ma fille chérie Enagnon GODONOU-DOSSOU :
pardonne-moi pour mes absences. Je saurai désormais être
près de toi pour partager tes joies et peines.
Meilleurs vœux de succès dans ta vie.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page v
REMERCIEMENTS
REMERCIEMENTS
Nous ne saurions présenter ce modeste travail sans exprimer nos
profondes gratitudes à tous ceux qui de diverses manières ont permis sa
réalisation. J’adresse mes sincères remerciements à:
Monsieur Rodriguez ALFONSO, directeur Général de la société CIMBENIN
S.A., pour m’avoir autorisé à effectuer mon stage ;
Monsieur Idrissou Djibril GADO, directeur Technique de la société
CIMBENIN S.A., pour la confiance qu’il m’a accordée ;
Mon tuteur de stage, Monsieur Samuel OUSSOU, pour tous les efforts
fournis dans la réalisation de ce document et pour les nombreux conseils
qu’il m’a prodigués ;
Au Directeur de l’EPAC, Professeur Félicien AVLESSI et au Directeur
Adjoint de l’EPAC, Docteur Clément BONOU ;
Mon maitre de mémoire, Docteur François-Xavier FIFATIN, pour avoir
accepté de conduire mon mémoire et pour ses nombreux conseils ;
Monsieur Guy Médard ALAPINI, pour son implication personnelle dans
l’obtention de mon lieu de stage ;
Tous les professeurs du département Génie Electrique de l’EPAC à qui
nous devons notre formation en particulier Messieurs Théophile
HOUNGAN, Luc NASSARA, Léonard MONTEIRO et Richard EGOUNLETY ;
Tout le personnel du service de maintenance en particulier aux sieurs
DOSSOU Z., TOUHOU S., ADJABE J., MONDOTE B., CODJIA N., GAHOU G.
et TOSSOU E. pour leurs implications dans la réussite de mon stage ;
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page vi
REMERCIEMENTS
Messieurs LAADE M., HOUETO M., AZA-GNANDJI M. et AKPACA D. pour
leurs contributions personnelles dans la réussite de ce travail ;
Madame Agathe FADAIRO pour le soutien indéfectible dont elle a fait
preuve à mon égard ;
Mes frère et sœur Arcadius et Joséphine AHOUANSOU pour le soutien et
l’assistance qu’ils m’ont apportés ;
Tous mes amis et à toutes les personnes qui de près ou de loin m’ont aidé
à l’aboutissement de ce travail.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page vii
SIGLES ET ABREVIATIONS
LISTE DES SIGLES ET ABREVIATIONS
- AC : Alternating Current (Courant Alternatif) ;
- API : Automate Programmable Industriel ;
- APTA : Aptitude à l’Analyse ;
- APTP : Aptitude à la Programmation ;
- ASI : Alimentation Sans Interruption ;
- COCOMO : Constructive Cost Model ;
- CPI : Contrôle de Processus Industriels ;
- CPLX : Complexité du produit informatique ;
- CPU : Central Processing Unit (Processeur) ;
- CSYS : Contraintes du système de développement ;
- DB : Data Block (Bloc de données) ;
- DC : Direct Current (Courant Continu) ;
- DONN : Volume de données manipulées ;
- DREQ : Durée requise de développement ;
- E : Elevé ;
- E/S : Entrées/Sorties ;
- EFFAJ : Effort Ajusté ;
- ESPA : Contraintes de taille mémoire ;
- EXPA : Expérience dans le domaine d’application ;
- EXPL : Expérience du langage de programmation ;
- EXPV : Expérience de la machine virtuelle ;
- F : Faible ;
- FAJ : Facteur d’ajustement ;
- FB : Function Block (Bloc fonction) ;
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page viii
SIGLES ET ABREVIATIONS
- FC : Function Code (Fonction) ;
- FIAB : Fiabilité requise ;
- IHM : Interface Homme-Machine ;
- KDIS : Kilo Delivered Source Instructions ;
- KLSL : Kilo Lignes Sources Livrées ;
- N : Nominal ;
- NF : Normalement Fermé ;
- NO : Normalement Ouvert ;
- OB : Organization Block (Bloc d’organisation) ;
- OLOG : Outils logiciels ;
- PMOD : Méthode de programmation moderne ;
- S.A. : Société Anonyme ;
- SFC: System Function Code (Fonction système) ;
- SO.NA.CI : Société National de Ciment ;
- TDev : Temps de Développement d’un produit informatique ;
- TDevAJ : Temps de Développement Ajusté d’un produit informatique ;
- TE : Très Elevé ;
- TEMP : Contraintes de temps d’exécution ;
- TF : Très faible ;
- TOR : Tout Ou Rien ;
- TTE : Extrêmement Elevé ;
- VIRT : Instabilité de la mémoire.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page ix
LISTE DES TABLEAUX
LISTE DES TABLEAUX
Tableau 2. 1: Synthèse sur les moteurs existants dans le système. ........ 14
Tableau 3. 1: Références des démarreurs-moteurs en fonction des
caractéristiques du moteur. [5] .............................................................. 49
Tableau 3. 2: Caractéristiques du contrôleur de rotation. [6] ................. 50
Tableau 3. 3: Caractéristiques du relais d'interface. [7] .......................... 51
Tableau 3. 4: Caractéristiques des filtres à manches. ............................. 51
Tableau 3. 5: Caractéristiques des fins de courses. [8] ........................... 52
Tableau 3. 6: Caractéristiques de l'enrouleur de câble. [9] ..................... 52
Tableau 3. 7: Caractéristiques du détecteur de chute de matière. [10] .. 53
Tableau 3. 8: Caractéristiques des armoires. [11] ................................... 53
Tableau 5. 1: Légende des couleurs des alarmes .................................... 66
Tableau 6. 1: Récapitulatif des types de projets. [13] ............................. 86
Tableau 6. 2: Formules de calcul d’effort et du temps de développement.
[14] ......................................................................................................... 86
Tableau 6. 3: Présentation des classes et des facteurs. [13] ................... 87
Tableau 6. 4: Les facteurs avec les différentes valeurs associées à leur
niveau d'estimation. [13]........................................................................ 89
Tableau 6. 5: Les facteurs du système. ................................................... 93
Tableau 6. 6: Prix des principaux composants. ....................................... 96
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page x
LISTE DES FIGURES
LISTE DES FIGURES
Figure 1. 1: Organigramme de la CIMBENIN S.A. ...................................... 3
Figure 1. 2: Schéma synoptique du processus de fabrication du ciment à
la CIMBENIN S.A. ...................................................................................... 8
Figure 2. 1: Fonctionnement du filtre. [1] ............................................... 10
Figure 2. 2: Phase de filtration. [1] ......................................................... 11
Figure 2. 3: Phase de décolmatage.[1].................................................... 12
Figure 2. 4: Forme de la bande transporteuse du système. [3] ............... 13
Figure 2. 5: Description du fonctionnement du processus...................... 17
Figure 2. 6: Chariot en mode auto. ......................................................... 19
Figure 2. 7: Sélection du mode du chariot. ............................................. 18
Figure 2. 8: Chariot en mode local. ......................................................... 20
Figure 3. 1: Organigramme du programme de stockage. ........................ 25
Figure 3. 2: Sous-programme de déchargement du clinker. ................... 28
Figure 3. 3: Sous-programme de klaxon. ................................................ 29
Figure 3. 4: Sous- programme tempo 2. ................................................. 29
Figure 3. 5: Sous -programme tempo 3. ................................................. 30
Figure 3. 6: Sous -programme de chargement du clinker. ...................... 31
Figure 3. 7: Grafcet de sélection du mode. ............................................. 32
Figure 3. 8: Grafcet de fonctionnement en mode auto........................... 33
Figure 3. 9: Grafcet de déchargement du clinker. ................................... 39
Figure 3. 10: Grafcet de chargement du clinker. ..................................... 46
Figure 3. 11: Photo d’un pinceau de nettoyage des rails. ....................... 55
Figure 3. 12: Disposition des filtres et fins de courses ............................ 55
Figure 4. 1: Architecture d’un API. [12]................................................... 57
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page xi
LISTE DES FIGURES
Figure 4. 2: Configuration matérielle. ..................................................... 61
Figure 5. 1: Organigramme de la supervision du système. ..................... 64
Figure 5. 2: Vue complète....................................................................... 68
Figure 5. 3: Vue de la conduite. .............................................................. 69
Figure 5. 4: Vue des alarmes................................................................... 70
Figure 5. 5: Vue historique. .................................................................... 71
Figure 5. 6: Vue réglages. ....................................................................... 72
Figure 5. 7: Vue réglages (suite) ............................................................. 73
Figure 5. 8: Configuration d'un bouton. .................................................. 74
Figure 5. 9: Configuration du bouton d'activation de vue. ...................... 75
Figure 5. 10: Commutateur à deux positions. ......................................... 75
Figure 5. 11: Commutateur à trois positions. ......................................... 76
Figure 5. 12: Configuration de la liste graphique pour commutateur à
deux positions ........................................................................................ 76
Figure 5. 13: Signalisation du mode et de l'état de marche du moteur. . 77
Figure 5. 14: Ouverture du disjoncteur du chariot verseur. .................... 77
Figure 5. 15: Simulation du projet avec le logiciel PLCSIM. ..................... 81
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page xii
RESUME
RESUME
Le travail présenté dans ce rapport a pour objectif l’étude et la
conception d’un système automatisé pour la gestion du processus de stockage
du clinker à la CIMBENIN S.A. En effet, le système est vétuste et sa commande
est principalement assurée en logique câblée. Cette installation est à l’origine
des difficultés de maintenance en cas de pannes et entraine un temps d’arrêt
important. Il est donc nécessaire de moderniser l’ensemble du système. Pour
ce faire, nous avons analysé le processus et réalisé l’étude technique et chiffrée
du projet. Ceci passe par la programmation de l’automate, la conception de la
supervision, la proposition des schémas électriques et l’estimation du coût du
projet.
Mots clés : système automatisé, processus de stockage du clinker,
programmation d’automate, conception de la supervision d’une chaîne de
production.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page xiii
ABSTRACT
ABSTRACT
The aim of this project is about designing a new control system of the
clinker storage process at the cement plan of CIMBENIN S.A. In fact, the current
clinker storage control system is obsolete and runs mainly on a wired logic with
relay. This fact involves several break downtimes. So it is important to improve
the process’s control system. At the end, a technical and financial proposal of
the project has been done. It made up of the plc program, the Human machine
interface or monitoring application, wiring diagram and estimation of the
project.
Key words: storage control system, PLC program, monitoring, PLCIM,
Human machine interface.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page xiv
INTRODUCTION
INTRODUCTION
Principalement constitué de clinker, le ciment est d’une grande
importance en tant qu’élément majeur dans la construction des bâtiments et
les travaux de génie civil. La demande du marché étant de plus en plus
importante, les sociétés de production de ciment se voient confrontées à un
problème de satisfaction de la clientèle en quantité et en qualité. L’une des
solutions envisageables pour pallier ce problème est l’automatisation de la
chaîne de production du ciment.
C’est dans cette optique que la société CIMBENIN S.A. nous a donné
l’opportunité de travailler sur son processus de stockage du clinker. Il s’agit
donc de faire l’étude et la conception dudit système et de mettre en place un
dispositif pour assurer l’évacuation de la poussière au niveau du moteur
extracteur et du hall de stockage.
Notre étude sera développée en six chapitres. Le premier présentera le
lieu de stage avec sa chaîne de fabrication du ciment. Le deuxième exposera
une description plus approfondie du processus de stockage du clinker. Le
troisième, le quatrième et le cinquième aborderont respectivement la
conception, la programmation et la supervision du système automatisé. Une
estimation du coût de la partie logicielle du système et des principaux matériels
nécessaires sera présentée dans le chapitre six.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 1
CHAPITRE 1 : Présentation du cadre de stage (CIMBENIN S.A)
CHAPITRE 1: PRESENTATION DU CADRE DE STAGE
(CIMBENIN S.A)
La Société Nationale de Ciment (SO.NA.CI) a été créée le 30 avril 1976.
Elle a démarré effectivement ses activités le 16 août 1978. Mais suite à une
crise économique, elle est devenue patrimoine du groupe allemand
HEIDELBERG le 28 février 1991. La SO.NA.CI d’alors est aujourd’hui connue sous
le nom de CIMBENIN S.A BUFFLE. Elle se situe à Sèkandji dans la commune de
Sèmè-Kpodji (PK 8 route de Porto-Novo) et est spécialisée dans la fabrication
du ciment Portland CPJ 35.
1.1 Organigramme de la CIMBENIN S.A
La structure organisationnelle de la CIMBENIN S.A. est présentée la figure
1.1.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 2
CHAPITRE 1 : Présentation du cadre de stage (CIMBENIN S.A)
Direction
Générale
Direction Direction Financière Direction
Technique et Comptable Commerciale
Service Service Service Qualité Service Service Service
Production Approvisionnement Sécurité et Maintenance Informatique Commercial
Environnement
Atelier
Service Financier
Electricité
Atelier Service
Mécanique Comptabilité
Groupes
Service Contrôle
Electrogènes
Magasin Central Service Personnel
Figure 1. 1: Organigramme de la CIMBENIN S.A.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 3
CHAPITRE 1 : Présentation du cadre de stage (CIMBENIN S.A)
1.2 Processus de fabrication du ciment
Le stockage, la reprise, le broyage et l’ensachage constituent les quatre
grandes parties de la chaine de production du ciment à CIMBENIN S.A.
1.2.1 Le stockage
Le transport et le stockage du clinker sont réalisés à cette étape et cela
depuis le poste de déchargement jusqu’au hall de stockage clinker. Le clinker
camionné est déversé dans une trémie. En haut de cette trémie se trouve un
filtre intensif à manches. Ce filtre aspire la poussière et grâce à des secousses
temporisées, fait descendre la poussière à l’intérieur de la trémie. En dessous
de la trémie se trouve un extracteur à chenille (M1.1) qui extrait la matière de
la trémie sur une bande transporteuse (M1.2). Cette bande sert à acheminer la
matière à l’intérieur du hall clinker d’une capacité de trente mille tonnes
(30.000t). A l’intérieur se trouve un chariot verseur (M1.3) qui se charge de
former le clinker en tas.
