Vous aimerez peut-être aussi
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Influence Des Paramètres Tribologiques Sur Essais Numériques Et Expérimentaux D'emboutissage Swift.Document10 pagesInfluence Des Paramètres Tribologiques Sur Essais Numériques Et Expérimentaux D'emboutissage Swift.Juju CochetPas encore d'évaluation
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DD'EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DPas encore d'évaluation
- TDn°1 Éléments de Correction Procédés de Mise en FormeDocument11 pagesTDn°1 Éléments de Correction Procédés de Mise en Formerobin barracouPas encore d'évaluation
- Ben Mostefa Daho WailDocument13 pagesBen Mostefa Daho Wailfaroukhan0808Pas encore d'évaluation
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- 107 EmboutissageDocument5 pages107 EmboutissageLahou Ahmadalahou100% (2)
- Partie 1 - FORMAGE DES PRODUITS PLATSDocument8 pagesPartie 1 - FORMAGE DES PRODUITS PLATSMetrach AbdrazakPas encore d'évaluation
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3D pour les débutants et les utilisateurs avancésD'EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3D pour les débutants et les utilisateurs avancésPas encore d'évaluation
- Cours en Ligne Mise en Forme - ChapitreI-Soualem LMA FinalDocument15 pagesCours en Ligne Mise en Forme - ChapitreI-Soualem LMA Finalhello youPas encore d'évaluation
- Cours Procedes Forgeage 2012Document3 pagesCours Procedes Forgeage 2012dayangPas encore d'évaluation
- EmboutissageDocument4 pagesEmboutissageAlexisPas encore d'évaluation
- 2 EmboutissageDocument33 pages2 EmboutissageHamza RouihemPas encore d'évaluation
- EmboutissageDocument4 pagesEmboutissageislam mohammedPas encore d'évaluation
- Le PliageDocument23 pagesLe Pliagesvans lmsvansi100% (2)
- MoulageDocument9 pagesMoulageYassine Iferden TorssanovskiPas encore d'évaluation
- Moulage CalculDocument14 pagesMoulage CalculHajar ZarroukiPas encore d'évaluation
- Cours PlasturgieDocument66 pagesCours PlasturgieAmel Hsn50% (2)
- Modélisation de La Coupe en Usinage À Grande VitesseDocument34 pagesModélisation de La Coupe en Usinage À Grande VitesseMohamed El Hadi RedjaimiaPas encore d'évaluation
- Chap FabricationDocument16 pagesChap FabricationMezig SaïdouPas encore d'évaluation
- Cours Mise en FormeDocument43 pagesCours Mise en FormeOusq Ham0% (1)
- Présentation Du Rapport de Stage: Réalisé EncadréDocument18 pagesPrésentation Du Rapport de Stage: Réalisé EncadréMehdi LallahPas encore d'évaluation
- PliageDocument10 pagesPliageAyoub ChebbiPas encore d'évaluation
- FabricationDocument228 pagesFabricationFouad FerhanPas encore d'évaluation
- 1 MoulageDocument25 pages1 MoulageHamza Rouihem100% (1)
- 1-Procédés de MoulageDocument119 pages1-Procédés de MoulageimenePas encore d'évaluation
- M03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie3-FM-TSMFMDocument48 pagesM03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie3-FM-TSMFMAdil Lamdaini100% (1)
- Le MoulageDocument10 pagesLe MoulageHouda Sefi EP SoulaPas encore d'évaluation
- pliage محولDocument12 pagespliage محولYoussef RafikiPas encore d'évaluation
- MECAH201 Chap4bDocument42 pagesMECAH201 Chap4bSofien LakhalPas encore d'évaluation
- 1 Cours Pliage Emboutissage PDFDocument8 pages1 Cours Pliage Emboutissage PDFone0% (1)
- EMBOUTISSAGEDocument25 pagesEMBOUTISSAGEJihen LassouedPas encore d'évaluation
