Vous aimerez peut-être aussi
- TD Maint+CorrigeDocument7 pagesTD Maint+CorrigeElmadani Beghdaoui100% (4)
- TD1 Calcul de Fiabilité Chapire 1 2 3 - 2Document27 pagesTD1 Calcul de Fiabilité Chapire 1 2 3 - 2guerrida laid88% (8)
- V - F-Mémoire de Fin de Cycle DIC3-Justine - Faye - ASDocument77 pagesV - F-Mémoire de Fin de Cycle DIC3-Justine - Faye - ASModobe CarolePas encore d'évaluation
- TRS 2023Document32 pagesTRS 2023Zouhayra LaajiliPas encore d'évaluation
- 1-Définitions: MTTF - Mean Time To Failure MTTR - Mean Time To RepairDocument13 pages1-Définitions: MTTF - Mean Time To Failure MTTR - Mean Time To RepairMustaphaPas encore d'évaluation
- As v2n2 KombeDocument14 pagesAs v2n2 KombesouhaibghPas encore d'évaluation
- Maintenance Part1Document158 pagesMaintenance Part1OUMAIMA EL YAKHLIFIPas encore d'évaluation
- 1998 Mesure Indicateurs PerformanceDocument11 pages1998 Mesure Indicateurs PerformanceSoria BoudinarPas encore d'évaluation
- Calculer Le TRSDocument2 pagesCalculer Le TRSqzm74l100% (1)
- Chapitre 1Document18 pagesChapitre 1LI ASPas encore d'évaluation
- Le TRSDocument4 pagesLe TRSStevy Mikala100% (1)
- Le Taux de Rendement SynthétiqueDocument4 pagesLe Taux de Rendement SynthétiqueBenrabah AbderrahmanePas encore d'évaluation
- Ip MaintenanceDocument4 pagesIp MaintenanceJames BluntPas encore d'évaluation
- 2017 03 06 Trs Saint Gobain CFDTDocument7 pages2017 03 06 Trs Saint Gobain CFDTMedAmine FilaliPas encore d'évaluation
- 05 - TD Introduction FMD PDFDocument5 pages05 - TD Introduction FMD PDFTriki BilelPas encore d'évaluation
- TrsDocument8 pagesTrsmohamed74Pas encore d'évaluation
- Maintenance 2Document13 pagesMaintenance 2seddikPas encore d'évaluation
- Manager Et Mesurer Les Indicateurs de PerformanceDocument44 pagesManager Et Mesurer Les Indicateurs de PerformanceMohamed Ali Msaadia100% (1)
- MESURER ANALYSERDocument9 pagesMESURER ANALYSERtoukima imanePas encore d'évaluation
- Contrôle 2 de La Maintenance Et Fiabilité 2020-2021-cDocument6 pagesContrôle 2 de La Maintenance Et Fiabilité 2020-2021-cHafsa HBPas encore d'évaluation
- 02 - Concept FMD N1FIABILITEDocument14 pages02 - Concept FMD N1FIABILITEBTS MaintenancePas encore d'évaluation
- L3 GI GI512 CorrigéDocument3 pagesL3 GI GI512 Corrigébachiri mohamed lamine100% (2)
- BTS Cours 18 FiabiliteDocument6 pagesBTS Cours 18 FiabiliteĐào Hải NamPas encore d'évaluation
- Contrôle Continu GMAO Du 04 MAI 2020Document3 pagesContrôle Continu GMAO Du 04 MAI 2020marcellus noubissiePas encore d'évaluation
- TD 3 Maintenance 2020 Kaddiri FiabiliteDocument9 pagesTD 3 Maintenance 2020 Kaddiri FiabiliteHouda BourimechPas encore d'évaluation
- BTS2 TD Concept FMDDocument20 pagesBTS2 TD Concept FMDLena Ais100% (1)
- Module 1-2013Document40 pagesModule 1-2013Jean Jaures Anicet KablanPas encore d'évaluation
- Fiabilité/Maintenabilité/ DisponibilitéDocument29 pagesFiabilité/Maintenabilité/ Disponibilitékouias hamza100% (5)
- TD MaintDocument7 pagesTD MaintBen Ali ali MarwaPas encore d'évaluation
- Exposé Fiabilité L3EI EADDocument25 pagesExposé Fiabilité L3EI EADdadou1810Pas encore d'évaluation
- Plier 1Document16 pagesPlier 1Ochi ChaimaPas encore d'évaluation
- TD Intro FMDDocument12 pagesTD Intro FMDNui BonnoPas encore d'évaluation
- Fiabilité Des ProduitsDocument26 pagesFiabilité Des Produitsmaintenance.ingenPas encore d'évaluation