Le calcaire est stocké dans le hall calcaire. Quant au gypse, il reste à l’air
libre.
1.2.2 La reprise
Cette partie de la production permet de stocker les trois matières
premières dans leurs silos respectifs. L’alimentation des silos se fait par
l’intermédiaire d’une bande transporteuse et d’un élévateur. L’usine dispose de
deux (02) trémies (une à l’intérieur du hall clinker et l’autre à l’extérieur) qui
communiquent avec la bande transporteuse (M1.6). A l’aide d’une chargeuse,
la matière est versée dans l’une des trémies. Cette dernière descend sur la
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 4
CHAPITRE 1 : Présentation du cadre de stage (CIMBENIN S.A)
bande transporteuse. Un électro-aimant est disposé au-dessus de la bande
pour débarrasser la matière de ses impuretés métalliques. Ladite bande
achemine la matière dans l’un des deux élévateurs à godets dont dispose la
société (M1.7 ou M1.9). L’élévateur choisi convoie la matière vers le silo
correspondant. Le choix d’un des trois silos est commandé par un opérateur
appelé « chef quart ». Il bascule le commutateur de sélection sur la matière
désirée et le vérin (M1.9.1) se positionne sur le silo choisi. Le silo calcaire est
alimenté par l’intermédiaire d’une bande transporteuse (M1.10) à cause de son
léger éloignement des élévateurs.
Trois filtres intensifs sont installés tout le long de ce processus. Le
premier se trouve au-dessus de la bande M1.6, le deuxième au pied de
l’élévateur et le troisième sur le silo clinker. Ces trois filtres fonctionnent
pendant le chargement du clinker. Chaque silo à matière première a une
capacité de trois cents tonnes (300t).
1.2.3 Le broyage
La CIMBENIN S.A. dispose d’un broyeur à boulets de onze mètres
cinquante (11,5m) et d’un diamètre de trois (03) mètres. Sa capacité théorique
est de cinquante tonnes par heure (50t/h).
La société dispose d’une bande doseuse pour chaque matière première.
La dose est réalisée grâce à l’ajustement de la vitesse de la bande doseuse
selon la masse de la matière sur cette dernière. A ce mélange (75% de clinker,
25% de calcaire et 5% de gypse) est ajouté l’agent de mouture dont le rôle est
de faciliter le broyage. Cet ensemble est acheminé à l’entrée du broyeur par la
bande transporteuse (M1.13).
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 5
CHAPITRE 1 : Présentation du cadre de stage (CIMBENIN S.A)
La rotation du broyeur (16tr/min) fait monter le mélange des matières
avec les boulets. L’ensemble retombe sur les blindages disposés le long des
parois du broyeur. Ce mouvement répété permet d’obtenir le ciment à la sortie
du broyeur. A cet endroit du broyeur, se trouve un filtre à manches et une vis
sans fin. Le filtre à manches sépare le ciment de l’air et la vis sans fin convoie le
ciment vers l’élévateur ciment à godets. Composé de 147 godets, l’élévateur
ciment (M1.18) convoie le ciment jusqu’aux goulottes situées au-dessus des
deux (02) silos ciment. Un vérin électrique (M1.18.1) permet de sélectionner un
des deux silos à ciment. Au-dessus des silos ciment se trouve un filtre intensif
qui canalise la poussière pour éviter une pollution atmosphérique. Chaque silo
ciment a une capacité de 1047 tonnes chacune.
1.2.4 L’ensachage
Cette section permet la livraison du ciment soit en vrac, soit en sac de
cinquante (50) kilogrammes. L’extraction du ciment est réalisée grâce à un
surpresseur (situé en bas du silo) qui injecte de l’air comprimé dans le silo
ciment sélectionné. Ainsi, le ciment fluidifié descend pour alimenter le Roto-
Parker en passant successivement par les brise-blocs (dont le rôle est de briser
les blocs de ciment colmaté), les vannes doseuses, les vis sous silo, le crible et
la vanne d’alimentation en ciment. Le Roto-Parker dispose de huit (08) becs.
Deux (02) ouvriers disposent successivement les sacs vides de cinquante (50)
kilogrammes sur les becs. Les sacs pleins sont éjectés sur un tapis évacuateur.
Du tapis évacuateur, ils passent à l’intérieur des chambres de nettoyage où les
sacs de ciments sont dépoussiérés puis sont acheminés vers les encamionneurs
en passant par un tapis transporteur. Des ouvriers sont disposés au bout des
deux encamionneurs pour charger les sacs de ciment dans les camions. Les
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 6
CHAPITRE 1 : Présentation du cadre de stage (CIMBENIN S.A)
fuites de ciment apparues au niveau de l’ensacheuse lors du chargement des
sacs et celles issues des chambres de nettoyage sont acheminées au pied de
l’élévateur ciment par une vis retour-poussière-élévateur. L’ensachage dispose
d’un filtre intensif qui canalise la poussière générée. La poussière résultante
(ciment) est convoyée au pied de l’élévateur ciment grâce au sas alvéolaire, la
vis sous-filtre-ensachage et la vis retour-poussière-élévateur. L’air pur est
rejeté dans l’atmosphère.
Réalisée uniquement à partir du silo 2, la livraison en vrac est assurée par
une vis sans fin. Cette vis reçoit le ciment de la vis vrac par l’ouverture de la
vanne doseuse. Les citernes bananes se chargent de livrer le ciment en vrac.
Le schéma synoptique de la chaîne de production du ciment de la
CIMBENIN S.A. est présenté à la figure 1.2.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 7
CHAPITRE 1 : Présentation du cadre de stage (CIMBENIN S.A)
Figure 1. 2: Schéma synoptique du processus de fabrication du ciment à la CIMBENIN S.A.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 8
CHAPITRE 2 : Processus de stockage du clinker
CHAPITRE 2 : PROCESSUS DE STOCKAGE DU CLINKER
2.1 Présentation de la trémie
La trémie est une grande auge à ouverture carrée, large par le haut,
étroite par le bas, dans laquelle les camions bernes versent le clinker, qui
tombe ensuite sur l’extracteur à chenille.
2.2 Présentation de l’extracteur à chenille
L’extracteur sert à extraire du clinker de la trémie pour le mettre sur la
bande transporteuse. L’extracteur utilisé à la CIMBENIN S.A est à chenille. Il est
entrainé par un moteur de 7,5 KW et tourne à une vitesse de 6 tr/mn.
2.3 Présentation du filtre intensif
La principale mission d’une installation de filtration consiste à nettoyer
un gaz brut donné jusqu’à ce que les valeurs limites prédéfinies pour les
poussières et les substances polluantes soient respectées de manière fiable et
sûre. Les filtres intensifs à manches sont dotés d’un principe de
fonctionnement adapté à l’épuration du milieu industriel.
2.3.1 Principe de fonctionnement [1]
L’air chargé de poussière pénètre en partie basse du caisson et une
première séparation par l’intermédiaire d’un déflecteur s’effectue en éliminant
les grosses particules. Le gaz traverse alors les manches de l’extérieur vers
l’intérieur et les poussières sont retenues sur la surface extérieure des manches
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 9
CHAPITRE 2 : Processus de stockage du clinker
sous forme de couche que l’on appelle « gâteau de filtration ». La collecte des
poussières se fait périodiquement par secouage mécanique des cellules.
L’épuration étant effectuée, l’air pur remonte à l’intérieur des manches
et est évacué en partie haute du filtre à manches. La figure 2.1 présente le
fonctionnement du filtre.
Figure 2. 1: Fonctionnement du filtre. [1]
2.3.2 Phase de filtration [1]
Cette phase se déroule comme suit : les gaz chargés de poussière passent
les manches filtrantes (6) de l'extérieur vers l'intérieur en déposant la poussière
sur la surface de ces manches filtrantes. Les gaz épurés obtenus après
décolmatage quittent le filtre en passant par la chambre des gaz épurés (10)
avant d’être rejetés dans l’atmosphère par le canal des gaz épurés. La figure 2.2
présente la phase de filtration.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 10
CHAPITRE 2 : Processus de stockage du clinker
Figure 2. 2: Phase de filtration. [1]
Désignation
1 : Chambre du gaz poussiéreux 6 : Manche filtrante
10 : Chambre du gaz épuré 14 : Cage de support
2.3.3 Phase de décolmatage [1]
Les filtres à manches en série sont équipés d'un système de
décolmatage fonctionnant automatiquement. Le décolmatage des manches est
effectué par un rinçage à contre-courant à impulsions avec l'air comprimé ou
des autres gaz comprimés à l'aide d'un système d'injecteurs à deux étages. Lors
de ce procédé, le courant d'air de décolmatage est soufflé sur la tuyère
d'entrée (15) dans les manches filtrantes (6) effectuant ainsi le renversement
du courant filtrant dans le courant de décolmatage. La figure 2.3 présente la
phase de décolmatage.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 11
CHAPITRE 2 : Processus de stockage du clinker
Figure 2. 3: Phase de décolmatage.[1]
Désignation
6 : Manche filtrante 13 : Séquenceur
14 : Cage de support 15 : Tuyère d'entrée
19 : Injecteur C 21 : Rampe d'injecteurs
22 : Nipple du tuyau de la vanne 23 : Réservoir d'air comprimé
25 : Soupape à diaphragme 26 : Boîte des électrovannes
2.4 Présentation de la bande transporteuse [2]
Encore appelée courroie transporteuse ou convoyeur à bande ou
transporteur à bande, la bande transporteuse représente un dispositif de
transport ou de manutention permettant le déplacement continu de
marchandises en vrac ou de charges isolées.
Elle est constituée essentiellement d'une bande sans fin en matériau
souple entraînée et supportée par des poulies motorisées. La bande, longue de
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 12
CHAPITRE 2 : Processus de stockage du clinker
200 m et large de 0,8m, comporte un brin inférieur et un brin supérieur, lequel
supporte et entraîne la marchandise posée dessus.
La bande transporteuse du système possède une forme dite « en
inflexion » (départ en montée suivi d’une partie à plat) ; le tambour moteur
étant situé côté élément haut, c’est-à-dire côté jetée. La forme de la bande
transporteuse est représentée sur la figure 2.4.
Figure 2. 4: Forme de la bande transporteuse du système. [3]
2.5 Présentation du chariot verseur
Situé à 12,70 m du sol, le chariot verseur sert à déverser dans le hall,
sous forme de tas, le clinker transporté par la bande transporteuse. Son
mouvement de translation est assuré par deux moteurs de 1,1 KW chacun. Le
chariot se déplace sur des rails soutenus par des poutres horizontales. Un
capteur de niveau est placé sur le chariot pour détecter le niveau haut ou bas
de la matière. Deux autres capteurs fins de course sont disposés aux extrémités
des rails pour arrêter le chariot.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 13
CHAPITRE 2 : Processus de stockage du clinker
2.6 Bilan des moteurs du déchargement
Le tableau 2.1 répertorie la liste des moteurs avec leurs caractéristiques
respectives.
Tableau 2. 1: Synthèse sur les moteurs existants dans le système.
Tension Courant Nombre Puissance Vitesse
Moteurs
(V) (A) moteurs (kW) (tr/mn)
Extracteur 400 16 1 7,5 1449
Bande transporteuse 400 68 1 37 1475
Chariot verseur 400 2,6 2 2 x 1,1 1410
Filtre trémie 400 80 1 45 1475
Filtre bande
400 6 1 3 2880
transporteuse
2.7 Description du processus de stockage existant
2.7.1 Description littérale
Pour décharger la matière, l’opérateur met en marche la bande
transporteuse (M1.2), et son filtre intensif. Ensuite il met en marche
l’extracteur (M1.1) et le filtre intensif de la trémie pour empêcher la poussière
de se répandre dans l’atmosphère. Ceci étant fait, le déchargement
proprement dit commence. Le clinker est déversé dans une trémie. Cette
trémie communique avec l’extracteur qui déverse ladite matière sur la bande
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 14
CHAPITRE 2 : Processus de stockage du clinker
transporteuse. Acheminée de la bande transporteuse au chariot verseur, la
matière première est stockée dans le hall sous forme de tas. La hauteur du tas
est limitée par une sonde. Lorsque la hauteur requise est détectée, le chariot
bouge vers l’entrée du hall (position Ouest). Il s’arrête à nouveau lorsque la
sonde ne détecte plus la matière (absence de matière ou baisse de niveau). Ce
cycle est fait jusqu'à atteindre la position Ouest où l’interrupteur de fin de
course est actionné.
Le chariot est composé de deux moteurs qui l’entrainent sur des rails,
d’un capteur de niveau, de deux fins de courses (fin de course Est et fin de
course Ouest) et d’un nano automate LOGO! qui pilote son fonctionnement. Ce
chariot possède deux modes de fonctionnement : le mode manuel et le mode
auto. En mode manuel, on dispose de deux boutons poussoirs marche sans
auto-maintien (marche vers l’Est et marche vers l’Ouest). Ce mode est souvent
utilisé pour le positionnement du chariot avant le déchargement et au cours
des maintenances. Après positionnement, il est remis en mode auto.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 15
CHAPITRE 2 : Processus de stockage du clinker
2.7.2 Organigramme du processus
La figure 2.5 présente le principe de fonctionnement du processus en
organigramme.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 16
CHAPITRE 2 : Processus de stockage du clinker
Suite de la figure 2.5.
Figure 2. 5: Description du fonctionnement du processus.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 17
CHAPITRE 2 : Processus de stockage du clinker
La figure 2.6 présente la sélection du mode de fonctionnement du chariot.
Figure 2. 6: Sélection du mode du chariot.
La figure 2.7 présente son fonctionnement en mode automatique.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 18
CHAPITRE 2 : Processus de stockage du clinker
Figure 2. 7: Chariot en mode auto.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 19
CHAPITRE 2 : Processus de stockage du clinker
La figure 2.8 présente le fonctionnement du chariot en mode local.
