Vous aimerez peut-être aussi
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DD'EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DPas encore d'évaluation
- A. Partie A: Etude de Fabrication Du Support (8pts: 5+3)Document11 pagesA. Partie A: Etude de Fabrication Du Support (8pts: 5+3)kallel hanenPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Devoir de Maison2Document12 pagesDevoir de Maison2achraf karouiPas encore d'évaluation
- Devoir de Maison n2 Oct 2020 Puc 1agm EnitDocument10 pagesDevoir de Maison n2 Oct 2020 Puc 1agm Enitkallel hanenPas encore d'évaluation
- Exm2015-CorrigeDocument7 pagesExm2015-CorrigeToxic DEVPas encore d'évaluation
- TD de FraisageDocument2 pagesTD de FraisageMll RaghebPas encore d'évaluation
- Dossier Ressource - EleveDocument100 pagesDossier Ressource - Eleveimad elgzaPas encore d'évaluation
- Chapeau de VentousexDocument7 pagesChapeau de VentousexNassro ZiadPas encore d'évaluation
- Exam Prat TSMFM FF 09Document16 pagesExam Prat TSMFM FF 09Hamza NassibPas encore d'évaluation
- Bureau Des M Thodes FRDocument10 pagesBureau Des M Thodes FRMhamad TaklaPas encore d'évaluation
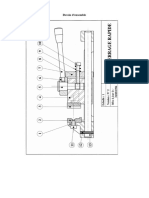
- Dossier Technique Etau A Serrage Rapide PDFDocument10 pagesDossier Technique Etau A Serrage Rapide PDFamineee100% (1)
- DC-Novembre 2019 - CNC-1Document4 pagesDC-Novembre 2019 - CNC-1hannachi medaminePas encore d'évaluation
- Dossier Technique Etau a Serrage RapideDocument10 pagesDossier Technique Etau a Serrage Rapidehamdiyasmin054Pas encore d'évaluation
- Les - Conditions - de - Coupes Par PDFDocument13 pagesLes - Conditions - de - Coupes Par PDFsarre mamoudouPas encore d'évaluation
- Gamme D'usinageDocument4 pagesGamme D'usinagemadel201067% (12)
- Corrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCDocument9 pagesCorrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCayoub gannniPas encore d'évaluation
- Examen de Fin de Formation TSMFM 2012 v1 Synthese CorrigeDocument15 pagesExamen de Fin de Formation TSMFM 2012 v1 Synthese CorrigeAmi ne100% (1)
- 2 Déf CDCDocument8 pages2 Déf CDClcom freePas encore d'évaluation
- Serie Theorie de CoupeDocument9 pagesSerie Theorie de Coupezouga zougaPas encore d'évaluation
- Chapitre 2-LES EFFORTS ENGENDRES PAR LA COUPEDocument6 pagesChapitre 2-LES EFFORTS ENGENDRES PAR LA COUPEsaleh benaliaPas encore d'évaluation
- La Coupe Des Metaux - FinalDocument22 pagesLa Coupe Des Metaux - FinalHamza ElallamPas encore d'évaluation
- TSMFM1 FF - Corrigé Pratique 2010 V1 VCDCDocument14 pagesTSMFM1 FF - Corrigé Pratique 2010 V1 VCDCĶhąļìđ MįřïPas encore d'évaluation
- Pdf-Gamme CompressDocument18 pagesPdf-Gamme Compresskuzgun cebeciPas encore d'évaluation
- Chapitre 4 Efforts de Coupe PuissanceDocument9 pagesChapitre 4 Efforts de Coupe PuissanceBahazPas encore d'évaluation
- Gamme D UsinageDocument5 pagesGamme D UsinageImedooImedPas encore d'évaluation
- Dossier Technique Etau A Serrage RapideDocument10 pagesDossier Technique Etau A Serrage RapideHoucine Mastouri100% (4)
- EFF 2018 V2 PrincipaleDocument15 pagesEFF 2018 V2 PrincipaleLahnine IsmailPas encore d'évaluation
- Examen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeDocument9 pagesExamen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeMouad ElansariPas encore d'évaluation
- Assemblages Par Boulons NormauxDocument141 pagesAssemblages Par Boulons NormauxKarim BakrimPas encore d'évaluation