- Chap 2 Coursmoulage 3080713450383811970Document6 pagesChap 2 Coursmoulage 3080713450383811970Nabil Jlassi100% (1)
- Conception Des Pieces 2022-2023Document22 pagesConception Des Pieces 2022-2023Med ElkotbiPas encore d'évaluation
- JJGpliageDocument10 pagesJJGpliageHassan AzmiPas encore d'évaluation
- Expose PMFDocument8 pagesExpose PMFFILMS AND ANIME UNIVERSEPas encore d'évaluation
- ProductionDocument46 pagesProductionHamet DoumbouyaPas encore d'évaluation
- Embouti Ssage 4 GMDocument17 pagesEmbouti Ssage 4 GMhassan boulmalPas encore d'évaluation
- Filtre À HuileDocument13 pagesFiltre À Huilemaraghni_hassine7592Pas encore d'évaluation
- Boulon SDocument9 pagesBoulon SDris BerrabahPas encore d'évaluation
- Rendu TP Fabrication TourDocument7 pagesRendu TP Fabrication TourOussama MohamedPas encore d'évaluation
- Chap4 PliageDocument34 pagesChap4 Pliageisraalaya167Pas encore d'évaluation
- MP3 UsinageDocument11 pagesMP3 UsinagekldmntPas encore d'évaluation
- Cours Sur Le Cisaillage Et Les Cisailles GuillotinesDocument7 pagesCours Sur Le Cisaillage Et Les Cisailles GuillotinesImed ElhajPas encore d'évaluation
- Rendu TP Fabrication Tour PDFDocument7 pagesRendu TP Fabrication Tour PDFIzem NumidiePas encore d'évaluation
- F123 FonderieDocument44 pagesF123 Fonderieflo_sabin80% (5)
- Techniques de Fabrication MécaniqueDocument80 pagesTechniques de Fabrication MécaniquetestttPas encore d'évaluation
- Le RectificationDocument3 pagesLe RectificationOussama El ghanemyPas encore d'évaluation
- Synthese Procedes PiecesDocument7 pagesSynthese Procedes PiecesNadia DridiPas encore d'évaluation
- Tournage Mécanique - WikipédiaDocument24 pagesTournage Mécanique - Wikipédiaelie mij kisalePas encore d'évaluation
- 02 MoulageDocument32 pages02 MoulageattouPas encore d'évaluation
- Le Moulage en Sable - 1Document8 pagesLe Moulage en Sable - 1Hamada HamadaPas encore d'évaluation
- E62 Afpi Henin-Beaumont Pennequin GaetanDocument82 pagesE62 Afpi Henin-Beaumont Pennequin GaetanFg FgPas encore d'évaluation
- TP3 V2Tournage Avec Mastercam X5Document13 pagesTP3 V2Tournage Avec Mastercam X5Fajjeri Hadil100% (1)
- Rapport Projet d'Usine-MarcimDocument95 pagesRapport Projet d'Usine-MarcimHasna ZahirPas encore d'évaluation
- (Etude Et Conception D'une Unité de Perçage Spéciale) - EZ-ZARQY MERYEMDocument80 pages(Etude Et Conception D'une Unité de Perçage Spéciale) - EZ-ZARQY MERYEMهاني ميساويPas encore d'évaluation
- Catalogue Arcelor A30 - FRDocument14 pagesCatalogue Arcelor A30 - FRFrancoisPas encore d'évaluation
- Logistique Cours EmballageDocument29 pagesLogistique Cours EmballageGhouchmi JamalPas encore d'évaluation
- Poteau Incendie - 65Document4 pagesPoteau Incendie - 65Oi69qEZPas encore d'évaluation
- OA Fascicule10 VF2020-08-04Document67 pagesOA Fascicule10 VF2020-08-04Julien MauricePas encore d'évaluation
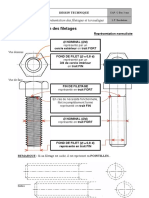
- Ci 1-3 Cours Filetages Taraudages - PDocument3 pagesCi 1-3 Cours Filetages Taraudages - PClément GuérinPas encore d'évaluation
- Catalogue Produits Métallurgiques Services FournituresDocument318 pagesCatalogue Produits Métallurgiques Services FournitureslhabsPas encore d'évaluation
- EN 1090-2 01-07-2010 Cle783afcDocument20 pagesEN 1090-2 01-07-2010 Cle783afcfontainePas encore d'évaluation
- Gloire Ntondo TFCDocument74 pagesGloire Ntondo TFCGLOIRE NTONDOPas encore d'évaluation
- Fiche Technique MachinesDocument13 pagesFiche Technique MachinesScribdTranslationsPas encore d'évaluation
