Vous aimerez peut-être aussi
- Baromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounD'EverandBaromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounPas encore d'évaluation
- Amdec MPDocument29 pagesAmdec MPKamal BeidenPas encore d'évaluation
- Presentation Du Master Ingenierie de La MaintenanceDocument26 pagesPresentation Du Master Ingenierie de La MaintenanceBAALIPas encore d'évaluation
- Digisaf 100 PDFDocument136 pagesDigisaf 100 PDFАнатолийPas encore d'évaluation
- These SerehaneDocument123 pagesThese Serehaneza nazihaPas encore d'évaluation
- Methodes de MaintenanceDocument14 pagesMethodes de MaintenanceMed El HarchaouiPas encore d'évaluation
- La Fiabilité Des SystèmesDocument50 pagesLa Fiabilité Des SystèmesHamza AgnaouPas encore d'évaluation
- 5894 U52 CCF 00 Bts Ms Option SefDocument5 pages5894 U52 CCF 00 Bts Ms Option Sefnouamane beghitiPas encore d'évaluation
- AMDEC - WS CorrigéDocument9 pagesAMDEC - WS CorrigéThierryPas encore d'évaluation
- Gmao ManagemaintDocument2 pagesGmao ManagemaintParc Elyes100% (1)
- FMD1Document16 pagesFMD1mnassri houcinePas encore d'évaluation
- ManelDocument2 pagesManelCHaima GHzayel100% (1)
- ContentsDocument17 pagesContentsAnonymous lKMiH4e1FN100% (1)
- Cours Master - MaintenanceDocument29 pagesCours Master - MaintenanceAzeb YousefPas encore d'évaluation
- CHAP.2 - Types de Maintenance (Mode de Compatibilité)Document20 pagesCHAP.2 - Types de Maintenance (Mode de Compatibilité)Jaouad Kerada50% (2)
- Diagramme D'ichikawaDocument82 pagesDiagramme D'ichikawaSidi Mohamed ElbelghitiPas encore d'évaluation
- Plan de Maintenance PMTE 2016-2021Document11 pagesPlan de Maintenance PMTE 2016-2021souria100% (1)
- Ch6 - Méthode de Diagnostic ADEPA-CETIMDocument6 pagesCh6 - Méthode de Diagnostic ADEPA-CETIMyoussef machkourPas encore d'évaluation
- GMAO OptiMaint - Interfaces Avec Des Données de Gestion PDFDocument5 pagesGMAO OptiMaint - Interfaces Avec Des Données de Gestion PDFSadou HamadouPas encore d'évaluation
- AmdecDocument17 pagesAmdecZakaria BahaPas encore d'évaluation
- Prévenez Les Pannes Et Optimisez Votre Activité Grâce À Un Plan de MaintenanceDocument10 pagesPrévenez Les Pannes Et Optimisez Votre Activité Grâce À Un Plan de MaintenanceAhmed HasbellaouiPas encore d'évaluation
- M Ise en Œuvre D'une Politique de Maintenance Préventive D'un Système de ProductionDocument95 pagesM Ise en Œuvre D'une Politique de Maintenance Préventive D'un Système de ProductionloicPas encore d'évaluation
- Définition TRSDocument2 pagesDéfinition TRSHiba jerraPas encore d'évaluation
- Méthodes de Maintenance - 7174860Document13 pagesMéthodes de Maintenance - 7174860Guy YgalPas encore d'évaluation
- b2 PDFDocument58 pagesb2 PDFMfePas encore d'évaluation
- Chap 1 Gestion de MaintenanceDocument7 pagesChap 1 Gestion de MaintenanceYassineZkl100% (1)
- Gestion de MaintenanceDocument55 pagesGestion de Maintenanceboukhriss mokhless100% (1)
- 02 - Concept FMDDocument35 pages02 - Concept FMDAnime forever 2016Pas encore d'évaluation
- Maint TDDocument2 pagesMaint TDLarousse DoumaPas encore d'évaluation