- GammeDocument18 pagesGammeMakrem CherifPas encore d'évaluation
- Corrigé Passage TSMFM 2010 PDFDocument6 pagesCorrigé Passage TSMFM 2010 PDFRzdx 991100% (3)
- Examen Productique1 2019-CorrigéDocument3 pagesExamen Productique1 2019-CorrigéThouraya SaddiPas encore d'évaluation
- GammeDocument18 pagesGammeMarwene Eniso Ben Arbia100% (4)
- CODAP - Didatique Pour Etudiant PDFDocument18 pagesCODAP - Didatique Pour Etudiant PDFBlanchePas encore d'évaluation
- Examen FF V2 2016 Corrigé PDFDocument10 pagesExamen FF V2 2016 Corrigé PDFYassin Belkacem0% (1)
- PPM7Document18 pagesPPM7ABDELHADI MIHFADPas encore d'évaluation
- Conditions-Coupe 221126 074254Document10 pagesConditions-Coupe 221126 074254Barou Haya SanniPas encore d'évaluation
- Conditions CoupeDocument10 pagesConditions CoupeÎliãss ÎliassPas encore d'évaluation
- A LireDocument4 pagesA LireSantiago VALLEJOPas encore d'évaluation
- TP 1 MetrologieDocument13 pagesTP 1 MetrologieMehdi Billah ouassimPas encore d'évaluation
- Compte Rendu TpeDocument31 pagesCompte Rendu Tpekhalil bouadilaPas encore d'évaluation
- Examen FF 2017 V1 Énoncé - 231102 - 175709Document16 pagesExamen FF 2017 V1 Énoncé - 231102 - 175709mahdiabo755Pas encore d'évaluation
- Fascicule TP Usinage 1Document40 pagesFascicule TP Usinage 1BIJOUNA BILELPas encore d'évaluation
- TD Equerre ÉnoncésDocument6 pagesTD Equerre ÉnoncésMohsen SaidiPas encore d'évaluation
- TSMFM FF V2-2014 - ÉnoncéDocument15 pagesTSMFM FF V2-2014 - ÉnoncéAyoub CharkaniPas encore d'évaluation
- Dc-l3cfm Novembre 2020 Fao-FDocument6 pagesDc-l3cfm Novembre 2020 Fao-Fhannachi medaminePas encore d'évaluation
- sujet 1 FAODocument8 pagessujet 1 FAOTheodoreofficielPas encore d'évaluation
- Penetrometre Dynamique 5ème InterventionDocument11 pagesPenetrometre Dynamique 5ème InterventionOuassim EssaidiPas encore d'évaluation
- E4 Bts CPRP 2019 Partie 3 Dossier TechniqueDocument18 pagesE4 Bts CPRP 2019 Partie 3 Dossier TechniqueYou MajPas encore d'évaluation
- Projet Fin D'étudeDocument28 pagesProjet Fin D'étudeHajar OumnasPas encore d'évaluation
- TP FiletageDocument5 pagesTP FiletageSaid Djaballah100% (2)
- Rmstpub PP 185 193Document9 pagesRmstpub PP 185 193Badra Aly MarikoPas encore d'évaluation
- HCH-FAB II - Partie 2Document12 pagesHCH-FAB II - Partie 2Ali ZaafouriPas encore d'évaluation
- Examen FF V1 2016 Corrigé PDFDocument10 pagesExamen FF V1 2016 Corrigé PDFYassin Belkacem67% (3)
- TD Tournage Niveau 3Document2 pagesTD Tournage Niveau 3Iheb KahouachPas encore d'évaluation
- TD1 Correction CFAODocument4 pagesTD1 Correction CFAOEddehbi100% (1)
- Série TD-4 Contrat de Phase-ConvertiDocument9 pagesSérie TD-4 Contrat de Phase-ConvertiAljawhara Sara50% (2)
- TD 2Document4 pagesTD 2Emna GaaloulPas encore d'évaluation
- Les Capteus Des FuitesDocument1 pageLes Capteus Des Fuiteshassnae chaibiPas encore d'évaluation
- SSP104 - FR Boite Automatique 09GDocument56 pagesSSP104 - FR Boite Automatique 09GNinou VivanoPas encore d'évaluation
- Physique Chimie 6e Cours CIDocument77 pagesPhysique Chimie 6e Cours CIao1497698Pas encore d'évaluation
- Filtros 25-10Document185 pagesFiltros 25-10JOSE DANIEL BELLIDO FLORESPas encore d'évaluation
- Catalogue SERF ExtremityDocument20 pagesCatalogue SERF ExtremityStéphanie LeprincePas encore d'évaluation
- Manual de Aditamentos UniversalDocument690 pagesManual de Aditamentos UniversalVictor VHPas encore d'évaluation