Figure 2. 8: Chariot en mode local.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 20
CHAPITRE 2 : Processus de stockage du clinker
2.8 Analyse du processus existant
Le chariot verseur est installé en hauteur sur des rails soit à 12,7m du sol
et son fonctionnement est géré par un automate. Avec l’absence d’une
supervision à distance du processus, toute intervention nécessite la présence
d’un technicien sur le chariot. En effet, s’il y a panne et que le chariot se trouve
à mi-parcours, le technicien est obligé de marcher sur la bande transporteuse
ou sur les rails pour atteindre le chariot. Il court ainsi un grand risque de chute.
De plus, au cours du déchargement, la matière est très chaude et génère aussi
une grande masse de poussière qui restreint la visibilité. En présence d’une
lampe torche, le technicien voit à moins de 50 cm devant lui et la température
ambiante avoisine une moyenne de 45°C. Cette situation augmente
considérablement le précédent risque encouru par les agents et à cela
s’ajoutent ceux d’évanouissement et de maladies respiratoires. L’enrouleur de
câble présent sur le chariot crée souvent des ruptures de câbles.
En plein déchargement, il arrive très souvent que l’électricien monte sur
le chariot pour pouvoir le repositionner dans les zones où le niveau de tas n’est
pas bon. En conséquence, une grande attention est portée sur le remplissage
pour éviter la destruction des bardages.
Outres les défaillances précitées, on note une absence de signalisations
sonore et visuelle tout au long du processus. Cette situation a causé beaucoup
d’accidents par le passé.
Au poste de déchargement, le moteur extracteur se retrouve dans une
pièce close. Une partie de la poussière issue du déchargement de la matière et
celle issue de l’extraction se retrouve emprisonnée dans la pièce. Le dépôt de
poussière bouche alors les orifices d’aération du moteur. Cela crée un
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 21
CHAPITRE 2 : Processus de stockage du clinker
échauffement excessif du moteur et entraine la détérioration de ses
enroulements. Il en découle qu’il faut trouver un moyen d’aération pour éviter
les pertes de moteurs.
Une importante quantité de poussière se dégage de la trémie malgré la
présence d’un filtre à manches. Cet état de chose est favorisé par l’absence
d’une canalisation qui permet aux manches du filtre d’aspirer le maximum de
poussière. Il nous incombe de trouver une meilleure disposition pour canaliser
la poussière afin d’assurer une absorption maximale.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 22
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
CHAPITRE 3 : CONCEPTION DU NOUVEAU SYSTEME
AUTOMATISE DE STOCKAGE DU CLINKER
3.1 Cahier des charges
L’objectif de l’étude est de concevoir un système automatisé du
processus de stockage du clinker.
Le système sera piloté par un automate et contrôlé à partir d'un terminal
de supervision. Ce terminal sera à priori un micro-ordinateur. Le système
disposera de deux modes de fonctionnement : automatique (auto) et manuel
(manu ou local).
Cette étude prendra en compte :
- L’étude technique du processus de stockage;
- L’insertion des huit filtres dans le système en place ;
- La programmation des séquences du système;
- La conception de la supervision ;
- La mise à jour des plans électriques ;
- Le câblage des armoires ;
- L’installation d’un pupitre de commande pour l’Interface Homme-
Machine ;
- La mise à disposition de l’usine d’une estimation du coût du projet.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 23
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
3.2 Description du nouveau système du stockage
3.2.1 Description littérale
Le nouveau système dispose de deux modes de fonctionnement : le
mode auto et le mode local. En mode auto, il est possible de faire marcher tout
le système ou une partie du système afin d’accomplir des tâches bien
déterminées. Par exemple, on peut faire le positionnement du chariot en vue
de sa maintenance ou faire marcher uniquement les filtres du hall lors du
chargement du clinker dans la trémie interne du hall.
Le hall dispose de huit filtres. Ces filtres fonctionnent par paires et ont
pour rôle d’aspirer la poussière générée lors du stockage ou du chargement du
clinker. Pendant la phase de stockage, les filtres marchent suivant la position
du chariot. Pendant la phase de chargement, l’opérateur définit la ou les
paire(s) de filtre(s) qui doit (doivent) fonctionner.
Un contrôleur de rotation sera ajouté à la bande transporteuse et à
l’extracteur. Au niveau de l’extracteur, une canalisation sera prévue afin de
limiter la hausse de température au niveau de son moteur.
En outre, les systèmes de signalisations et de sécurité sont renforcés en
vue de prévenir des accidents de travail.
3.2.2 Organigramme du nouveau système
La figure 3.1 montre l’organigramme fonctionnel du processus
automatisé.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 24
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Figure 3. 1: Organigramme du programme de stockage.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 25
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
La figure 3.2 présente l’organigramme fonctionnel du déchargement du
clinker dans le hall de stockage.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 26
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Suite de la figure 3.2
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 27
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Suite et fin de la figure 3.2
Figure 3. 2: Sous-programme de déchargement du clinker.
La figure 3.3 présente la temporisation utilisée dans le sous programme
de déchargement.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 28
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Figure 3. 3: Sous-programme de klaxon.
La figure 3.4 présente la temporisation utilisée dans le sous-programme
de déchargement.
Figure 3. 4: Sous-programme tempo 2.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 29
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
La figure 3.5 présente la temporisation utilisée dans le sous-programme
de déchargement.
Tempo 3
DEBUT
Initialiser temps
Incrémenter temps
temps ≥
30mn?
Tempo 3
FIN
Figure 3. 5: Sous-programme tempo 3.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 30
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
La figure 3.6 montre l’organigramme fonctionnel des filtres lors du
chargement du clinker dans la trémie.
Figure 3. 6: Sous programme de chargement du clinker.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 31
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
3.2.3 Grafcet fonctionnel du système
Le grafcet de sélection du mode de fonctionnement du système est
représenté à la figure 3.7.
Figure 3. 7: Grafcet de sélection du mode.
La figure 3.8 montre le fonctionnement du système en mode
automatique.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 32
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Figure 3. 8: Grafcet de fonctionnement en mode auto.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 33
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Détails sur les conditions
Condition 1 : position chariot maintenance et déchargement.
Condition 2 : Chargement trémie hall et déchargement.
Condition 3 : déchargement et position chariot maintenance et
Chargement trémie hall.
Position chariot maintenance : action prévue en mode auto. Elle sert à
positionner le chariot totalement à l’Ouest pour réaliser sa maintenance.
Chargement trémie hall : action prévue en mode auto. Elle est utilisée
seulement quand le conducteur charge le clinker dans le silo. Les filtres
sont sollicités par paires pour aspirer la poussière résultante.
Déchargement : action prévue en mode auto. Elle sert à stocker le
clinker dans le hall. La matière est convoyée par la bande transporteuse
et stockée dans le hall à l’aide du chariot verseur.
Marche PCM : bouton poussoir de marche pour le positionnement
chariot maintenance.
Arrêt PCM : bouton poussoir d’arrêt pour le positionnement chariot
maintenance.
Arrêt déchargement : bouton poussoir d’arrêt pour le déchargement.
Arrêt chargement: bouton poussoir d’arrêt pour le chargement.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 34
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
La figure 3.9 montre le grafcet de stockage
du clinker dans le hall.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 35
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Suite de la figure 3.9
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 36
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Suite de la figure 3.9
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 37
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Suite de la figure 3.9
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 38
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Suite et fin de la figure 3.9
Figure 3. 9: Grafcet de déchargement du clinker.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 39
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Détails sur les conditions
Rép M1.1 : réponse de marche du moteur M1.1 (extracteur).
Rép M1.2 : réponse de marche du moteur M1.2 (bande transporteuse).
Rép M1.3 : réponse de marche du M1.3 (chariot verseur).
Rép FiltM1.1 : réponse de marche du filtre trémie.
Rép FiltrM1.3 : réponse de marche du filtre de la bande transporteuse.
Rép FiltH1 : réponse de marche du filtre hall 1.
Rép FiltH2 : réponse de marche du filtre hall 2.
Rép FiltH3 : réponse de marche du filtre hall 3.
Rép FiltH4 : réponse de marche du filtre hall 4.
Rép FiltH5 : réponse de marche du filtre hall 5.
Rép FiltH6 : réponse de marche du filtre hall 6.
Rép FiltH7 : réponse de marche du filtre hall 7.
Rép FiltH8 : réponse de marche du filtre hall 8.
Fin_cours_ouest : capteur de détection de la présence du chariot à
l’Ouest.
Fin _cours_est : capteur de détection de la présence du chariot à l’Est.
Capt_niveau : capteur de détection de niveau haut de matière.
Capt_posit1 : capteur de détection de position n°1.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 40
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Capt_posit2 : capteur de détection de position n°2.
Capt_posit3 : capteur de détection de position n°3.
Rot M1.1 : rotation de l’extracteur.
Rot M1.2 : rotation de la bande transporteuse.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 41
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
La figure 3.10 montre le grafcet de fonctionnement des filtres lors du chargement du clinker dans la trémie.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 42
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Suite de la figure 3.10
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 43
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Suite de la figure 3.10
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 44
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Suite de la figure 3.10
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 45
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Suite et fin de la figure 3.10
Figure 3. 10: Grafcet de chargement du clinker.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 46
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Détails sur les conditions
Rép FiltH1 : réponse de marche du filtre hall 1.
Rép FiltH2 : réponse de marche du filtre hall 2.
Rép FiltH3 : réponse de marche du filtre hall 3.
Rép FiltH4 : réponse de marche du filtre hall 4.
Rép FiltH5 : réponse de marche du filtre hall 5.
Rép FiltH6 : réponse de marche du filtre hall 6.
Rép FiltH7 : réponse de marche du filtre hall 7.
Rép FiltH8 : réponse de marche du filtre hall 8.
Marche P1 : bouton poussoir de marche des filtres hall 1 et 2.
Marche P2 : bouton poussoir de marche des filtres hall 3 et 4.
Marche P3 : bouton poussoir de marche des filtres hall 5et 6.
Marche P4 : bouton poussoir de marche des filtres hall 7 et 8.
Arrêt P1: bouton poussoir d’arrêt des filtres hall 1 et 2.
Arrêt P2: bouton poussoir d’arrêt des filtres hall 3 et 4.
Arrêt P3 : bouton poussoir d’arrêt des filtres hall 5 et 6.
Arrêt P4 : bouton poussoir d’arrêt des filtres hall 7 et 8.
Bp_acquitter : bouton poussoir pour acquitter les défauts.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 47
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
3.3 Dimensionnement du système à automatiser
Dans cette partie du chapitre, nous ferons le dimensionnement des
équipements suivant trois catégories:
- Les matériels électriques ;
- L’automate et ses accessoires ;
- L’armoire de câblage.
Outres les caractéristiques propres à chaque équipement, nous devons
tenir compte des équipements présents sur le site et au magasin de la société.
3.3.1 Choix des matériels
Les démarreurs-moteurs
Les fonctions de protection contre les courts-circuits, les surcharges, de
sectionnement et de la commutation sont réalisées par les démarreurs-
moteurs. Ils sont choisis en fonction des caractéristiques du moteur (courant
nominal, tension nominale et puissance). Nous avons opté pour un départ-
moteur composé de deux modules :
- un disjoncteur-moteur magnétothermique qui assure les fonctions de
sectionnement, de protection contre les courts-circuits et surcharges ;
- un contacteur qui assure la fonction de commutation.
En se référant au catalogue du fabricant EATON [5], nous avons choisi les
composants. Ils sont répertoriés dans le tableau 3.1.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 48
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Tableau 3. 1: Références des démarreurs-moteurs en fonction des
caractéristiques du moteur. [5]
Puissance Courant Tension
Moteur Démarreur-moteur
(KW) (A) (V)
Type : AC-3
Extracteur 7,5 16 400
Référence : MSC-DE-32-M17
Type : AC-3
Bande
37 68 400 Disjoncteur : NZMN1-S80
transporteuse
Contacteur : DILM80
Chariot Type : AC-3
1,1 2,6 400
verseur Référence : MSC-R-4-M7
Filtre bande Type : AC-3
3 6 400
transporteuse Référence : MSC-D-10-M7
Type : AC-3
Filtre trémie 45 80 400 Disjoncteur : NZMN1-S100
Contacteur : DILM95
Filtre 1 hall
Filtre 2 hall
Filtre 3 hall
Filtre 4 hall Type : AC-3
3 6 400
Filtre 5 hall Référence: MSC-D-10-M7
Filtre 6 hall
Filtre 7 hall
Filtre 8 hall
Le contrôleur de rotation
Compte tenu des conditions d’utilisation et de la normalisation à l’usine,
nous avons porté notre choix sur le contrôleur de rotation de la gamme XSA
V11801 du fabricant SCHNEIDER-ELECTRIC [6].
Le contrôleur de rotation dispose d’un comparateur d’impulsions qui
permet de comparer la fréquence des impulsions émises (Fc) par le mobile à
contrôler et celle préréglée (Fr) sur l’appareil. Lorsque Fc < Fr, le circuit de
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 49
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
commutation en sortie de l’appareil s’ouvre et dans le cas contraire il se ferme.
Notons que cette comparaison est effective neuf secondes après sa mise sous
tension. Ceci permet au mobile d’être à sa vitesse nominale et la sortie reste
fermée sur cette durée.
Les principales caractéristiques du contrôleur de rotation sont
répertoriées dans le tableau 3.2.
Tableau 3. 2: Caractéristiques du contrôleur de rotation. [6]
Désignation Grandeurs Valeurs
24 – 240 V AC ou 24 –
Tension d’alimentation
210 V DC
XSA V11801 fabricant Zone de fonctionnement 0 – 8 mm
SCHNEIDER-ELECTRIC Fréquence de réglages 6 – 150 impulsions / min
Portée nominale 10 mm
Le relais d’interfaces
Afin d’éviter la destruction des sorties de l’automate par les
préactionneurs, nous avons prévu des relais d’interfaces. En effet, la nature et
le niveau des tensions disponibles en sortie de l’automate et ceux des
contacteurs ne sont pas compatibles. Les relais d’interfaces sont couplés avec
des diodes de roue libre afin d’éviter les surtensions liées à la commutation sur
charge inductive.
