Travaux Pratiques MSP TP N°4
: Contrôle par attribut
Ecole Supérieure de Technologie de Casablanca
Département Génie Mécanique
TP N°4
Cartes de contrôle par attribut
Une entreprise vérifie toute sa production à l’aide d’un système automatisé. On désire maintenant utiliser les
données de l’inspection afin de contrôler, à l’aide d’une carte p, le procédé de fabrication.
N° Taille Nbre Proportion N° Taille Nbre Proportion
défectueux défectueux défectueux défectueux
1 1361 161 11 680 54
2 1278 118 12 801 64
3 1328 220 13 717 53
4 710 67 14 722 52
5 735 85 15 691 51
6 726 82 16 756 52
7 803 78 17 652 46
8 850 74 18 701 62
9 700 60 19 741 66
10 670 45 20 754 46
N° Taille Nbre Proportion
défectueux défectueux
21 703 38
22 682 47
23 719 44
24 713 57
25 716 42
26 701 49
27 688 50
28 712 41
29 723 43
30 688 39
1- Tracer la carte de contrôle p de proportion de défectueux pour analyse initiale avec les 20 premiers
points
Carte P
Ahmed ADRI 1/3
Travaux Pratiques MSP TP N°4 : Contrôle par attribut
2- Exclure tous les points Hors limites (en tenant compte de la taille des échantillons) et trouver les limites
de contrôle permanentes. Calculer la proportion estimée de défectueux.
…………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………
………………………………………………….
…………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………
………………………………………………….
…………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………
………………………………………………….
…………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………
………………………………………………….
3- Tracer la carte normée qui tient compte de la taille réelle des échantillons et vérifier l’état de la production
pour tous les points
Carte p normée
Ahmed ADRI 2/3
Travaux Pratiques MSP TP N°4 : Contrôle par attribut
4- Tracer la carte normée avec la taille moyenne d’échantillon.
Refaire le calcul des limites à la main. Comparer avec la carte précédente et commenter.
5- Vérifier la normalité de la distribution de la variable employée.
Ahmed ADRI 3/3
Vous aimerez peut-être aussi
- Chandeliers JaponaisDocument521 pagesChandeliers Japonaisnepascal94% (36)
- 0 ISO 9000 - Version 2000Document15 pages0 ISO 9000 - Version 2000Fayçal APas encore d'évaluation
- TP Carte de ControleDocument15 pagesTP Carte de ControleYasmine YasminePas encore d'évaluation
- MDDocument10 pagesMDlamiabejaouiPas encore d'évaluation
- Cours ProgDocument43 pagesCours ProgATFP2013Pas encore d'évaluation
- TD Cartes AttributsDocument3 pagesTD Cartes AttributsMi DO II100% (2)
- Ressource de Cours Main Bionique TD V3Document61 pagesRessource de Cours Main Bionique TD V3gessefiPas encore d'évaluation
- TDM PilletDocument17 pagesTDM PilletIsmail SouhailPas encore d'évaluation
- Manuel D Utilisation PRELUDEDocument47 pagesManuel D Utilisation PRELUDErezgfhPas encore d'évaluation
- Présentation TournageDocument26 pagesPrésentation TournageRanya ouherrouPas encore d'évaluation
- Gamme D'usinageDocument20 pagesGamme D'usinageDayang Dayang0% (1)
- MSP-SPC 1Document100 pagesMSP-SPC 1HammamiSalahPas encore d'évaluation
- Application de La Méthode SMED Sur Les Presses BALCONI - Arabi FaiçalDocument95 pagesApplication de La Méthode SMED Sur Les Presses BALCONI - Arabi Faiçalmohamed serrakhPas encore d'évaluation
- Tolérancement GPS PDFDocument24 pagesTolérancement GPS PDFkharrat samirPas encore d'évaluation
- Corrigé Examen Terminal CFAO M1 CM 2017Document1 pageCorrigé Examen Terminal CFAO M1 CM 2017Salim RezkiPas encore d'évaluation
- Présentation Pfe JribiDocument35 pagesPrésentation Pfe JribiEzer HelaouiPas encore d'évaluation
- Support de Formation SPC - MSPDocument40 pagesSupport de Formation SPC - MSPMohamed NailiPas encore d'évaluation
- Devoir MaintenanceDocument10 pagesDevoir MaintenanceNisrine DaoukiPas encore d'évaluation
- La Maison de QualitéDocument24 pagesLa Maison de QualitéElaza93Pas encore d'évaluation
- TD 2 PFAS Application Des Procédés de Fabrication Par Usinage Et AdditiveDocument13 pagesTD 2 PFAS Application Des Procédés de Fabrication Par Usinage Et Additiverobin barracouPas encore d'évaluation