- 379 Flottante Pelles 320B À 345BDocument11 pages379 Flottante Pelles 320B À 345BMetouganaPas encore d'évaluation
- Caractérisation Des ComposantsDocument5 pagesCaractérisation Des ComposantsMed Aziz HalilaPas encore d'évaluation
- Dépannages Électriques DomestiquesDocument15 pagesDépannages Électriques Domestiquesmassibal75% (4)
- Husky 1650 PSL Users Manual 369014Document32 pagesHusky 1650 PSL Users Manual 369014Nomad HurstPas encore d'évaluation
- Correction Travaux Dirigés Automatisms III Sep 2021Document11 pagesCorrection Travaux Dirigés Automatisms III Sep 2021Hajar OumnasPas encore d'évaluation
- Corrigé Harmonisé - Schéma - Bac 2015 - BATDocument4 pagesCorrigé Harmonisé - Schéma - Bac 2015 - BATThierry roland UmPas encore d'évaluation
- tp2 CMNDHDocument19 pagestp2 CMNDHHanae BoutabaPas encore d'évaluation
- TP Electronique REDRESSEMENT FILTRAGE Par Armel Sitou AfanouDocument12 pagesTP Electronique REDRESSEMENT FILTRAGE Par Armel Sitou AfanouTheo Wan0% (1)
- Classeur 3Document709 pagesClasseur 3youssefPas encore d'évaluation
- Wire LineDocument25 pagesWire LineFa Teh100% (1)
- Grue Jimmy Jib TriangleDocument1 pageGrue Jimmy Jib Trianglegeotrouvetout01Pas encore d'évaluation
- FatehDocument7 pagesFatehFATEH SERAJEPas encore d'évaluation
- Canon EOS 60D - Présentation Et Première Prise en MainDocument11 pagesCanon EOS 60D - Présentation Et Première Prise en MainPetit ScarabéePas encore d'évaluation
- Formation ScaphandreDocument49 pagesFormation Scaphandrean.khalidPas encore d'évaluation
- Prev Fich 82 Liste EPI Par Activités 20181213Document2 pagesPrev Fich 82 Liste EPI Par Activités 20181213Babacar saddikh SENEPas encore d'évaluation
- Pieces Detachees Four Whirlpool MT52Document7 pagesPieces Detachees Four Whirlpool MT52krishnouPas encore d'évaluation
- Codes Pannes Ariston IndesitDocument19 pagesCodes Pannes Ariston IndesitAhmed RedaPas encore d'évaluation
- Professional Spares Electrolux Cuisson Catalogue Pieces DetacheesDocument352 pagesProfessional Spares Electrolux Cuisson Catalogue Pieces DetacheesMitterand TemenaPas encore d'évaluation
- Dossier BT Poste HT-EPDocument13 pagesDossier BT Poste HT-EPIBrahim El IdrissiPas encore d'évaluation
- Etude de La Commande PerceuseDocument5 pagesEtude de La Commande PerceuseJUK SPELPas encore d'évaluation
- REX TRAVAUX US 440i N2. Rev00docDocument5 pagesREX TRAVAUX US 440i N2. Rev00docSerges Nembot KamgaPas encore d'évaluation
- Chapitre Les Appareils ElectriquesDocument21 pagesChapitre Les Appareils ElectriquesMariantes Tchadson100% (1)
- Rappel AppareillageDocument23 pagesRappel AppareillageAnonymous A13Lxz2hTPas encore d'évaluation
- Les Filles aux Bouclettes: Patron Crochet AmigurumiD'EverandLes Filles aux Bouclettes: Patron Crochet AmigurumiÉvaluation : 2.5 sur 5 étoiles2.5/5 (2)
- La fin du ciment: Les bonnes et les mauvaises raisons d'une technologie sans avenirD'EverandLa fin du ciment: Les bonnes et les mauvaises raisons d'une technologie sans avenirÉvaluation : 3 sur 5 étoiles3/5 (1)
- Le sablier d or: ou le temps universel entre le sable d hier et celui de demainD'EverandLe sablier d or: ou le temps universel entre le sable d hier et celui de demainPas encore d'évaluation
- Longboard Dancing - Figures et Pas de Danse - RegularD'EverandLongboard Dancing - Figures et Pas de Danse - RegularPas encore d'évaluation
- Les Êtres Vivants Dépendent De La Mécanique QuantiqueD'EverandLes Êtres Vivants Dépendent De La Mécanique QuantiquePas encore d'évaluation