- 5 Les IsolateursDocument17 pages5 Les Isolateursparker100% (1)
- E 09 Nouveau Port de TangerDocument8 pagesE 09 Nouveau Port de TangerAdrian VlfPas encore d'évaluation
- Cost DeploymentDocument20 pagesCost DeploymentS MD100% (1)
- Exercice 3CGO CDocument69 pagesExercice 3CGO CTomomi IshiguroPas encore d'évaluation
- Correction Série Fonction Des CoûtsDocument5 pagesCorrection Série Fonction Des CoûtsImad eddin El-atabyPas encore d'évaluation
- 643-02-22-BC01695-PLS5 - CF 60 MNDocument3 pages643-02-22-BC01695-PLS5 - CF 60 MNtom ucorsuPas encore d'évaluation
- FT - WPBFR003-15.12-FR - Antirock ASP SRDocument4 pagesFT - WPBFR003-15.12-FR - Antirock ASP SRaaPas encore d'évaluation
- Cheville Mécanique HST3Document6 pagesCheville Mécanique HST3eric102nguyenPas encore d'évaluation
- Chapitre 3.docx (Given To Students)Document5 pagesChapitre 3.docx (Given To Students)Ir David BirhPas encore d'évaluation
- VSM2010 Chapitre 3Document56 pagesVSM2010 Chapitre 3btbeppwPas encore d'évaluation
- Matériaux Composites - Comportement Mécanique Des Matériaux CompositesDocument273 pagesMatériaux Composites - Comportement Mécanique Des Matériaux CompositesBrek S100% (1)
- TekweldDocument2 pagesTekweldsam hadPas encore d'évaluation
- M - 13 - Usinage ManuelDocument65 pagesM - 13 - Usinage Manuelalmis50% (2)
- DEVISDocument2 pagesDEVISAlexandre KOUAGOUPas encore d'évaluation
- Ghalem+ Lalla - FraisageDocument14 pagesGhalem+ Lalla - Fraisagefaroukhan0909Pas encore d'évaluation
- LA PROTECTION CATHODIQUE - PrincipeDocument3 pagesLA PROTECTION CATHODIQUE - PrincipeomarPas encore d'évaluation
- Prétraitement de La Fonte Liquide: Claude GRISVARDDocument18 pagesPrétraitement de La Fonte Liquide: Claude GRISVARDmikabtpPas encore d'évaluation
- Secrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieD'EverandSecrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieÉvaluation : 5 sur 5 étoiles5/5 (2)
- La vie des abeilles: Prix Nobel de littératureD'EverandLa vie des abeilles: Prix Nobel de littératureÉvaluation : 4 sur 5 étoiles4/5 (41)
- Harmonisation Energétique des Lieux: Habitat et haut-lieux sacrés 2020D'EverandHarmonisation Energétique des Lieux: Habitat et haut-lieux sacrés 2020Évaluation : 2.5 sur 5 étoiles2.5/5 (3)
- Améliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesD'EverandAméliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesÉvaluation : 5 sur 5 étoiles5/5 (2)
- L'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)D'EverandL'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)Évaluation : 4 sur 5 étoiles4/5 (3032)
- Électrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsD'EverandÉlectrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Manuel de fabrication du savon: Je fabrique mes savons facilementD'EverandManuel de fabrication du savon: Je fabrique mes savons facilementÉvaluation : 5 sur 5 étoiles5/5 (4)
- Transformez votre vie: Utilisez le pouvoir créateur qui est en vous pour construire votre vie à l'image de ce que vous voulez qu'elle soitD'EverandTransformez votre vie: Utilisez le pouvoir créateur qui est en vous pour construire votre vie à l'image de ce que vous voulez qu'elle soitÉvaluation : 4 sur 5 étoiles4/5 (14)
- Anatomie & 100 étirements essentiels: Techniques, Bénéfices attendus, Précautions à prendre, Conseils, Tableaux de séries, DouleursD'EverandAnatomie & 100 étirements essentiels: Techniques, Bénéfices attendus, Précautions à prendre, Conseils, Tableaux de séries, DouleursPas encore d'évaluation