- Capabilité MachineDocument12 pagesCapabilité MachineMohamed EL MaaroufiPas encore d'évaluation
- PP AbaqusDocument4 pagesPP Abaqushamza dahbiPas encore d'évaluation
- TourDocument10 pagesTouryanna mohammzsPas encore d'évaluation
- Machine de SoudageDocument1 pageMachine de SoudageHoussèmBayar100% (1)
- Rapport de Stage Bts Prod 2021Document31 pagesRapport de Stage Bts Prod 2021anime tvPas encore d'évaluation
- SALBPDocument5 pagesSALBPDSDDFPas encore d'évaluation
- Contribution À L'étude D'un Système CFAO Pour Les Machines Outils EMCO CNCDocument103 pagesContribution À L'étude D'un Système CFAO Pour Les Machines Outils EMCO CNCAbichou IssaPas encore d'évaluation
- Chap 4 TOURNAGE FRAISAGE PDFDocument3 pagesChap 4 TOURNAGE FRAISAGE PDFAmer ChaffaiPas encore d'évaluation
- BEC4841-défauts Dentures PDFDocument136 pagesBEC4841-défauts Dentures PDFytupidPas encore d'évaluation
- Ressource CfaoDocument14 pagesRessource CfaoDjelloul ReziniPas encore d'évaluation
- 02 Les Outils Qualite PDFDocument26 pages02 Les Outils Qualite PDFFousseyni TRAOREPas encore d'évaluation
- GMP S2 M5.2 CAO TutorielsTP ChahbouniDocument8 pagesGMP S2 M5.2 CAO TutorielsTP Chahbouniikram bouhadlaPas encore d'évaluation
- Amelioration de La Productivite Au Niveau de La Ligne de Production Citroën Ami O2c - Nouhayla El OuardiDocument112 pagesAmelioration de La Productivite Au Niveau de La Ligne de Production Citroën Ami O2c - Nouhayla El Ouardiayoub OuddaanePas encore d'évaluation
- Projet Rapport Etude ChariotDocument10 pagesProjet Rapport Etude ChariotAyoub Daif allahPas encore d'évaluation
- Final PDFDocument109 pagesFinal PDFAbdessattar AbdouPas encore d'évaluation
- Support TP - Technologie Des Chaines de ProductionDocument8 pagesSupport TP - Technologie Des Chaines de ProductionFrançoise NicolasPas encore d'évaluation
- Exercice3corrig PDFDocument3 pagesExercice3corrig PDFKhalid TamiPas encore d'évaluation
- Chapitre 3. Emboutissage Des TolesDocument38 pagesChapitre 3. Emboutissage Des TolesgadriPas encore d'évaluation
- M10 - Programmation Et Mise en Oeuvre Des Outils de Production À Commande NumériqueDocument56 pagesM10 - Programmation Et Mise en Oeuvre Des Outils de Production À Commande Numériquemohamed50% (2)
- Scie SauteuseDocument6 pagesScie SauteusekhoukanaPas encore d'évaluation
- Chapitre 1 TPMDocument19 pagesChapitre 1 TPMBiir Samo TahaPas encore d'évaluation
- Procedes de FabricationDocument12 pagesProcedes de FabricationYassine LakhalPas encore d'évaluation
- Eacee 20 11Document75 pagesEacee 20 11youneselbekkaoui100% (1)
- Taillage D'engrenages À L'outil Ou Fraise Module: I Définition - DescriptionDocument5 pagesTaillage D'engrenages À L'outil Ou Fraise Module: I Définition - Descriptionbassem kortasPas encore d'évaluation
- TD de Conception - EmbrayageDocument6 pagesTD de Conception - EmbrayageOu-sinou Ali AkdimPas encore d'évaluation
- Pfe Icar em & MDocument1 pagePfe Icar em & M1ere année ingPas encore d'évaluation
- Analyse de La ValeurDocument26 pagesAnalyse de La ValeuryassineoPas encore d'évaluation
- Nouveau Présentation Microsoft Office PowerPointDocument14 pagesNouveau Présentation Microsoft Office PowerPointGhaith Soudani100% (1)
- Chapitre Prototypage RapideDocument57 pagesChapitre Prototypage RapideYosra JbeliPas encore d'évaluation
- Optimisation de Processus de F - Hammadi Salima - 2845 PDFDocument80 pagesOptimisation de Processus de F - Hammadi Salima - 2845 PDFfathimohamedPas encore d'évaluation
- TP MSPDocument11 pagesTP MSPMainsa WadidiéPas encore d'évaluation
- Rapport Final Sourour BOURGUIBADocument109 pagesRapport Final Sourour BOURGUIBAbouanz mohamed tahaPas encore d'évaluation
- Introduction À La Maîtrise Statistique Des ProcédésDocument16 pagesIntroduction À La Maîtrise Statistique Des ProcédésmanarPas encore d'évaluation
- ETUDE DE CAS - Qualité en Production PDFDocument3 pagesETUDE DE CAS - Qualité en Production PDFmoez ben youssef100% (1)