Le choix de ces relais doit tenir compte du type et du niveau de tension
d’excitation de la bobine, de la tension maximale en commutation et du
courant nominal admissible à leurs contacts. Nous avons donc porté notre
choix sur les relais d’interfaces du fabriquant RELECO dont les caractéristiques
sont mentionnées dans le tableau 3.3.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 50
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Tableau 3. 3: Caractéristiques du relais d'interface. [7]
Désignation Grandeurs Valeurs
Nombre de contacts 4
RELECO Série QR-C Tension-excitation bobine 24V DC
C9-A4X Tension maximale commutable 250 V
Courant nominal 5A
Polarisation+DRL Oui
Les filtres du hall
Les filtres sont identiques, leurs caractéristiques sont présentées dans le
tableau 3.4.
Tableau 3. 4: Caractéristiques des filtres à manches.
Désignation Grandeurs Valeurs
Puissance 3 KW
FILTRES INTENSIV à Tension d’alimentation 400 V
manches IFJC 20/1-2BS Courant nominal 6A
Vitesse nominale 2880 tr/min
Les fins de courses
Les fins de courses utilisées actuellement dans le système restent
inchangées. Le tableau 3.5 donne les caractéristiques de nouvelles fins de
courses ajoutées au système.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 51
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Tableau 3. 5: Caractéristiques des fins de courses. [8]
Désignation Grandeurs Valeurs
Tension d’alimentation 240 V
Courant nominal 1.5 A
XCSD3719P20 fabricant température
SCHNEIDER-ELECTRIC -25°C à 70 °C
fonctionnement
Type de tête Tête rotative
Nombres de pôles 3
Durée de vie mécanique 10000000 cycles
L’enrouleur de câble
Pour le choix de l’enrouleur, nous avons opté pour le fabriquant VAHLE.
Ses caractéristiques sont disponibles dans le tableau 3.6.
Tableau 3. 6: Caractéristiques de l'enrouleur de câble. [9]
Désignation Grandeurs Valeurs
Câbles 4 x 2.5 mm²
VAHLE Electrification Longueur de câble 70 m
systems VBFLT 400- Distance entre le milieu du tambour
1m
630-280-3-246-H-4-25 et le chemin de câble
Couple moteur maximal 150 N
Le détecteur de chute de matière
Nous avons opté pour les détecteurs de chute de matière de la gamme
Sonar-BERO 3RG61 Ultrasonic Proximity Switches du fabriquant Siemens. Ses
caractéristiques sont répertoriées dans le tableau 3.7.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 52
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
Tableau 3. 7: Caractéristiques du détecteur de chute de matière. [10]
Désignation Grandeurs Valeurs
Plage de mesure 20 – 130 cm
Sonar-BERO 3RG6 Température d’exploitation –25 to 70 °C
Ultrasonic Proximity Tension d’alimentation 24 VDC
Switches, Compact Courant nominal 300 mA
range I Nombres de pôles 2 NO
Fréquence de commutation 2 HZ
3.3.2 L’automate et ses accessoires
Le choix de l’automate et de ses cartes entrées/sorties est réalisé au
chapitre 4 du document.
3.3.3 Les armoires de câblages
Le tableau 3.8 présente les caractéristiques et les accessoires de
l’armoire.
Tableau 3. 8: Caractéristiques des armoires. [11]
Désignation Grandeurs Valeurs
Rail de montage
17 x73 mm
Armoire de câblage profondeur
Rittal TS8 Rail de DIM 7.5 x 35 mm
8005.500 Largeur 1000mm
Juxtaposable Hauteur 2000mm
Profondeur 500mm
Tablette de travail
1
Armoire automate rabattable
Rittal TS8 Largeur 1000 mm
7831.439 Hauteur 2000 mm
Profondeur 600 mm
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 53
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
3.4 Les améliorations apportées au système
3.4.1 Le conditionnement du moteur extracteur
Pendant le déchargement du clinker, le moteur extracteur est enfermé
dans une pièce sans aération. La température à l’intérieur de la pièce avoisine
les 60°C et la poussière s’entasse sur le moteur. Après un certain temps de
marche, le moteur s’échauffe excessivement et parfois ses enroulements sont
détériorés au bout d’un long temps de marche. Il urge donc de trouver un
moyen pour aérer le moteur. Nous avons donc prévu deux solutions. La
première est un refroidissement à air forcé. Par une canalisation, nous faisons
circuler de l’air issu du compresseur qui alimente l’usine. Le refroidissement se
fera toutes les trente minutes et pendant cinq à dix minutes.
Quant à la deuxième solution, elle est basée sur le filtre intensif de la
trémie. L’idée est de réaliser une canalisation dont l’extrémité sera adaptée aux
besoins. La dépression générée par le filtre absorbe l’air poussiéreux au niveau
du moteur extracteur jusqu’aux manches à filtres pour une épuration. La
deuxième solution serait la mieux adaptée car l’elle permet d’aspirer la
poussière de la pièce et de refroidir le moteur.
3.4.2 Les rails des chariots
La matière déposée sur les rails, rend difficile les mouvements de
translation du chariot. Les moteurs sont obligés de déployer plus de couple
moteur pour vaincre la résistance. Cette situation peut être évitée en fixant un
petit pinceau semi dur sur les quatre côtés. Il aura pour but d’enlever la masse
de matière amassée sur les rails pendant le déplacement du chariot. La
présente pièce est présentée sur la figure 3.11. L’aspiration de la poussière est
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 54
CHAPITRE 3 : Conception du nouveau système automatisé de stockage du clinker
assurée par les nouveaux filtres ; ce qui réduit considérablement la quantité de
matière sur les rails. Des interrupteurs de déport sont disposés le long de la
bande pour signaler les éventuels déports de bande.
Figure 3. 11: Photo d’un pinceau de nettoyage des rails.
3.4.3 La disposition des filtres et des fins de courses dans
le hall
Quatre filtres sont installés sur chacune des deux longueurs du hall. La
disposition des filtres sur la figure 3.12 reste la même pour les filtres 2, 4, 6 et
8. Cette figure présente la disposition à adopter pour l’installation des filtres
dans le hall ainsi que celle des fins de courses sur les rails du chariot.
Figure 3. 12: Disposition des filtres et fins de courses
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 55
CHAPITRE 4 : Programmation du système sur API
CHAPITRE 4 : PROGRAMMATION DU SYSTEME SUR API
Programmer un processus revient à traduire les fonctionnements dudit
processus en un langage interprétable par une machine. Cette étape passée, on
transfert le programme conçu dans un processeur choisi suivant des
contraintes bien déterminées.
4.1 L’Automate Programmable Industriel (API) [12]
L’Automate Programmable Industriel (API) est un appareil électronique
doté d’un microprocesseur capable de traiter des informations. Ces
informations sont destinées à la commande des machines composant un
processus en milieu industriel. Il comporte une mémoire programmable dans
laquelle sont stockées toutes les instructions concernant le cycle du processus
à l’aide d’un langage adapté.
L’API possède des caractéristiques élevées du point de vue résistance aux
conditions d’utilisation dans l’industrie. Parmi ses caractéristiques, nous
pouvons citer entre autres :
- Une tolérance à un taux d’humidité pouvant aller jusqu’à 90% ;
- Une tolérance à une température d’utilisation maximale de 60°C sans
circuit de refroidissement ;
- Un bon indice de protection contre la poussière et l’eau ;
- Une insensibilité aux chocs et vibrations élevés ;
- Une immunité considérable aux parasites industriels.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 56
CHAPITRE 4 : Programmation du système sur API
L’utilisation des API dans le monde industriel est très fréquente car il
prend un grand avantage sur la logique câblée. Il permet le traitement rapide
de l’information et la réduction de l’encombrement des circuits de commande.
4.2 Structure interne d’un API
La figure 4.1 montre l’architecture interne d’un API.
Figure 4. 1: Architecture d’un API. [12]
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 57
CHAPITRE 4 : Programmation du système sur API
L’automate est principalement constitué :
- D’une unité centrale de traitement ou processeur ;
- D’une zone ou espace mémoire ;
- Des interfaces d’entrées et de sorties (E/S) ;
- Des bus internes et externes ;
- D’un module d’alimentation ;
- Des modules de fonctions spécifiques pour des applications
complexes.
4.2.1 Unité centrale de traitement [12]
Désignée en anglais par Central Processing Unity (CPU), l’unité centrale
de traitement représente le module qui interprète et exécute les instructions
du programme. Elle supervise l’échange d’informations entre les interfaces
d’entrées/sorties et la zone mémoire. Ces échanges peuvent être résumés en
trois points :
- La lecture des informations sur les interfaces d’entrées de l’API ;
- Le traitement des informations par le programme ;
- L’écriture de la commande sur les interfaces de sorties de l’API.
4.2.2 Zone ou espace mémoire [12]
La mémoire de l’API sert d’une part à sauvegarder le programme de
l’automatisme et d’autre part à conserver toutes les informations envoyées sur
les interfaces d’entrées et celles issues du traitement du programme pour la
commande des sorties. Sa capacité est exprimée en kilo octets ou kilo mots.
Les mémoires sont conçues à base de trois principales technologies.
Nous avons :
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 58
CHAPITRE 4 : Programmation du système sur API
- Les mémoires RAM (Random Access Memory) ou mémoires vives :
elles sont en lecture et écriture. En cas de coupure d’alimentation,
elles s’effacent. On utilise des batteries pour éviter la perte des
informations ;
- Les mémoires EEPROM (Electrically Erasable Programmable Read Only
Memory) : elles sont reprogrammables et effaçables électriquement.
Les informations disponibles sur la mémoire sont en lecture ;
- Les mémoires EPROM (Erasable Programmable ROM) : elles sont
effaçables et reprogrammables. On les efface grâce à une exposition
aux rayons ultraviolets.
4.2.3 Interfaces d’entrées et de sorties
Disponibles sous forme de cartes enfichables, ces interfaces servent
d’isolement galvanique entre le CPU et les périphériques industriels.
Il existe deux types d’interfaces : les interfaces d’entrées et de sorties.
Chacune de ces interfaces est disponible en module TOR (Tout Ou Rien) ou en
module analogique. Les modules TOR traitent les informations binaires
(informations à 2 états « 0 » ou « 1 ») et les analogiques les grandeurs
continues (ex : la température, l’intensité, la pression etc).
4.2.4 Le module d’alimentation
Il sert à l’alimentation en tension de toutes les composantes de l’API
pour son bon fonctionnement.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 59
CHAPITRE 4 : Programmation du système sur API
4.3 Choix de l’automate
L’automate utilisé dans le présent système doit tenir compte des
contraintes ci-après :
- Le type de module d’entrées et sorties (digital ou analogique) ;
- Le nombre d’entrées/sorties ;
- La taille du programme à transférer ;
- La vitesse de traitement ;
- La capacité mémoire ;
- Les langages de programmation supportés ;
- La vitesse d’exécution des tâches ;
- Les fonctions complémentaires (ex : temporisateurs et compteurs
registre à décalage, bloc de régulation etc).
En tenant compte du nombre d’entrées/sorties (86 entrées et 14 sorties)
et des autres caractéristiques précitées, nous optons pour les automates de la
gamme S7-300 de SIEMENS et plus précisément le S7-315-2DP. Cet automate
est accompagné de six modules d’entées logiques (DI16xDC24V), d’un module
d’entrées analogiques (AI2x12Bits) et d’un modules de sorties logiques
(DO16xDC 24V/0,5A).
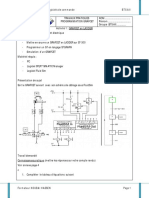
4.4 Configuration matérielle
La configuration matérielle consiste à spécifier les modules de l’automate
tels que son alimentation, ses entrées/sorties et le type de processeur. Cette
configuration est réalisée à partir du logiciel STEP7. Il sert à la configuration des
automates SIEMENS de la gamme de S7-300 et S7-400. La figure 4.2 montre la
configuration matérielle du système.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 60
CHAPITRE 4 : Programmation du système sur API
Figure 4. 2: Configuration matérielle.
4.5 Programme principal
Les automates de la gamme S7-300 et S7-400 présentent une
programmation structurée. Cette structuration est basée sur l’utilisation des
blocs organisationnels (0B), des blocs de fonctions (FB) et des fonctions (FC). Le
bloc organisationnel représente le programme principal. Il permet l’exécution
cyclique des lignes de code, des fonctions et des blocs fonctions appelés. Les
blocs fonctions (FB) et les fonctions (FC) constituent la structure du sous-
programme appelé dans l’OB. Ils servent à exécuter une tâche précise et
prédéfinie par les lignes de code qu’ils contiennent.
Afin de rendre meilleure la communication entre l’automate et notre
logiciel de supervision, les data blocs (DB) ont été créés. Ils servent
principalement à stocker en mémoire les états ou les valeurs des variables.
Nous distinguons deux types de data bloc : les data blocs instanciés et les data
blocs globaux. Le data bloc global peut être manipulé par n’importe quelles
fonctions, blocs fonctions ou être appelé dans un bloc organisationnel. Quant
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 61
CHAPITRE 4 : Programmation du système sur API
au data bloc instancié, il est associé à un bloc fonction. Il permet de garder en
mémoire les informations du bloc fonction auquel il est associé.
Les langages utilisés dans la programmation du système sont le langage à
contacts et le Grafcet. Pour programmer en contacts, on insère les lignes de
code dans le bloc organisationnel ou on utilise des fonctions ou blocs fonctions.
Dans le cas des fonctions et blocs fonctions, on se doit de leur faire appel dans
le bloc organisationnel sinon ils ne marcheraient pas.
Le programme de gestion du processus de déchargement de clinker
comporte au total trente-six blocs dont un bloc organisationnel (OB1), cinq
fonctions (FC1 à FC5), cinq blocs fonctions (FB1 à FB5), deux datas blocs
globaux (DB1, DB2) et vingt-trois datas blocs d’instances (DB11 à DB33). La
taille globale du programme est de 8594 octets.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 62
CHAPITRE 5 : Programmation de la supervision
CHAPITRE 5 : PROGRAMMATION DE LA SUPERVISION
Il est important de pouvoir conduire simplement, efficacement et
aisément un processus automatisé. Cet idéal est atteint lorsqu’on interface une
application de supervision afin de permettre une bonne communication entre
l’opérateur et le système automatisé.