- 160 ressources pour se lancer dans la vidéo quand on n’y connait rienD'Everand160 ressources pour se lancer dans la vidéo quand on n’y connait rienPas encore d'évaluation
- Cahier de jeux de stimulation cognitive: Sujets Alzheimer, désorientés, démences, amnésiesD'EverandCahier de jeux de stimulation cognitive: Sujets Alzheimer, désorientés, démences, amnésiesPas encore d'évaluation
- Enseigner une Langue Etrangère Par l’Apprentissage HybrideD'EverandEnseigner une Langue Etrangère Par l’Apprentissage HybridePas encore d'évaluation
- Approvisionnement et traitement de l’eau: Les Grands Articles d'UniversalisD'EverandApprovisionnement et traitement de l’eau: Les Grands Articles d'UniversalisPas encore d'évaluation
- Cancer - Leucémie: Et autres maladies apparemment incurables, mais guérissables avec des moyens naturelsD'EverandCancer - Leucémie: Et autres maladies apparemment incurables, mais guérissables avec des moyens naturelsPas encore d'évaluation
- 20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsD'Everand20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Puissance naturelles - Que faire si votre "meilleure partie" est en grève?: Puissance naturelles-améliorer les recours pour augmenter la virilité de la capacité à obtenir une érection de fermetéD'EverandPuissance naturelles - Que faire si votre "meilleure partie" est en grève?: Puissance naturelles-améliorer les recours pour augmenter la virilité de la capacité à obtenir une érection de fermetéÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Semer avec succès pour rassembler avec abundance. Jardin organique et synergique: Calcul des meilleurs jours pour l'ensemencement de chaque légumeD'EverandSemer avec succès pour rassembler avec abundance. Jardin organique et synergique: Calcul des meilleurs jours pour l'ensemencement de chaque légumePas encore d'évaluation
- Le B.A.-Ba de la communication: Comment convaincre, informer, séduire ?D'EverandLe B.A.-Ba de la communication: Comment convaincre, informer, séduire ?Évaluation : 3 sur 5 étoiles3/5 (1)
- Physique quantique pour les débutants: Découvrez les fondements de la mécanique quantique et la façon dont elle affecte le monde dans lequel nous vivons à travers ses théories les plus célèbresD'EverandPhysique quantique pour les débutants: Découvrez les fondements de la mécanique quantique et la façon dont elle affecte le monde dans lequel nous vivons à travers ses théories les plus célèbresÉvaluation : 5 sur 5 étoiles5/5 (2)
- Automatique: Les Grands Articles d'UniversalisD'EverandAutomatique: Les Grands Articles d'UniversalisPas encore d'évaluation
- Anatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsD'EverandAnatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsPas encore d'évaluation
- Conception & Modélisation CAO: Le guide ultime du débutantD'EverandConception & Modélisation CAO: Le guide ultime du débutantPas encore d'évaluation
- Spring Boot par la pratique: Développer les services Rest avec Spring-Boot et Spring-RestTemplateD'EverandSpring Boot par la pratique: Développer les services Rest avec Spring-Boot et Spring-RestTemplatePas encore d'évaluation
- Chevaux de Fer - Locomotives Agricoles et Tracteurs LégendairesD'EverandChevaux de Fer - Locomotives Agricoles et Tracteurs LégendairesPas encore d'évaluation