- Devoir Stratégies de MaintenanceDocument10 pagesDevoir Stratégies de MaintenanceAymane R'mPas encore d'évaluation
- Yassin Yos CV 1Document2 pagesYassin Yos CV 1YassinPas encore d'évaluation
- Programme de Formation: Filiere MecatroniqueDocument3 pagesProgramme de Formation: Filiere MecatroniqueSanto SantoPas encore d'évaluation
- Gestion de La Maintenance IndustrielleDocument60 pagesGestion de La Maintenance IndustrielleWassim BENCHEIKHPas encore d'évaluation
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- PFE Version FinaleDocument112 pagesPFE Version FinaleBOULAHLIB ALDJIAPas encore d'évaluation
- Cours de MaintenanceDocument59 pagesCours de Maintenancekodjo Elolo ADJOGAHPas encore d'évaluation
- Travail À Rendre CorrigéDocument8 pagesTravail À Rendre CorrigéHajar Ait BarkaPas encore d'évaluation
- Référentiel - CAP Conducteur D Installations de ProductionDocument65 pagesRéférentiel - CAP Conducteur D Installations de ProductionKOUADIO PATRICEPas encore d'évaluation
- Mémoire CompDocument112 pagesMémoire CompKhalil GhaldanePas encore d'évaluation
- 32 TRS Et TRGDocument2 pages32 TRS Et TRGFatima El MokhtariPas encore d'évaluation
- TD 07 - Systèmes Linéaires Continus Invariants - 2Document2 pagesTD 07 - Systèmes Linéaires Continus Invariants - 2Kais BahrouniPas encore d'évaluation
- Chapitre 6 Maintenance - Qualité PDFDocument29 pagesChapitre 6 Maintenance - Qualité PDFYoussef EBPas encore d'évaluation
- Cours Methodes de La MaintenanceDocument33 pagesCours Methodes de La Maintenancekim100% (1)
- Ms GM BenchaibDocument105 pagesMs GM BenchaibfitasmounirPas encore d'évaluation
- 11 - TD Gestion de Maintenance - Ratios - EleveDocument8 pages11 - TD Gestion de Maintenance - Ratios - EleveAhmad TidjaniPas encore d'évaluation
- GMAO OptiMaint - Manuel de Prise en MainDocument64 pagesGMAO OptiMaint - Manuel de Prise en MainNEUILLY DARIUS CHOUDJA FOTSOPas encore d'évaluation
- CHap I Maintenance PDFDocument9 pagesCHap I Maintenance PDFmohameddPas encore d'évaluation
- Concept Fiabilité Et MaintenanceDocument59 pagesConcept Fiabilité Et MaintenanceFa TiPas encore d'évaluation
- TP 2 Gmao 2017Document19 pagesTP 2 Gmao 2017Abdoo BeelPas encore d'évaluation
- Maintenance ConditionnelleDocument3 pagesMaintenance ConditionnelleEmmanuel SotongbePas encore d'évaluation
- Chap 3 - Mise en Place D'un Réseau de Capteurs Connectés - MAJDOUL - Mai2020Document80 pagesChap 3 - Mise en Place D'un Réseau de Capteurs Connectés - MAJDOUL - Mai2020Saad ThaminePas encore d'évaluation
- Maintenabilité Des Systèmes de Transport V1Document62 pagesMaintenabilité Des Systèmes de Transport V1Fatima GorinePas encore d'évaluation
- Generalites Maintenance Industrielle PDFDocument25 pagesGeneralites Maintenance Industrielle PDFghiz-Pas encore d'évaluation
- Maintenace Industrielle (Chapitre1)Document9 pagesMaintenace Industrielle (Chapitre1)abderrahim hafiedPas encore d'évaluation
- MRP Cours FinalDocument78 pagesMRP Cours Finalabeidi makremPas encore d'évaluation
- Iso 9000 Et Iso 9001Document13 pagesIso 9000 Et Iso 9001Charlène-Grâce NDOMBI MBOUMBAPas encore d'évaluation
- Maintenance 2Document13 pagesMaintenance 2seddikPas encore d'évaluation
- Analyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsD'EverandAnalyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsPas encore d'évaluation
- 0 BEA9 D 01Document14 pages0 BEA9 D 01SegaAlainCoulibalyPas encore d'évaluation
- CHARMET09Document17 pagesCHARMET09Chaker AmirPas encore d'évaluation
- Amélioration Maintenance Ms - Gm.MaroufDocument97 pagesAmélioration Maintenance Ms - Gm.Maroufbederinadml50% (2)
- Aciers Mottard HEA PDFDocument3 pagesAciers Mottard HEA PDFAhmed Skendraoui100% (1)
- Poutrelle UpnDocument1 pagePoutrelle UpnbederinadmlPas encore d'évaluation
- Caractérisation Du Revêtement D'une Aube Turbine À Base NickelDocument100 pagesCaractérisation Du Revêtement D'une Aube Turbine À Base NickelbederinadmlPas encore d'évaluation
- Aciers Mottard 1 6 - 2Document2 pagesAciers Mottard 1 6 - 2bederinadmlPas encore d'évaluation
- Cours MTBFDocument20 pagesCours MTBFbederinadmlPas encore d'évaluation
- Cours MTBFDocument20 pagesCours MTBFbederinadmlPas encore d'évaluation
- Utilisation de La Maintenance Basée Sur La Fiabilité (MBF)Document17 pagesUtilisation de La Maintenance Basée Sur La Fiabilité (MBF)bederinadmlPas encore d'évaluation
- Cours MTBFDocument20 pagesCours MTBFbederinadmlPas encore d'évaluation
- 5 La FiabiliteDocument3 pages5 La Fiabilitewalidjaf100% (1)
- Maintenance 2020Document24 pagesMaintenance 2020bederinadmlPas encore d'évaluation
- Materiaux Des JointsDocument3 pagesMateriaux Des JointsbederinadmlPas encore d'évaluation
- 2014 02 CT Risquesroutiers Automobile CDocument56 pages2014 02 CT Risquesroutiers Automobile CbederinadmlPas encore d'évaluation
- Methode Diagnostic de PanneDocument12 pagesMethode Diagnostic de Pannegazzamnounou80% (5)
- Bublicité (01 Page) Réaliser Soi-Même Son Audit en Maintenance Industrielle - Le QuestionnaireDocument1 pageBublicité (01 Page) Réaliser Soi-Même Son Audit en Maintenance Industrielle - Le QuestionnairebederinadmlPas encore d'évaluation
- Organisation de L Entreprise Et de Ses ProcessusDocument6 pagesOrganisation de L Entreprise Et de Ses ProcessusbederinadmlPas encore d'évaluation
- Pompe BoosterDocument74 pagesPompe BoosterbederinadmlPas encore d'évaluation
- Recommandation Pour Lelaboration de Laudit Idc Vfinale 20.07.2015Document24 pagesRecommandation Pour Lelaboration de Laudit Idc Vfinale 20.07.2015bederinadmlPas encore d'évaluation
- Chapitre 1Document12 pagesChapitre 1macao100Pas encore d'évaluation
- Chap1 B PDFDocument35 pagesChap1 B PDFToutFikeGuedouahPas encore d'évaluation
- Maintenance FonctionDocument3 pagesMaintenance FonctionbederinadmlPas encore d'évaluation
- 7954 ControleGestionDocument222 pages7954 ControleGestionussef89100% (6)
- La Comptabilité D'entrepriseDocument44 pagesLa Comptabilité D'entreprisebederinadmlPas encore d'évaluation
- Les Techniques BudgétairesDocument53 pagesLes Techniques Budgétairesbederinadml0% (1)
- Skype Toute LDocument2 pagesSkype Toute LbederinadmlPas encore d'évaluation
- Cours 1 Pressions Et Debits Dans Les CanalisationsDocument10 pagesCours 1 Pressions Et Debits Dans Les CanalisationsbederinadmlPas encore d'évaluation