Un système d’Interface Homme-Machine (IHM) est une interface entre
l’opérateur (homme) et le processus (machine/installation). Nous avons utilisé
l’application propriétaire SIMATIC WINCC FLEXIBLE ADVANCED 2008 SP3 de
SIEMENS pour la réalisation de l’HMI du système. Cette application permet de
développer des IHM pour plusieurs types de pupitre plus précisément pour des
ordinateurs (standard ou serveur).
5.1 Structure de l’application Interface Homme Machine
(IHM) du système automatisé
L’application IHM proposée à la CIMBENIN S.A est composée de 5 vues.
Nous distinguons :
- La vue complète ;
- La vue de conduite ;
- La vue des alarmes ;
- La vue historique des alarmes ;
- La vue de réglages.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 63
CHAPITRE 5 : Programmation de la supervision
Sur toutes les vues, sont disponibles l’heure, la date et l’identifiant de
l’utilisateur connecté. La figure 5.1 présente les différentes vues sur le plan
hiérarchique.
Vue complete
Conduite Alarmes Historique Réglages
Figure 5. 1: Organigramme de la supervision du système.
5.1.1 La Vue complète
Comme l’indique son nom, c’est la première vue qui est présentée à
l’utilisateur. Cette vue est chargée au démarrage de l’application et elle
présente tout le système avec l’état en temps réel de l’installation. Aucune
action de conduite n’est possible depuis cette vue. Elle dispose de deux
groupes de boutons : l’un pour accéder à son compte par son identification et
l’autre groupe permet une navigation entre les vues disponibles (alarmes,
conduite, historique et réglages). Certaines vues ne sont accessibles qu’après
l’identification de l’utilisateur. Elle comporte aussi des boutons animés
(changement de couleur ou clignotant) pour signifier à l’opérateur le mode et
l’état de marche des moteurs et l’état des différents capteurs qui se trouvent
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 64
CHAPITRE 5 : Programmation de la supervision
dans le système. En fait, les évènements observés à l’écran de supervision
surviennent lorsqu’il y a changement d’état en temps réel d’un moteur ou d’un
capteur. La vue complète est présentée à la figure 5.2.
5.1.2 La vue conduite
La vue conduite permet à l’opérateur de donner des ordres au système.
Cette vue peut être divisée en deux parties : la partie de commande et la zone
de signalisation.
La zone de signalisation est composée globalement des voyants animés
pour indiquer l’état ou le changement d’état du système. Chaque composant
du système est représenté par un voyant gris lorsqu’il n’est pas en marche (état
logique 0). Le voyant devient vert lorsqu’il est en marche (état logique 1). Le
mode du système y est aussi représenté. La partie de signalisation est présente
à la figure 5.3.
La partie de commande est composée de boutons poussoirs marche,
arrêt et de validation. Il existe aussi des commutateurs de sélection et des
boutons de navigation vers toutes les vues de l’application. La sélection ou
l’appui sur un bouton poussoir permet d’envoyer une information de
commande au système. La partie de commande est présentée à la figure 5.3.
5.1.3 La vue alarmes
Cette vue présente la liste de toutes les alarmes journalières. Les alarmes
peuvent être subdivisées en deux grands groupes. Les alarmes Tout Ou Rien
(TOR) et les alarmes Analogiques. Une alarme TOR est déclenchée lorsque la
variable associée prend l’état logique de déclenchement. Quant au groupe
d’alarmes analogiques, il possède une plage ou un intervalle de valeurs pour
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 65
CHAPITRE 5 : Programmation de la supervision
son déclenchement. Le déclenchement peut se faire soit au front montant
(dépassement d’une valeur maximale autorisée) ou au front descendant (valeur
inférieur à la valeur minimale autorisée).
Le logiciel nous permet de créer au besoin d’autres classes d’alarmes. Les
classes d’alarmes configurées par défaut dans Wincc sont :
- La classe « Erreurs » ;
- La classe « Avertissement» ;
- La classe « système ».
Les alarmes de la classe erreur montrent l’état critique et dangereux du
système. Ces alarmes arrêtent le processus et doivent être acquittées avant
toute remise en marche. Les alarmes de la classe avertissement ne nécessitent
pas un acquittement lorsqu’elles apparaissent. Elles signalent les états
normaux du processus. Les alarmes système surviennent lorsqu’il y a une
défaillance relative au système de l’automate. La figure 5.4 présente la vue des
alarmes. Le tableau 5.1 indique la signification des couleurs des alarmes du
système.
Tableau 5. 1: Légende des couleurs des alarmes
Apparu et Apparu et Apparu acquitté
Alarmes Apparu
disparu acquitté et disparu
Avertissements
Erreurs
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 66
CHAPITRE 5 : Programmation de la supervision
5.1.4 La vue historique
La gestion de la traçabilité étant imposée, nous avons opté pour
l’archivage des alarmes apparues. L’archivage des alarmes est créé
périodiquement et sauvegardé sur le disque dur de l’ordinateur. Ainsi nous
pouvons consulter à tout moment et situer les responsabilités des opérateurs
dans le cas d’une mauvaise conduite du système.
Nous avons remarqué qu’après un temps, les données archivées sont
écrasées pour laisser place à une nouvelle archive. La résolution de ce
problème passe par l’impression de l’archive avant qu’une nouvelle ne se crée.
La figure 5.5 présente la vue historique des alarmes.
5.1.5 La vue réglages
Cette vue est composée de deux pages. Une qui permet le forçage du
chariot et la configuration des utilisateurs du système. L’autre permet le
paramétrage du capteur de niveau et du forçage de certaines entrées du
système. Dans un tableau, se trouvent les entrées qu’on peut forcer et juste à
côté de chacun il y a deux boutons : l’un pour forcer et l’autre pour annuler le
forçage.
Au bas du tableau se trouvent des champs de paramétrage du capteur à
niveau. Sans faire des modifications dans le code, l’opérateur peut modifier les
niveaux inférieur et supérieur. L’illustration de la présente vue est disponible
aux figures 5.6.et 5.7.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 67
CHAPITRE 5 : Programmation de la supervision
Figure 5. 2: Vue complète.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 68
CHAPITRE 5 : Programmation de la supervision
Figure 5. 3: Vue de la conduite.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 69
CHAPITRE 5 : Programmation de la supervision
Figure 5. 4: Vue des alarmes.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 70
CHAPITRE 5 : Programmation de la supervision
Figure 5. 5: Vue historique.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 71
CHAPITRE 5 : Programmation de la supervision
Figure 5. 6: Vue réglages.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 72
CHAPITRE 5 : Programmation de la supervision
Figure 5. 7: Vue réglages (suite)
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 73
CHAPITRE 5 : Programmation de la supervision
5.2 Configuration des animations graphiques, des boutons et
des changements de vue
5.2.1 Configuration des boutons de choix
L’action associée à un bouton se définit dans les propriétés de l’objet
graphique. Nous disposons d’un onglet « Evènement » qui permet de définir les
différents types d’évènements associés au « presser » ou au « relâcher » d’un
bouton. La figure 5.8 présente la configuration du bouton de sélection du mode
local du système.
Figure 5. 8: Configuration d'un bouton.
5.2.2 Configuration du changement de vue
Sur toutes nos vues, nous avons prévu des boutons de changement de
vue. Cela est important car il permet une bonne navigation et donne une
certaine ergonomie à l’application. Chaque vue dispose de son bouton auquel
on a associé l’événement « CLIC ». Un simple clic sur le bouton suffit à activer la
vue à laquelle il est relié. La figure 5.9 montre la configuration du bouton
d’activation de la vue complète. Il est important de spécifier l’action à faire
(activer vue) et la vue à activer (vue complète).
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 74
CHAPITRE 5 : Programmation de la supervision
Figure 5. 9: Configuration du bouton d'activation de vue.
5.2.3 Configuration d’un commutateur
Le commutateur est utilisé pour la sélection des actions qui ne peuvent
pas être choisies simultanément. Ainsi la notion de « ou exclusif » apparaît
dans le choix des opérations à effectuer. Par exemple, soit le système est piloté
en mode local soit il l’est en mode automatique. Pour réaliser la configuration
d’un commutateur, il faut créer une liste graphique. La liste graphique est une
liste d’icônes ou de couleurs qui définit le comportement visuel du
commutateur lorsque la variable à laquelle il est associé change d’état. On
définit ensuite le commutateur en entrée ou en sortie. Les figures 5.10, 5.11 et
5.12 illustrent la configuration des commutateurs et la liste graphique réalisée
dans l’application.
Figure 5. 10: Commutateur à deux positions.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 75
CHAPITRE 5 : Programmation de la supervision
Figure 5. 11: Commutateur à trois positions.
Figure 5. 12: Configuration de la liste graphique pour commutateur à
deux positions
5.2.4 Configuration des animations graphiques des
moteurs
Les animations graphiques des moteurs sont destinées à montrer l’état
de marche du moteur. Dans l’application, nous avons opté pour des
signalisations en forme d’un carré disposées juste en dessous de l’image
graphique qui représente le moteur. La première indique le mode de
fonctionnement du moteur. La couleur blanche montre le mode local, le bleue
le mode automatique et grise lorsqu’aucun des deux modes n’est activé. La
seconde signalisation indique l’état de marche du moteur. Elle reste de couleur
grise quand le moteur est à l’arrêt et verte quand le moteur est en marche. La
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 76
CHAPITRE 5 : Programmation de la supervision
figure 5.13 montre le moteur en mode automatique (couleur bleue) et en
marche (couleur verte)
Figure 5. 13: Signalisation du mode et de l'état de marche du moteur.
5.2.5 Configuration des alarmes
Les défauts sont signalés sur la vue complète. Nous avons prévu des
signalisations carrées qui clignotent à côté de l’élément en défaut. Sur la figure
5.14 présente le disjoncteur du chariot verseur qui est ouvert.
Figure 5. 14: Ouverture du disjoncteur du chariot verseur.
Sur la vue historique, nous avons choisi d’imprimer périodiquement les
archives générées. L’impression des archives passe d’abord par la création de la
structure qu’on appelle journal. Le journal est structuré en cinq zones à savoir :
- En-tête de journal : indique le titre et les données générales du projet.
Il représente la couverture du journal. On l’édite en début de journal ;
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 77
CHAPITRE 5 : Programmation de la supervision
- Pied de page de journal : présente un résumé des informations et
représente la dernière page du journal. On l’édite en fin de journal ;
- En-tête : indique le titre, l’heure, la date et d’autres informations. Elle
est présente sur toutes les pages du journal ;
- Pied de page : indique la page, le nombre total de pages, et quelques
autres informations générales du journal. Elle est aussi présente sur
toutes les pages du journal ;
- Page : indique les données en temps réel qui sont éditées.
Nous avons la possibilité d’imprimer l’archive des alarmes suivant une
période qu’on peut définir à travers deux champs : début de période et fin de
période. Toutes les configurations étant faites, nous imprimons l’archive en
cliquant sur le bouton prévu à cet effet.
5.3 Manuel de conduite du processus
Cette partie consiste à donner les instructions pour permettre à tout
opérateur de pouvoir conduire le système sans difficultés. Le système
fonctionne en deux modes : le mode auto et le mode local.
En mode local, l’opérateur n’a pas la main sur le système. Il peut
seulement constater les changements d’état du système sur son écran de
supervision. La marche et l’arrêt des moteurs du système se commandent à
partir des boutons poussoirs. Pour se mettre en mode local, l’opérateur clique
sur « local » puis sur « valide mode » afin de valider sa sélection.
Pour conduire le système en mode automatique, l’opérateur clique sur le
bouton « auto » et sur le bouton « valide mode ». Il verra le commutateur à
trois positions se positionner sur le mode auto et sa signalisation lumineuse
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 78
CHAPITRE 5 : Programmation de la supervision
passera au vert. Il a le choix entre les trois actions possibles en auto :
déchargement du clinker, positionnement du chariot et chargement du clinker
dans la trémie interne du hall.
Le déchargement du clinker se fait en cliquant sur le bouton poussoir
« décharg clinker ». Les voyants de mode auto, déchargement clinker doivent
être au vert. Ensuite le voyant de la sirène passe au vert pour dix secondes. Les
voyants des moteurs de l’installation s’allument tours à tours. La marche peut
être interrompue en cliquant sur « arrêt décharg » ou lorsque le déchargement
est à terme ; le processus est automatiquement arrêté.
Le positionnement du chariot se fait en sélectionnant son commutateur.
La sélection étant faite, l’ordre de marche est donné grâce au bouton poussoir
« Posit chariot ». La signalisation du chariot passe au vert. Le processus peut
être arrêté grâce au bouton « arrêt posit chariot » ou lorsqu’il est à terme ; il
est automatiquement arrêté.
Le chargement du clinker se fait en sélectionnant son commutateur. Le
voyant « chargement » passe au vert pour indiquer que la sélection est bien
prise en compte. Les boutons de marche sont présents pour permettre le
démarrage d’une combinaison de paires de filtres. Les boutons d’arrêt servent
à arrêter les paires de filtres qui étaient en marche.
Il est nécessaire d’arrêter tout processus mis en marche avant de
changer de mode ou de changer d’action. Des verrouillages sont disposés sur
les boutons afin d’empêcher les actions interdites. Ces verrouillages se
manifestent par la disparition de certains boutons dans des conditions précises.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 79
CHAPITRE 5 : Programmation de la supervision
5.4 Simulation
Le simulateur PLCSIM est un logiciel fourni par SIEMENS. Il permet de
simuler les programmes développés pour les automates de la gamme S7-
300/400. L’interface du simulateur automate avec le programme pré-chargé
est présentée à la figure 5.15.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 80
CHAPITRE 5 : Programmation de la supervision
Figure 5. 15: Simulation du projet avec le logiciel PLCSIM.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 81
CHAPITRE 5 : Programmation de la supervision
5.5 Résultats
Les multiples simulations réalisées sur l’application nous ont révélé:
- Une correspondance effective entre l’évolution du processus et sa
description fonctionnelle ;
- Une communication et une cohésion excellentes entre l’automate et
le pupitre de commande ;
- Une bonne ergonomie du pupitre commande.