- 02 - TD Concept FMDDocument28 pages02 - TD Concept FMDAbdessamad BelabyadPas encore d'évaluation
- temps et simogrammeDocument8 pagestemps et simogrammejeansca.mouakassaPas encore d'évaluation
- Mco S5 2Document4 pagesMco S5 2KhalidPas encore d'évaluation
- Chapitre-5 MDocument16 pagesChapitre-5 Mfatma kriaPas encore d'évaluation
- DS Maintenance 18-19Document3 pagesDS Maintenance 18-19Sidi MohamedPas encore d'évaluation
- Devoir MaintenanceDocument10 pagesDevoir MaintenanceNisrine DaoukiPas encore d'évaluation
- Série de TD #02Document5 pagesSérie de TD #02zachazet100% (1)
- Corrigé DS GPS ENIT 3AGM Nov19 Ex2Document21 pagesCorrigé DS GPS ENIT 3AGM Nov19 Ex2Oumaima Ben SaidPas encore d'évaluation
- TD-FIAB-CORROLL-1-4Document4 pagesTD-FIAB-CORROLL-1-4achieponicolasabelPas encore d'évaluation
- La TPMDocument122 pagesLa TPMSoufiane NaniPas encore d'évaluation
- 02 TD FMD TRSDocument12 pages02 TD FMD TRSAFFO TOSSOU RamziatouPas encore d'évaluation
- Tulipage TP2Document7 pagesTulipage TP2ayatPas encore d'évaluation
- CH3 ELT ELT L3 Maint Ind.Document21 pagesCH3 ELT ELT L3 Maint Ind.Mãl ÎkPas encore d'évaluation
- CH04 Gestion de La MaintenanceDocument4 pagesCH04 Gestion de La MaintenanceAmin ChakrounPas encore d'évaluation
- Exemples Fiablité Système-Série - 2022Document8 pagesExemples Fiablité Système-Série - 2022Youness Tmh100% (1)
- Disponibilité EquipementDocument3 pagesDisponibilité EquipementkhayyamPas encore d'évaluation
- Devoir de Sureté de FonctionnementDocument4 pagesDevoir de Sureté de FonctionnementPACMOGDA NathanPas encore d'évaluation
- 11 - TD Gestion de Maintenance - Ratios - EleveDocument8 pages11 - TD Gestion de Maintenance - Ratios - EleveAhmad TidjaniPas encore d'évaluation
- 8 Indicateurs de Performance Essentiels Aux Entreprises ManufacturièresDocument6 pages8 Indicateurs de Performance Essentiels Aux Entreprises ManufacturièresKouroufia Diaby GassammaPas encore d'évaluation
- Untitled 1Document3 pagesUntitled 1mzoughiPas encore d'évaluation
- Generalites Sur La Fiabilite: Usage D Durée Es Défaillanc de Nombre Générale FormeDocument24 pagesGeneralites Sur La Fiabilite: Usage D Durée Es Défaillanc de Nombre Générale FormeAmel HassanPas encore d'évaluation
- Organisation Des Opérations de MaintenanceDocument3 pagesOrganisation Des Opérations de MaintenanceSàmi BmPas encore d'évaluation
- Support de Cours Les Indicateurs de La MaintenanceDocument14 pagesSupport de Cours Les Indicateurs de La MaintenanceRayen ElloumiPas encore d'évaluation
- Analyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1D'EverandAnalyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1Pas encore d'évaluation
- Enseigner les Traits pertinents temporels: avec la participation active des apprenantsD'EverandEnseigner les Traits pertinents temporels: avec la participation active des apprenantsPas encore d'évaluation
- Python pour Débutants : Guide Complet pour Apprendre la Programmation Pas à PasD'EverandPython pour Débutants : Guide Complet pour Apprendre la Programmation Pas à PasPas encore d'évaluation
- LES MACROS AVEC GOOGLE SHEETS: Programmer en JavascriptD'EverandLES MACROS AVEC GOOGLE SHEETS: Programmer en JavascriptPas encore d'évaluation