- Catalogue Des Presses MécaniquesDocument48 pagesCatalogue Des Presses MécaniquesAnonyme AccountPas encore d'évaluation
- 02 Exercices Esquisse 1 PDFDocument38 pages02 Exercices Esquisse 1 PDFHicham HrslPas encore d'évaluation
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesD'EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesPas encore d'évaluation
- DS TP MSP 2017Document2 pagesDS TP MSP 2017A KhouilidPas encore d'évaluation
- Serie 3Document2 pagesSerie 3Ikram El JamaiPas encore d'évaluation
- Gmao 140211113251 Phpapp01Document29 pagesGmao 140211113251 Phpapp01Ismail SamouhPas encore d'évaluation
- Rapport Annuel Taqamorroc 2016Document45 pagesRapport Annuel Taqamorroc 2016Ismail SamouhPas encore d'évaluation
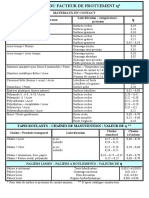
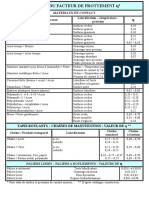
- Tableau Coeff FrottementDocument1 pageTableau Coeff FrottementIsmail SamouhPas encore d'évaluation
- Tableau Coeff FrottementDocument1 pageTableau Coeff FrottementIsmail SamouhPas encore d'évaluation
- Rapport TP MettallurgieDocument13 pagesRapport TP MettallurgieIsmail SamouhPas encore d'évaluation
- TP MSP4Document4 pagesTP MSP4Ismail SamouhPas encore d'évaluation
- TIBA AzzeddineDocument7 pagesTIBA AzzeddineHoussame NaimPas encore d'évaluation
- Cartes de Contrôle Avec CorrigéDocument7 pagesCartes de Contrôle Avec CorrigéOSAMA ZEHLOUL100% (1)
- Abaque de Smith (Notion 4)Document37 pagesAbaque de Smith (Notion 4)Oumaima KamalPas encore d'évaluation
- 2STM SPC FaoDocument5 pages2STM SPC FaoISMAILPas encore d'évaluation
- Cours spc2Document21 pagesCours spc2Abdelghani AririPas encore d'évaluation
- TD - Contrôle Des ProcédésDocument7 pagesTD - Contrôle Des Procédésnorddin sddoukiPas encore d'évaluation
- Les Differents Types de GraphiquesDocument12 pagesLes Differents Types de GraphiquesGeniePas encore d'évaluation
- TD ISLEM HAMOUDA Les Carte de ControleDocument10 pagesTD ISLEM HAMOUDA Les Carte de ControleIslem HamoudaPas encore d'évaluation
- Dovoir Carte de ControlDocument6 pagesDovoir Carte de ControlAyoub GhannamiPas encore d'évaluation
- GELE5313 Notes8 PDFDocument16 pagesGELE5313 Notes8 PDFMimo Molio0% (1)
- Travaux Pratiques de Stabilité Des Sytéme AsservisDocument12 pagesTravaux Pratiques de Stabilité Des Sytéme AsservisYacine100% (1)
- Abaque de Smith (Notion 4)Document30 pagesAbaque de Smith (Notion 4)MouadSamaPas encore d'évaluation
- Exercice n3 ProfDocument2 pagesExercice n3 Profyassine lahninPas encore d'évaluation
- Les ChandeliersDocument68 pagesLes ChandeliersKANTCHAKOU NestorPas encore d'évaluation
- TD4 BiostatistiqueDocument22 pagesTD4 BiostatistiqueLeila Ben HassinePas encore d'évaluation
- 1re S Diagramme en Boite PDFDocument6 pages1re S Diagramme en Boite PDFKarim MellahPas encore d'évaluation
- Efm Stat 16 17 PDFDocument3 pagesEfm Stat 16 17 PDFSoufiane TouilPas encore d'évaluation
- 0 Fiche BodeDocument1 page0 Fiche BodeAbdessamad FarajiPas encore d'évaluation
- Carte de Contrôle Par Attribut-CorrectionDocument13 pagesCarte de Contrôle Par Attribut-CorrectionMohàméd Jààfàr Arhoùjdam0% (1)
- Chapitre 7 Etude Harmonique Des Systemes Asservis Elementaires PDFDocument13 pagesChapitre 7 Etude Harmonique Des Systemes Asservis Elementaires PDFmoipopPas encore d'évaluation
- Cours SPC2Document20 pagesCours SPC2Elyes BenhmidaPas encore d'évaluation
- TP MSP4Document4 pagesTP MSP4Ismail SamouhPas encore d'évaluation
- Cours MSP - Chapitre 2-Carte de Contrôle Aux Mesures (Partie1)Document35 pagesCours MSP - Chapitre 2-Carte de Contrôle Aux Mesures (Partie1)i.baddouPas encore d'évaluation
- TIBA AzzeddineDocument7 pagesTIBA AzzeddineHoussame NaimPas encore d'évaluation
- Examen 2007 - 2008Document2 pagesExamen 2007 - 2008oujaha100% (1)
- SPC CartesDocument2 pagesSPC CartesNouch IlyassPas encore d'évaluation
- Spc-Four 05Document22 pagesSpc-Four 05Michael T-mic TshitengePas encore d'évaluation
- Corrections Bode, Niquist PDFDocument13 pagesCorrections Bode, Niquist PDFBrahim KhizranePas encore d'évaluation