Il en résulte que le nouveau système de stockage du clinker répond bien
aux exigences du cahier des charges.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 82
CHAPITRE 6 : Estimation partielle du coût du projet
CHAPITRE 6: ESTIMATION PARTIELLE DU COUT DU
PROJET
Ce chapitre présente l’estimation du coût du projet évalué sur le plan
logiciel et sur le plan matériel. Sur le plan logiciel, nous allons nous baser sur
une méthode scientifique d’estimation du coût de conception d’un logiciel et
sur le plan matériel, sur les principaux fournisseurs de la CIMBENIN S.A. Cette
estimation peut subir des modifications dans le temps car elle est à titre
indicatif et ne tient pas compte des frais divers.
6.1 Coût de la partie logicielle du système
L’estimation du coût du projet se résumera aux coûts de conception et
des principaux composants du système. Pour atteindre une grande précision,
nous choisissons une méthode scientifique qui est fondée sur l’analyse des
projets terminés et qui consiste à choisir un modèle d’estimation. Le coût d’un
logiciel s’estime en quatre volets à savoir :
- Le volet coût de la conception ;
- Le volet coût de la mise en œuvre ;
- Le volet coût de la maintenance ;
- Le volet coût de la formation des utilisateurs.
Le plus connu et le plus utilisé des nombreux modèles d’estimation du
coût des projets informatiques est COCOMO (COnstructive COst MOdel). Nous
l’avons choisi pour ses caractéristiques d’adaptation à l’environnement de
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 83
CHAPITRE 6 : Estimation partielle du coût du projet
travail et aussi pour sa forte documentation. COCOMO a été conçu par le Dr.
Barry Boehn en 1981. Il existe actuellement en trois versions :
- La version simple ;
- La version intermédiaire ;
- La version détaillée.
Dans la suite du chapitre, nous présenterons la définition et les
principales caractéristiques des trois versions précitées.
6.1.1 Le modèle simple [13]
La méthode COCOMO peut s’avérer très utile lors de prises de décisions
financières sur l’effort de création de logiciels. Plus simplement, établir un
budget et un planning pour un projet logiciel de développement ou de
maintenance. La méthode fournit des abaques simples permettant de
minimiser les calculs de charges. Cette version de la méthode offre une
résolution de l’équation de charge de développement par type de projet. Il
existe trois types de projets : les projets organiques ou classiques, les projets
semi-détachés et les projets embarqués.
- Projet organique ou classique : ce type de projet rassemble des
projets de type « gestion », peu contraints à s’imbriquer dans un
environnement existant. Les développeurs sont généralement
expérimentés (technologies courantes, environnement de
développement stable) et les équipes de développement sont
relativement petites. La communication dans l’équipe reste de ce fait
facilitée. Cette première catégorie regroupe les projets allant jusqu’à
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 84
CHAPITRE 6 : Estimation partielle du coût du projet
50 KLSL ou plutôt 50 KDIS (Delivered Source Instructions), définis par
Boehm pour la méthode (exemple de projet : compilateur) ;
- Projet semi-détaché : cette catégorie regroupe les projets ayant des
caractéristiques intermédiaires entre le logiciel de gestion et le
logiciel embarqué. L’environnement étant plus complexe, les
techniques moins habituelles, les développeurs ont un niveau
d'expérience globalement moyen sur les systèmes impactés. L'équipe
peut avoir une expérience partielle liée à certains aspects du projet.
Cette catégorie regroupe les projets allant jusqu’à la taille de 300 KDSI
(exemple de projet: la plupart des operating system complexes) ;
- Projet embarqué : le Projet embarqué doit s’insérer dans son
environnement. Son développement est soumis à des contraintes
importantes: projets temps réel, projets sur des domaines d’avant-
garde. Ce type de projet, logiciel et système complexes ayants des
processus opérationnels, doit inter-opérer fortement avec son
environnement. Le coût de chaque changement est de ce fait élevé.
Cette catégorie regroupe les projets de toutes tailles (Exemple de
projet: projets avioniques).
Le tableau 6.1 présente un résumé des types de projets et les
caractéristiques associées.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 85
CHAPITRE 6 : Estimation partielle du coût du projet
Tableau 6. 1: Récapitulatif des types de projets. [13]
Projet Taille Innovation Date limite Contraintes
Organique Petite Légère Large Stables
Semi- détaché Moyenne Moyenne Moyenne Moyennes
HW Complexes / interfaces
Embarqué Grosse Importante Serrée
client
Les formules nécessaires pour calculer l’effort et le temps requis pour
développer un programme informatique, sont résumées dans le tableau 6.2.
Tableau 6. 2: Formules de calcul d’effort et du temps de développement.
[14]
Type de projets Effort (en mois-homme) Tdev (en mois)
1.05 0.38
Organique effort= 2.4 * (KLSL) TDev = 2.5 * (effort)
1.05 0.35
Semi-détaché effort= 3 * (KLSL) TDev = 2.5 * (effort)
1.05 0.32
Embarqué effort= 3.6 * (KLSL) TDev = 2.5 * (effort)
KLSL (Kilo Lignes Sources Livrées) représente le nombre de milliers
d’instructions que contient l’application.
Le mois-homme représente le temps de travail effectif d’une personne
pendant un mois.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 86
CHAPITRE 6 : Estimation partielle du coût du projet
6.1.2 Le modèle intermédiaire
COCOMO intermédiaire ajoute à la méthode un ensemble de « Grands
thèmes de coût » qui permettent d’effectuer l'évaluation subjective du produit,
du matériel, du personnel et des attributs de projet. Cette prolongation
considère un ensemble de quatre thèmes de coût, chacun avec un certain
nombre de facteurs de coût. Le modèle COCOMO intermédiaire prend en
compte certains de ces facteurs appelés facteurs de productivité. Chaque
facteur prend une valeur nominative de 1 et peut varier selon son importance
dans le projet. Il existe au total quinze facteurs de productivité répartis en
quatre classes: produit, matériel et logiciel, personnel et projet. Les quinze
facteurs sont multipliés entre eux pour donner un facteur d’ajustement qui
sera appliqué par la suite à l’estimation donnée par le modèle simple. Le
tableau 6.3 présente les quinze facteurs avec leurs dénominations et suivant
leurs classes respectives.
Tableau 6. 3: Présentation des classes et des facteurs. [13]
Classes Facteurs Signification
FIAB Fiabilité requise
Produit DONN Taille de la base de données
CPLX Complexité du produit
TEMP Contraintes de temps d’exécution
ESPA Contraintes de mémoire principale
Matériel et
logiciel
VIRT Changement dans l’ensemble soft+hard
Temps de retour d’une tâche soumise à
CSYS
l’ordinateur
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 87
CHAPITRE 6 : Estimation partielle du coût du projet
Suite du tableau 6.3
Classes Facteurs Signification
APTA Aptitude de l’analyste
EXPA Expérience dans le domaine d’application
Personnel APTP Aptitude à la programmation
EXPV Expérience de la machine virtuelle
EXPL Expérience du langage de programmation
Pratique des techniques modernes de
PMOD
Programmation
Projet OLOG Outils logiciels
DREQ Durée requise du développement
A chaque facteur est attribuée une qualification suivant la grille proposée
par le modèle. Cette grille est résumée en six points :
- Très faible (TF);
- Faible (F);
- Nominal (N) ;
- Elevé (E);
- Très élevé (TE);
- Extrêmement élevé (TTE).
Le tableau 6.4 présente les coefficients des divers degrés d’importance
de facteurs de productivité.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 88
CHAPITRE 6 : Estimation partielle du coût du projet
Tableau 6. 4: Les facteurs avec les différentes valeurs associées à leur
niveau d'estimation. [13]
Facteurs TF F N E TE TTE
FIAB 0.75 0.88 1.0 1.15 1.40 --
DONN -- 0.94 1.0 1.08 1.16 --
CPLX 0.70 0.85 1.0 1 .15 1.30 1.65
TEMP -- -- 1.0 1.11 1.30 1.66
ESPA -- -- 1.0 1.06 1.21 1.56
VIRT -- 0.87 1.0 1.15 1.30 --
CSYS -- 0.87 1.0 1.07 1.15 --
APTA 1.46 1.19 1.0 0.86 0.71 --
EXPA 1.29 1.13 1.0 0.91 0.82 --
APTP 1.42 1.17 1.0 0.86 0.70 --
EXPV 1.21 1.10 1.0 0.90 -- --
EXPL 1.14 1.07 1.0 0.95 -- --
PMOD 1.24 1.10 1.0 0.91 0.83 --
OLOG 1.24 1.10 1.0 0.91 0.83 --
DREQ 1.23 1.08 1.0 1.04 1.10 --
6.1.3 Le modèle détaillé ou expert [4]
Le modèle détaillé incorpore toutes les caractéristiques de la version
intermédiaire avec une évaluation de l'impact du coût pour chaque étape du
cycle de vie du logiciel. Ce modèle résulte des travaux de raffinage de la
méthode intermédiaire révisée en 1995 et 1997.
Cette version permet de calculer l’effort et la durée des projets de
développement ou de maintenance. Ses buts sont:
- Assurer un coût logiciel et un modèle d'estimation en accord avec les
pratiques de développement modernes ;
- Développer une base de données contenant des coûts logiciels et des
outils supportant la capacité d'amélioration continue du modèle ;
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 89
CHAPITRE 6 : Estimation partielle du coût du projet
- Fournir un cadre d'analyse quantitative, et un ensemble d'outils et de
techniques, pour évaluer les effets des améliorations technologiques
sur les coûts logiciels et les délais.
Le modèle COCOMO II est capable d’estimer des développements de
type générateur d’applications, intégration de systèmes, ou infrastructures.
Ceci comprend trois niveaux :
- 1er niveau: prendre en charge l'estimation des prototypes ou des
applications ayant un effort composite ;
- 2nd niveau: supporter les estimations au stade précoce de conception
d'un projet, quand la connaissance des coûts est minimale ;
- 3ème niveau: prend en charge l'estimation post-architecture d'un
projet.
Pour avoir plus d’informations sur la méthode COCOMO, se référer à la
bibliographie.
6.2 Coût des programmes
Compte tenu des données dont nous disposons et de la précision
recherchée, nous optons pour le modèle intermédiaire. La mise en œuvre de ce
modèle requière les étapes suivantes :
- Estimation de la taille du programme ;
- Identification du mode de développement ;
- Calcul du temps de développement nécessaire avec le modèle
simple ;
- Calcul de l’effort requis avec le modèle simple ;
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 90
CHAPITRE 6 : Estimation partielle du coût du projet
- Calcul du facteur d’ajustement ;
- Calcul de l’effort ajusté avec le modèle intermédiaire;
- Calcul de la durée ajustée avec le modèle intermédiaire ;
- Calcul du nombre de personnes requit au développement du
programme ;
- Calcul du coût total du développement.
Dans un mois de travail, nous supposons vingt jours de travail à raison de
huit heures par jour (on exclut les week-ends du mois sans tenir compte des
jours fériés et congés). Il en résulte cent soixante heures de travail. Nous
considérons donc que notre mois-homme représente cent soixante heures de
travail sur le logiciel.
6.2.1 Programme Automate
Le programme automate représente l’ensemble des codes écrits pour la
conduite du système. Il a été écrit en langage à contacts. Afin de mieux
apprécier la taille du programme, nous devons le convertir en langage « list ».
Ce langage est très proche du langage machine car il ne comporte que des
instructions de base.
Estimation de la taille du programme
Après conversion, le programme est estimé à environ 5 KLSL.
Identification du mode de développement
Nous qualifions le projet de semi-détaché car il a été développé pour le
contrôle d’un système industriel.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 91
CHAPITRE 6 : Estimation partielle du coût du projet
Calcul de l’effort requis
L’effort requis est exprimé en fonction la quantité de KLSL
.
=3∗( ) (6.1)
Cette formule est issue du tableau 6.2. Suite au calcul, l’effort requit vaut
18 mois-hommes.
Calcul du temps de développement nécessaire
Le temps de développement est exprimé en fonction de l’effort requis et
sa formule est la suivante :
.
= 2.5 ∗ (6.2)
Cette formule est issue du tableau 6.2. Suite au calcul, le temps de
développement est de 7 mois.
Calcul du facteur d’ajustement
Ce facteur est obtenu en faisant le produit de tous les autres coefficients
de facteurs de productivité. La programmation du système a nécessité une
bonne méthode de programmation (PMOD élevé), un bon outillage logistique
(OLOG élevé), une faible contrainte du système de développement (CSYS faible)
et une faible instabilité mémoire (VIRT faible). Le reste des paramètres est
estimé à un niveau moyen. Le tableau 6.5 résume le niveau d’estimation des
facteurs du système avec les valeurs correspondantes.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 92
CHAPITRE 6 : Estimation partielle du coût du projet
Tableau 6. 5: Les facteurs du système.
Facteurs Niveaux d’estimation Valeurs correspondantes
PMOD E 0.87
OLOG E 0.87
CSYS F 0.91
VIRT F 0.91
Noté FAJ, le facteur d’ajustement du système est donné par la formule
suivante : = ∗ ∗ ! ∗ "#$ (6.3)
= 0.63
Calcul de l’effort ajusté
Noté EFFAJ, l’effort ajusté est le produit de l’effort requis et du facteur
d’ajustement.
( = ∗ (6.4)
L’effort ajusté vaut 11 mois-hommes après calcul.
Calcul de la durée ajustée
Noté TDevAj, la durée ajustée est donnée par la formule suivante :
.
) = 2.5 ∗ ( (6.5)
Après calculs, on obtient une durée de 6 mois.
Calcul du nombre de personnes requis au développement du
programme
Le nombre de personnes requis pour le développement est le rapport
entre l’effort ajusté et le temps de développement ajusté. Sa formule est :
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 93
CHAPITRE 6 : Estimation partielle du coût du projet
+,,-.
*= (6.6)
/012-3
Ainsi le développement du programme nécessite 02 programmeurs.