- 2 Le Langage C Complément Partie LinqDocument14 pages2 Le Langage C Complément Partie LinqTitouhi OmarPas encore d'évaluation
- Rational Unified Process (RUP)Document13 pagesRational Unified Process (RUP)Maram JemaiPas encore d'évaluation
- Gi PDocument27 pagesGi PScribdTranslationsPas encore d'évaluation
- Descriptif S Informatique Spécialité 2023Document3 pagesDescriptif S Informatique Spécialité 2023Benzaidan RidaPas encore d'évaluation
- 1 Partie: Génie Logiciel: Aperçu Général Sur LeDocument72 pages1 Partie: Génie Logiciel: Aperçu Général Sur LeYves BongongoPas encore d'évaluation
- Correction TD1 GL1Document3 pagesCorrection TD1 GL1Ahmed RekikPas encore d'évaluation
- Définition Du Web Service SuiviDemande V12.9pdfDocument42 pagesDéfinition Du Web Service SuiviDemande V12.9pdfaPas encore d'évaluation
- Agile ScrumDocument26 pagesAgile ScrumAbdellatif AaziPas encore d'évaluation
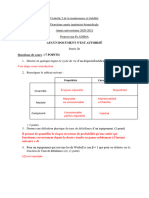
- Activités D'applicationsDocument1 pageActivités D'applicationsFatine ZeroualiPas encore d'évaluation
- WWW - Cours Gratuit - Com Id 10332Document23 pagesWWW - Cours Gratuit - Com Id 10332Mina Mint ChighaliPas encore d'évaluation
- CorrigesDesExercices ProgrammationOrienteeObjet Bersini 6eeditionDocument30 pagesCorrigesDesExercices ProgrammationOrienteeObjet Bersini 6eeditionMarc 3.141650% (2)
- MoniteurDocument13 pagesMoniteurslim yaichPas encore d'évaluation
- BD Cours 5 (1) - CopieDocument40 pagesBD Cours 5 (1) - CopieShamsB'enMeftehPas encore d'évaluation
- L'abdéquation Des Indicateurs À Leurs Objectifs Dans L'axe D'apprentissage Organisationnel Du Balanced Scorecard Des Entreprises BelgesDocument3 pagesL'abdéquation Des Indicateurs À Leurs Objectifs Dans L'axe D'apprentissage Organisationnel Du Balanced Scorecard Des Entreprises BelgesGuigui DonaldPas encore d'évaluation
- Titre Du TFE: Travail de Fin D'étudesDocument9 pagesTitre Du TFE: Travail de Fin D'étudesRetarded CascaPas encore d'évaluation
- Système Temps RéelDocument38 pagesSystème Temps RéelMalian Wesh DingPas encore d'évaluation
- Catalogue Formations 2e Edition 749334Document64 pagesCatalogue Formations 2e Edition 749334عبد الكريم ملوحPas encore d'évaluation
- Le Développement WebDocument2 pagesLe Développement WebMeryem MalakPas encore d'évaluation
- 416e PDFDocument710 pages416e PDFFrancisco100% (1)
- Codification de L'applicationDocument12 pagesCodification de L'applicationVianney DARWINEPas encore d'évaluation
- Cours 2 API IEC61131-3Document47 pagesCours 2 API IEC61131-3Imad ImadPas encore d'évaluation
- Why Evo Procédures de Duplication-2018-FrDocument14 pagesWhy Evo Procédures de Duplication-2018-FryannozPas encore d'évaluation
- Chapitre1. Introduction À La SécuritéDocument48 pagesChapitre1. Introduction À La Sécuritéyouness elhakimiPas encore d'évaluation
- Chapitre 1 - Introduction À La ProgrammationDocument2 pagesChapitre 1 - Introduction À La ProgrammationdugijoniPas encore d'évaluation
- TP 1 - IdmDocument3 pagesTP 1 - IdmHadiyet MAAFI100% (2)
- Cours MERISE - EMSI - Semaine 11Document34 pagesCours MERISE - EMSI - Semaine 11driss essaadiPas encore d'évaluation
- TPJavaDocument12 pagesTPJavaMeissa LindaPas encore d'évaluation
- IPL-piece 021 023 025 PDFDocument56 pagesIPL-piece 021 023 025 PDFNigelPas encore d'évaluation
- MFEDocument5 pagesMFEIham HamzaPas encore d'évaluation