- Cissp - Juin 2019Document6 pagesCissp - Juin 2019rami6Pas encore d'évaluation
- Rapport de AKAFFOUDocument16 pagesRapport de AKAFFOUkpea chris dylanPas encore d'évaluation
- TP 1Document5 pagesTP 1Hana BouhdidaPas encore d'évaluation
- 2020 2021 PPT CM Chap1 Les Bases de Lautomatisme - EtudDocument52 pages2020 2021 PPT CM Chap1 Les Bases de Lautomatisme - EtudSiryann DPas encore d'évaluation
- Le Javascript ModerneDocument17 pagesLe Javascript ModerneOlivierLaplace100% (1)
- Travaux Renovation Electricite Norme NFC 1500Document35 pagesTravaux Renovation Electricite Norme NFC 1500Eugene BikoyPas encore d'évaluation
- PHP Partie 1Document46 pagesPHP Partie 1Crazy ZoxPas encore d'évaluation
- TP Elec Oscillateur Pont de WienDocument4 pagesTP Elec Oscillateur Pont de WienMohamedKecibaPas encore d'évaluation
- 1S Exercices Suites PDFDocument23 pages1S Exercices Suites PDFMouad GhoufirPas encore d'évaluation
- Cahier Des ChargesDocument7 pagesCahier Des ChargesUl KamguPas encore d'évaluation
- YacineDocument5 pagesYacineYacine HADJ LAZIBPas encore d'évaluation
- Resume - Chapitre 3 - FRDocument2 pagesResume - Chapitre 3 - FRAhmed AbdmoulehPas encore d'évaluation
- TD 3 SQLDocument2 pagesTD 3 SQLvbsimoPas encore d'évaluation
- Signalisation Et Réseaux IntelligentsDocument26 pagesSignalisation Et Réseaux IntelligentsEmilienne Monkon0% (1)
- 13 Controlab MesuresDocument22 pages13 Controlab MesuresAli Hamdane100% (1)
- FullpageDocument5 pagesFullpageYann PolletPas encore d'évaluation
- SMASHINGLOGO AperçuDocument1 pageSMASHINGLOGO AperçuMiguel Étienne Adiami A WosPas encore d'évaluation
- Examen 3B 2122Document8 pagesExamen 3B 2122Eya El BehyPas encore d'évaluation
- 07 Projet-De-norme 07onigt NT Implantation v03 Igt 08-04-2019Document17 pages07 Projet-De-norme 07onigt NT Implantation v03 Igt 08-04-2019Isaac OgandagaPas encore d'évaluation
- M198a01 40Document2 pagesM198a01 40Pablo TeránPas encore d'évaluation
- Chapitre 4Document39 pagesChapitre 4Malek KeskesPas encore d'évaluation
- Bienvenue. Présentation. Organisation. Détails PratiquesDocument360 pagesBienvenue. Présentation. Organisation. Détails PratiquestestPas encore d'évaluation
- Cst-Methodes Enregistrements PDFDocument6 pagesCst-Methodes Enregistrements PDFHoussainiPas encore d'évaluation
- Corrigé TD1 Theo de NfoDocument15 pagesCorrigé TD1 Theo de NfoibouPas encore d'évaluation
- Voltage DropDocument141 pagesVoltage DropSESA43142Pas encore d'évaluation
- Curriculum Vitae de Lovenson BACOT ModifieDocument6 pagesCurriculum Vitae de Lovenson BACOT ModifieBACOT LovensonPas encore d'évaluation
- Cv+Saidani+Mohamed +2022Document2 pagesCv+Saidani+Mohamed +2022Omar FarhatPas encore d'évaluation
- Introduction TDSDocument43 pagesIntroduction TDSOumaïma El AbidiPas encore d'évaluation
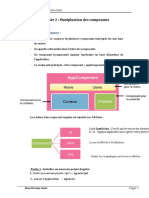
- Atelier 2: Manipluation Des Composants: Un Composant AngularDocument4 pagesAtelier 2: Manipluation Des Composants: Un Composant AngularAziz ZinaPas encore d'évaluation
- Actis Quick-Start-Guide Standard FR Ed06Document2 pagesActis Quick-Start-Guide Standard FR Ed06blackmamba etti jeanPas encore d'évaluation