Calcul du coût total du développement.
L’équation suivante donne le coût du développement du :
û = 4 ) ∗ * ∗ 5657 8 9 4’9: ; < 5== 9 (6.7)
Si nous supposons que le salaire net d’un développeur est à 300 000
FCFA, et qu’on dispose de deux programmeurs, le coût du développement du
programme automate est estimé à 3 600 000 FCFA.
6.2.2 Programme de supervision
Le programme de la supervision est le programme qui permet à
l’opérateur de pouvoir piloter le système en place. Les formules de calcul ne
changent pas par rapport au précédent cas. Nous allons donner directement les
résultats des calculs effectués en prenant soin de rappeler les numéros
correspondants aux formules utilisées.
Estimation de la taille du programme
Suite à la conversion, le programme est estimé à environ 20 KLSL
Identification du mode de développement
Nous qualifions le projet de semi-détaché car il a été développé pour le
contrôle d’un système industriel.
Calcul de l’effort requis
L’effort requis pour l’application est de 86 mois-hommes (Equation 6.1).
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 94
CHAPITRE 6 : Estimation partielle du coût du projet
Calcul du temps de développement nécessaire
Le temps de développement nécessaire est de 12 mois (Equation 6.2).
Calcul du facteur d’ajustement
Le facteur d’ajustement du système reste inchangé et est :
= 0.63 D’après l’équation 6.3.
Calcul de l’effort ajusté
L’effort ajusté vaut 54 mois-hommes après calcul de l’équation 6.4.
Calcul de la durée ajustée
La durée ajustée est de 10 mois (Equation 6.5).
Calcul du nombre de personnes requis au développement du
programme
Le nombre de personnes requis pour le développement est de 5
programmeurs (Equation 6.6).
Calcul du coût total du développement.
Si nous supposons que le salaire net d’un développeur est à 300 000
FCFA, et qu’on dispose de six programmeurs, le cout du développement du
programme automate est estimé à 15 000 000 FCFA (Equation 6.7).
En somme le coût total de développement du programme automate et
de supervision revient à 18 600 000 FCFA
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 95
CHAPITRE 6 : Estimation partielle du coût du projet
6.3 Estimation du coût des principaux composants
Le tableau 6.6 présente la liste des différents composants essentiels pour
le bon fonctionnement du système. Ces composants sont accompagnés de
leurs prix et de la référence du constructeur.
Tableau 6. 6: Prix des principaux composants.
Désignation Prix unit. Prix total
Référence Qte
Fabricant HT(FCFA) HT (FCFA)
6ES7 307-1BA00-
Automate S7 CPU 315- 1 765905 765905
0AA0
2DP + PS 307 5A
6ES7 322-1EA00-
SIEMENS 1 66500 66500
0AA0
Modules d’entrées
6ES7 321-1FH00-
logiques DI16xDC24V 6 101 533 609 198
0AA0
SIEMENS
Modules d’entrées
6ES7 331-7KB02-
analogiques AI2x12Bits 1 116 328 116 328
0AB0
SIEMENS
Modules de sorties
logiques DO16xDC 6ES7 322-1BH01-
2 48 350 96 700
24V/0,5A 0AA0
SIEMENS
MSC-DE-32-M17 2 123 648 247 296
Démarreurs-moteurs
MSC-D-10-M7 12 66 488 797 856
EATON
MSC-R-4-M7 2 84 328 168 656
Disjoncteurs NZMN1-S100 2 135 176 270 352
EATON NZMN1-S80 2 128 776 257 552
Contacteurs DILM95 2 174 336 348 672
EATON DILM80 2 127 176 254 352
Contrôleur de rotation
XSA V11801 13 94 760 1 231 880
SCHNEIDER-ELECTRIC
Relais d’interface Série QR-C
20 6000 120 000
RELECO C9-A4X
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 96
CHAPITRE 6 : Estimation partielle du coût du projet
Suite du tableau 6.6
Désignation Prix unit. Prix total
Référence Qte
Fabricant HT(FCFA) HT (FCFA)
Fin de courses
XCSD3719P20 5 27 020 135 100
SCHNEIDER-ELECTRIC
Enrouleur de câble VBFLT 400-630-
1 960 000 960 000
VAHLE 280-3-406-H-4-25
Détecteur de chute de
matière Sonar-BERO 3RG60 15–3AH00 2 69 500 139 000
SIEMENS
Armoire automate
TS8 7830.200 1 929 571 929 571
RITTAL
Armoire de câblage
TS8 8005.500 2 342300 684 600
RITTAL
Relais contrôle de tension
71.41.8.230.1021 1 78.211 78 211
FINDER
Alimentation sans
interruption (ASI) APC Smart-UPS
1 373905 373 905
SCHNEIDER-ELECTRIC SC 1500VA
TOTAL 8 651 634
Les principaux composants entrant dans la conception du système sont
évalués à 8 651 634FCFA hors taxes d’après le tableau 6.6.
En somme le coût partiel du projet est estimé à 27 251 634 FCFA
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 97
CONCLUSION
CONCLUSION
Le stockage des matières premières permet d’avoir de grandes réserves
de matières premières en vue d’une production continue. Le processus de
stockage des matières premières représente donc un processus clé dans la
chaîne de fabrication du ciment à la CIMBENIN S.A. Le système de commande
des installations dans son état actuel cause d’énormes difficultés de
maintenance, de nombreux risques d’accidents de travail et de maladies des
techniciens qui y interviennent. C’est pour cette raison que la présente étude
s’est basée sur la conception et l’automatisation du système existant pour
pallier les défaillances précitées.
Au terme de notre étude, il faudra retenir que nous avons pu réaliser la
programmation du processus de stockage sur automate programmable
industriel SIEMENS afin de le substituer à l’ancien système de commande. Cela
implique une bonne connaissance du fonctionnement du processus. Par la suite
nous avons conçu l’application de supervision afin de faciliter la conduite du
système, de gérer aisément les défauts et de renseigner sur l’état de
fonctionnement des équipements en temps réel. Enfin, nous avons mis à la
disposition de l’usine de nouveaux schémas de câblage pour les nouvelles
installations et une estimation partielle du coût du projet.
Il importe de noter que nous avons apporté des améliorations qui
comblent certaines insuffisances du système actuel notamment l’insertion de
nouveaux filtres dans le hall clinker avec les séquences de fonctionnement
appropriées. Nous avons introduit des avertisseurs sonore et visuel, des
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 98
CONCLUSION
capteurs détecteurs de position et de rotation, et proposé un système de
conditionnement du moteur de l’extracteur.
Avec la mise en œuvre du nouveau système de contrôle et de
supervision, la CIMBENIN S.A. réduira les temps d’arrêts et améliorera la
sécurité de ses agents. Elle augmentera ainsi l’efficacité dans la production.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 99
REFERENCES
REFERENCES
Bibliographiques
[1] Intensiv Filter, 1993 : Instructions de service pour des filtres INTENSIV
à manches et en série SERIE IFJC.11-18. Pp 14-17.
[4] Modeste LAADE, 2011, Etude et Conception d’un système automatisé
du processus de la reprise dans la chaîne de fabrication du ciment à la
CIMBENIN S.A. Mémoire d’ingénieur de conception, Génie électrique,
EPAC, 107p.
[5] EATON, 2010, Catalogue général Appareillage industriel chapitre 8,
47p.
[8] SCHNEIDER-ELECTRIC, 2012, Fiche du produit SXCSD3719P20
interrupteur de position de sécurité, 2P.
[9] VAHLE, 2010, spring operated cable reels. Pp 7.
[10] Siemens, 2001, Sonar-BERO 3RG6 Ultrasonic Proximity Switches,
42p.
[11] RITTAL, 2011, Armoires et coffrets électriques Rittal. Pp 15.
[12] Max HOUETO, 2011, Etude et conception de la rénovation du
système de contrôle commande de l’atelier d’ensachage du complexe
cimentier d’Onigbolo. Mémoire d’ingénieur de conception, Génie
électrique, EPAC, 106p.
[13] Claire FLEURE, 2011, Le modèle COCOMO bonnes pratiques, 50p.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 100
REFERENCES
Webographiques
[2] http://fr.wikipedia.org/wiki/Bande_transporteuse, 13/08/2012 à
18h44.
[3] http://www.manutube.com/fiche_produit_CONVOYEUR_BANE_
INDUSTRIEL_ETANCHED, 13/08/2012 à 18h54.
[6] http://www2.schneider-electric.com/resources/sites/
SCHNEIDER_ELECTRIC/content/live/FAQ, 14/09/2012 à 19h33.
[7] http://www.releco-comat.net/en/Relays-QRC/C9-A4x.pdf,
14/09/2012 à 19h24.
[14] http://fr.wikipedia.org/w/index.php?title=Constructive_Cost_Model
.htm#Complexit.C3.A9, 14/08/2012 à 17h54.
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 101
ANNEXE I : Programmes S7 du système
ANNEXE I : PROGRAMME S7- DU SYSTEME
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 102
ANNEXE I : Programmes S7 du système
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 103
ANNEXE I : Programmes S7 du système
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 104
ANNEXE I : Programmes S7 du système
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 105
ANNEXE I : Programmes S7 du système
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 106
ANNEXE II : SCHEMAS DE CABLAGE DU SYSTEME
ANNEXE II : SCHEMAS DE CABLAGE DU SYSTEME
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 107
Table des matières
TABLE DES MATIERES
Sommaire .................................................................................................. I
DEDICACES ............................................................................................... V
REMERCIEMENTS .................................................................................... VI
LISTE DES SIGLES ET ABREVIATIONS ...................................................... VIII
LISTE DES TABLEAUX ................................................................................ X
LISTE DES FIGURES .................................................................................. XI
RESUME ................................................................................................ XIII
ABSTRACT............................................................................................... XV
INTRODUCTION ........................................................................................ 1
CHAPITRE 1: PRESENTATION DU CADRE DE STAGE (CIMBENIN S.A) ......... 2
1.1 Organigramme de la CIMBENIN S.A ................................................. 2
1.2 Processus de fabrication du ciment ................................................. 4
1.2.1 Le stockage ............................................................................... 4
1.2.2 La reprise .................................................................................. 4
1.2.3 Le broyage ................................................................................ 5
1.2.4 L’ensachage .............................................................................. 6
CHAPITRE 2 : PROCESSUS DE STOCKAGE DU CLINKER .............................. 9
2.1 Présentation de la trémie ................................................................ 9
2.2 Présentation de l’extracteur à chenille ............................................ 9
2.3 Présentation du filtre intensif .......................................................... 9
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 108
Table des matières
2.3.1 Principe de fonctionnement [1] .................................................... 9
2.3.2 Phase de filtration [1] .............................................................. 10
2.3.3 Phase de décolmatage [1] ....................................................... 11
2.4 Présentation de la bande transporteuse [2]................................... 12
2.5 Présentation du chariot verseur .................................................... 13
2.6 Bilan des moteurs du déchargement ............................................. 14
2.7 Description du processus de stockage existant .............................. 14
2.7.1 Description littérale ................................................................ 14
2.7.2 Organigramme du processus .................................................. 16
2.8 Analyse du processus existant ....................................................... 21
CHAPITRE 3 : CONCEPTION DU NOUVEAU SYSTEME AUTOMATISE DE
STOCKAGE DU CLINKER .......................................................................... 23
3.1 Cahier des charges ......................................................................... 23
3.2 Description du nouveau système du stockage ............................... 24
3.2.1 Description littérale .................................................................... 24
3.2.2 Organigramme du nouveau système .......................................... 24
3.2.3 Grafcet fonctionnel du système.................................................. 32
3.3 Dimensionnement du système à automatiser ............................... 48
3.3.1 Choix des matériels .................................................................... 48
3.3.2 L’automate et ses accessoires .................................................... 53
3.3.3 Les armoires de câblages ............................................................ 53
3.4 Les améliorations apportées au système ....................................... 54
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 109
Table des matières
3.4.1 Le conditionnement du moteur extracteur ................................ 54
3.4.2 Les rails des chariots ................................................................... 54
3.4.3 La disposition des filtres et des fins de courses dans le hall ........ 55
CHAPITRE 4 : PROGRAMMATION DU SYSTEME SUR API ......................... 56
4.1 L’Automate Programmable Industriel (API) [12] ............................ 56
4.2 Structure interne d’un API ............................................................. 57
4.2.1 Unité centrale de traitement [12] ............................................... 58
4.2.2 Zone ou espace mémoire [12] .................................................... 58
4.2.3 Interfaces d’entrées et de sorties ............................................... 59
4.2.4 Le module d’alimentation........................................................... 59
4.3 Choix de l’automate ....................................................................... 60
4.4 Configuration matérielle ................................................................ 60
4.5 Programme principal ..................................................................... 61
CHAPITRE 5 : PROGRAMMATION DE LA SUPERVISION ........................... 63
5.1 Structure de l’application Interface Homme Machine (IHM) du
système automatisé ............................................................................... 63
5.1.1 La Vue complète ..................................................................... 64
5.1.2 La vue conduite .......................................................................... 65
5.1.3 La vue alarmes............................................................................ 65
5.1.4 La vue historique .................................................................... 67
5.1.5 La vue réglages ....................................................................... 67
5.2 Configuration des animations graphiques, des boutons et des
changements de vue .............................................................................. 74
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 110
Table des matières
5.2.1 Configuration des boutons de choix........................................ 74
5.2.2 Configuration du changement de vue ..................................... 74
5.2.3 Configuration d’un commutateur ........................................... 75
5.2.4 Configuration des animations graphiques des moteurs .......... 76
5.2.5 Configuration des alarmes ...................................................... 77
5.3 Manuel de conduite du processus ................................................. 78
5.4 Simulation...................................................................................... 80
5.5 Résultats ........................................................................................ 82
CHAPITRE 6: ESTIMATION PARTIELLE DU COUT DU PROJET ................... 83
6.1 Coût de la partie logicielle du système........................................... 83
6.1.1 Le modèle simple [13] ................................................................ 84
6.1.2 Le modèle intermédiaire ............................................................ 87
6.1.3 Le modèle détaillé ou expert [4] ................................................. 89
6.2 Coût des programmes.................................................................... 90
6.2.1 Programme Automate ................................................................ 91
6.2.2 Programme de supervision ......................................................... 94
6.3 Estimation du coût des principaux composants ............................. 96
CONCLUSION .......................................................................................... 98
REFERENCES ......................................................................................... 100
ANNEXE I : PROGRAMME S7- DU SYSTEME .......................................... 102
ANNEXE II : SCHEMAS DE CABLAGE DU SYSTEME ................................. 107
TABLE DES MATIERES ........................................................................... 107
Rédigé et soutenu par G. S. Gérald GODONOU-DOSSOU EPAC 2011-2012 Page 111
Vous aimerez peut-être aussi
- Etude, Conception Et Mise en P - Ayadi Yousra - 2996 PDFDocument123 pagesEtude, Conception Et Mise en P - Ayadi Yousra - 2996 PDFRidani ToufikPas encore d'évaluation
- PFE Rapport de Projet de Fin D'étude 6 CopieDocument44 pagesPFE Rapport de Projet de Fin D'étude 6 CopieMensi EyaPas encore d'évaluation
- Batterie Lithium Fer Phosphate: Détrôner le lithium-ion dans les véhicules électriques, les mobiles et les ordinateurs portablesD'EverandBatterie Lithium Fer Phosphate: Détrôner le lithium-ion dans les véhicules électriques, les mobiles et les ordinateurs portablesPas encore d'évaluation
- Examen Mécanique Des Milieux Continus SMP S6 2014-2015 FSSMDocument2 pagesExamen Mécanique Des Milieux Continus SMP S6 2014-2015 FSSMMohmad Fraji50% (2)
- PATHOLOGIE DES STRUCTURES Chapitre 4 Pathologies Des FondationsDocument18 pagesPATHOLOGIE DES STRUCTURES Chapitre 4 Pathologies Des FondationsSAIDA GENIE CIVIL100% (11)
- Etude de Surete de Fonctionnem - Jaber DEBBAGH - 4961 PDFDocument104 pagesEtude de Surete de Fonctionnem - Jaber DEBBAGH - 4961 PDFAbdelhamid OualiliPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- These AmdecDocument226 pagesThese Amdecr_prePas encore d'évaluation
- PDF CoursDocument8 pagesPDF CoursAhmed MohamedPas encore d'évaluation
- Arduino AvancéeDocument36 pagesArduino AvancéeImed ElMottakelPas encore d'évaluation
- Conception Et Realisation D'un - EL HASSNAOUI Soulaimane - 3344 PDFDocument89 pagesConception Et Realisation D'un - EL HASSNAOUI Soulaimane - 3344 PDFKhaoula RizkiPas encore d'évaluation
- Rapport de PfeDocument49 pagesRapport de PfeHidaya SklPas encore d'évaluation
- Calcul Assemblage Poutre À Treillis Sur PoteauDocument20 pagesCalcul Assemblage Poutre À Treillis Sur Poteaudouera16100% (2)
- Contribution A L'amelioration - BENCHAKROUNE Nisrine - 3110Document41 pagesContribution A L'amelioration - BENCHAKROUNE Nisrine - 3110hajar ben moussaPas encore d'évaluation
- BVCDocument19 pagesBVCMohamed Es-sagarPas encore d'évaluation
- Conception D'un Systeme RFID R - QESMI Otmane - 2949Document104 pagesConception D'un Systeme RFID R - QESMI Otmane - 2949mohamed grich0% (1)
- Renovation D'un Sequenceur SEF - BENNANI Ghita - 1055Document62 pagesRenovation D'un Sequenceur SEF - BENNANI Ghita - 1055Seddik Dïķő0% (1)
- Ms - Eln.nait Meghdood+HamzaouiDocument134 pagesMs - Eln.nait Meghdood+HamzaouiPeterPas encore d'évaluation
- Rapport 7Document4 pagesRapport 7Abir TalfadnaPas encore d'évaluation
- Université de Sousse Ecole Nationale D'ingénieurs de Sousse: Présenté en Vue de L'obtention Du Diplôme D'Document94 pagesUniversité de Sousse Ecole Nationale D'ingénieurs de Sousse: Présenté en Vue de L'obtention Du Diplôme D'Ali Boughnim100% (2)
- Rapport Final PDFDocument88 pagesRapport Final PDFAsmae MarjanePas encore d'évaluation
- Raed AchrefDocument73 pagesRaed AchrefOussama LaouayenPas encore d'évaluation
- Rapport de Stage PFE AIC MétallurgieDocument47 pagesRapport de Stage PFE AIC Métallurgieaminarehhali8Pas encore d'évaluation
- Automatisation D'une Ligne de - HAIMOURA Dounia - 493Document49 pagesAutomatisation D'une Ligne de - HAIMOURA Dounia - 493bounegab0% (1)
- MINISTERE de L (Récupération Automatique)Document78 pagesMINISTERE de L (Récupération Automatique)Adama KafandoPas encore d'évaluation
- Soudage À L'arcDocument10 pagesSoudage À L'arcMekki FarahPas encore d'évaluation
- 1-Presentez-Vous ?Document2 pages1-Presentez-Vous ?Salem FaroukPas encore d'évaluation
- 10-TP SW (Assemblage Convoyeur)Document30 pages10-TP SW (Assemblage Convoyeur)Mohammed Hanoune Kandri RodyPas encore d'évaluation
- Prise Soudure Conception Rotor - MemoireDocument51 pagesPrise Soudure Conception Rotor - MemoireNoureddinePas encore d'évaluation
- RapportDocument106 pagesRapportrouissiPas encore d'évaluation
- Rapport de Stage CosumarDocument37 pagesRapport de Stage CosumarOMAR ESSARIFIPas encore d'évaluation
- Materiaux Utilisés en ChaudronnerieDocument22 pagesMateriaux Utilisés en ChaudronnerieAlex FezeuPas encore d'évaluation
- Somachame Soutenance Premier Étape ValidéDocument25 pagesSomachame Soutenance Premier Étape ValidéLMH SaadPas encore d'évaluation
- Rapport de Stage 4ème AnnéeDocument40 pagesRapport de Stage 4ème AnnéeYassmine EL kouazePas encore d'évaluation
- BOUDIS KBS PFE 2017 TAFADJIRA ToufikDocument90 pagesBOUDIS KBS PFE 2017 TAFADJIRA ToufikYoucef MimouniPas encore d'évaluation
- Rapport de Stage de Perfectionnement f1Document25 pagesRapport de Stage de Perfectionnement f1Nesrine RzigPas encore d'évaluation
- Pfe 2020Document24 pagesPfe 2020Raed LakhouasPas encore d'évaluation
- Etude D Une Avarie Apparue Sur Un Galet Du Broyeur Vertical BC3 A LAFARGE BouskouraDocument121 pagesEtude D Une Avarie Apparue Sur Un Galet Du Broyeur Vertical BC3 A LAFARGE BouskouraYoussef KhaliPas encore d'évaluation
- Etude de L'usure Des Engrenages Par Analyse Vibratoire (PDFDrive)Document124 pagesEtude de L'usure Des Engrenages Par Analyse Vibratoire (PDFDrive)Yanis KemounPas encore d'évaluation
- B OchDocument82 pagesB OchRyemPas encore d'évaluation
- Analyse de La Fabrication D'un - EL BACHARI Hoummad - 484Document50 pagesAnalyse de La Fabrication D'un - EL BACHARI Hoummad - 484essaid100% (1)
- Rapport de StageDocument40 pagesRapport de StageYassine AouiniPas encore d'évaluation
- Lettre de Motivation PDFDocument1 pageLettre de Motivation PDFIsmaila Ba100% (1)
- Etude de ConceptionDocument64 pagesEtude de ConceptionMohamed SnoussiPas encore d'évaluation
- Guide Rédaction - Rapport de Stage Bts-Departement de Genie MecaniqueDocument2 pagesGuide Rédaction - Rapport de Stage Bts-Departement de Genie MecaniqueRichi RolandPas encore d'évaluation
- Guide Stage Génie IndustrielDocument42 pagesGuide Stage Génie IndustrielChama Saissi Hassani100% (1)
- Dossier Sponsoring 2013 2014 EnsemDocument22 pagesDossier Sponsoring 2013 2014 EnsemMichael GreenPas encore d'évaluation
- Rapport Pfe DUTDocument59 pagesRapport Pfe DUTAhlam NciriPas encore d'évaluation
- Copie de Rapport Pfe Univers AcierDocument83 pagesCopie de Rapport Pfe Univers AcierNouhaila BattahPas encore d'évaluation
- Rapport de StageDocument15 pagesRapport de StageNAOURI MOHAMMEDPas encore d'évaluation
- Elaboration D'un Plan de La Maintenance Préventive Du Refroidisseur Clinker Avec La Méthode AMDECDocument56 pagesElaboration D'un Plan de La Maintenance Préventive Du Refroidisseur Clinker Avec La Méthode AMDECAmine HajjiaPas encore d'évaluation
- Projet EolienneDocument22 pagesProjet EolienneYoussef ArbaPas encore d'évaluation
- Pfe.2020.min - AIT AMER - Mahieddine - MERAH - Taha Yassine PDFDocument119 pagesPfe.2020.min - AIT AMER - Mahieddine - MERAH - Taha Yassine PDFFares MESSACIPas encore d'évaluation
- N PDFDocument48 pagesN PDFAnass Cherrafi0% (1)
- Rapport-Stage-Copie Final-Mbg-2018Document59 pagesRapport-Stage-Copie Final-Mbg-2018Eya Belhaj Sghaier100% (1)
- Memoir FiniDocument54 pagesMemoir Finiciber ramziPas encore d'évaluation
- RapportDocument20 pagesRapportAnass El Kasmaoui100% (1)
- These Emboutissage IncrémentalDocument147 pagesThese Emboutissage IncrémentalMoslem ZariatPas encore d'évaluation
- Voitures ElectriquesDocument88 pagesVoitures Electriqueshamza100% (1)
- Université Du QuébecDocument252 pagesUniversité Du Québecbadia ben abdellahPas encore d'évaluation
- 301 01 6FR Broyeurs PendulairesDocument14 pages301 01 6FR Broyeurs PendulairesSb AyoubPas encore d'évaluation
- S6 1 2 Dimensionnement Des Circuits PneumatiquesDocument11 pagesS6 1 2 Dimensionnement Des Circuits PneumatiquesKhamiss KhamissPas encore d'évaluation
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- TP3mod13 G7Act1Document5 pagesTP3mod13 G7Act1Achref MmaPas encore d'évaluation
- Hatz 1B20 1B30 1B40 1B50 70252943 FRDocument8 pagesHatz 1B20 1B30 1B40 1B50 70252943 FRFranck MonnierPas encore d'évaluation
- FT Ecobati Foamglass t4 FRDocument2 pagesFT Ecobati Foamglass t4 FRsoprano361Pas encore d'évaluation
- SLCI ResumeDocument8 pagesSLCI ResumeKarim Fathi100% (1)
- Sigmatic 201 Manuel FrancaisDocument126 pagesSigmatic 201 Manuel FrancaisMohamed Amine TaytayPas encore d'évaluation
- Ibbsrapfra 20 Aan 22Document125 pagesIbbsrapfra 20 Aan 22Ferdaousse LrhomariPas encore d'évaluation
- RLIDocument332 pagesRLIbetbet00Pas encore d'évaluation
- Portes Fen Menui 2014Document32 pagesPortes Fen Menui 2014Unes JrdPas encore d'évaluation
- A JustementDocument6 pagesA Justementكورة عالمية- Kora newsPas encore d'évaluation
- FR Mitsubichi FR-D700Document4 pagesFR Mitsubichi FR-D700Mohamed SomaiPas encore d'évaluation
- Methode GranDocument29 pagesMethode GranASMAA KherrazPas encore d'évaluation
- Reservoir - Cylindrique - Aerien - FTH24 - 2012-11-08Document1 pageReservoir - Cylindrique - Aerien - FTH24 - 2012-11-08Said SOUKAHPas encore d'évaluation
- Annuaire Telephonique Gss 2018Document4 pagesAnnuaire Telephonique Gss 2018بلال حسينيPas encore d'évaluation
- Tutorial Glitch360spi3.0 Rev B Ergh - (v1.7) FRDocument16 pagesTutorial Glitch360spi3.0 Rev B Ergh - (v1.7) FRr4i0% (1)
- Nekeb Helmi Sidaoui Med Ali: Projet: Etude de Fondation ProfondeDocument9 pagesNekeb Helmi Sidaoui Med Ali: Projet: Etude de Fondation ProfondeSidaoui Med AliPas encore d'évaluation
- Produit 3541788 Sans PrixDocument2 pagesProduit 3541788 Sans PrixsipoksinaPas encore d'évaluation
- TP3 Version 4Document4 pagesTP3 Version 4Virginie BoussaudPas encore d'évaluation
- Comportement Des Bâtiments Avec Voiles en Béton ArméDocument11 pagesComportement Des Bâtiments Avec Voiles en Béton ArméAmin Farel100% (1)
- THOR GRIP C2S2 - Fiche TechniqueDocument3 pagesTHOR GRIP C2S2 - Fiche Techniquerroma_1983Pas encore d'évaluation
- 199 Modele CV LuxembourgDocument2 pages199 Modele CV Luxembourgadegbegilles68Pas encore d'évaluation
- TD 1Document8 pagesTD 1ibouPas encore d'évaluation
- (French) Centre Gustave Eiffel - Licence Pro Projeteur Projeteuse BIM - Avril 2021 (DownSub - Com)Document4 pages(French) Centre Gustave Eiffel - Licence Pro Projeteur Projeteuse BIM - Avril 2021 (DownSub - Com)Aissa 2TECPas encore d'évaluation
- 3 PaireDiff Final 2015Document29 pages3 PaireDiff Final 2015Mohamed El OuahdaniPas encore d'évaluation
- Fiche Technique - HighBay-ACCESS 3Document2 pagesFiche Technique - HighBay-ACCESS 3dugue.p100% (1)
- Instructions 6809Document2 pagesInstructions 6809Antonio SabaPas encore d'évaluation