Académique Documents
Professionnel Documents
Culture Documents
Convoyage Par Courroies Dentées 1207
Transféré par
Claudine ElisseevTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Convoyage Par Courroies Dentées 1207
Transféré par
Claudine ElisseevDroits d'auteur :
Formats disponibles
66_73_mcgbsp0906.
qxd 22/01/08 11:33 Page 66
TECHNIQUES DE CONVOYAGE - ATN
ATN - Présentation générale
Ce concept de courroie avec denture conçue pour recevoir des noix de fixation, permet la réalisation d’un nouveau
type de convoyeurs synchrones modulables. Il est particulièrement adapté pour la réalisation d’applications
de convoyage dans des domaines tels que l’emballage, l’agro-alimentaire, l’industrie pharmaceutique et l’automobile.
Grâce aux câbles en acier zingué ou en inox, associés au polyuréthanne, les courroies ATN ont une très grande
précision de positionnement.
AVANTAGES
> GRANDE MODULARITÉ SPÉCIFICITÉS
• Possibilité de montage de profils standard ou de profils • Les courroies sont systématiquement produites
spécifiques propres à l'utilisateur, en tous matériaux. avec les logements dans chaque dent.
• Possibilité en cours d’utilisation, d'équiper • Le dos des courroies est lisse. Les trous sont obturés par un
la courroie avec des profils entraîneurs opercule de 0,2 mm d’épaisseur.
différents ou de modifier un entraxe de fixation • Les noix sont à insérer manuellement dans les dents, après
sans démontage de la courroie. enlèvement des opercules au moyen de l’outil approprié
• Possibilité de fixer différents types d'entraîneurs (voir page 67).
sur une embase standard. • Les entraîneurs sont fixés avec des vis autoformeuses.
> GRANDE FACILITÉ D’UTILISATION • Les profils acceptent la transmission d'efforts importants.
• Montage direct par l'utilisateur sans outilllage particulier, • Des noix en laiton et en inox avec taraudage M4 (ATN10,
ni usinage complémentaire. ATN12,7) et M5 (ATN20, ATNS20) sont disponibles.
• Jonction de “courroies ouvertes” directement sur machine • Des vis autoformeuses en acier zingué avec filet Z pour
possible au moyen de systèmes d’attaches rapides. matériaux synthétiques sont disponibles.
• Utilisation de poulies standard AT10, AT20 (sauf le pas • Des vis en acier inoxydable autoformeuses M4 x 12
ATN12,7 pour lequel les poulies sont “selon plan” et M5 x 16 sont disponibles (également utilisables
uniquement. Nous consulter). dans les noix en laiton et en inox).
I 66 I MCGBSP 12/07 I www.binder-magnetic.fr
66_73_mcgbsp0906.qxd 22/01/08 11:33 Page 67
INFORMATIONS
TECHNIQUES DE CONVOYAGE - ATN
GÉNÉRALES
ATN - Montage
PROFILS ATN10 ET ATN12,7 PROFILS ATN20 ET ATNS20
Ø 5,2
AT
Ø 4,2
+0,1
0
+0,1
0
3,1
2,6
H
H
H
Ø 6 +0,1 Ø 7,5 +0,1
ATP
4,5
8
4,3
Ø 3,8 (M4 pour noix Ø6
en laiton) Ø 4,8 (M5 pour noix
5,7
Ø 7,5
en laiton)
6,8
CATK
10,5
6
12 7,5
BAT - BATK
En rouge : cotes nécessaires à un bon assemblage 15
NOIX DE FIXATION CARACTÉRISTIQUES DES NOIX DE FIXATION
> EN POLYAMIDE HAUTE RÉSISTANCE
Les noix de fixation en polyamide nécessitent Matière Couple de Force Type
Type matière
SFAT
l’emploi de vis autoformeuses disponibles en entraîneur serrage (N.cm) axiale (N) de vis
stock (voir tableau ci-dessous). L’emploi polyamide 70 100
d’autres vis autoformeuses ou autotaraudeuses polyamide métal 70 100 autoformeuse
non-agréées peut amener la déformation des PU 50 40
noix ou une diminution de la force nominale de ATN10 &
polyamide 100 170
T
traction. ATN12,7 laiton
métal 100 320 M4
> EN LAITON ET EN ACIER INOXYDABLE
polyamide 100 170
Ces noix sont fournies avec un trou de fixation inox
métal 100 320
taraudé, permettant de ce fait l’emploi de vis
HTD
standard M4 (ATN10/12,7), M5 (ATN20). polyamide 100 160
polyamide métal 100 160 autoformeuse
PU 80 40
ATN20 &
TRAPÉZOÏD. AUTOGUIDÉS
polyamide 150 240
PROFILS
ATNS20 laiton
métal 150 490
M5
polyamide 150 240
inox
métal 150 490
PLATES ET
VIS AUTOFORMEUSES CARACTÉRISTIQUES DES VIS AUTOFORMEUSES
> VIS AUTOFORMEUSES
En acier zingué avec filetage spécial EJOT® Stock ØT
Z40 ou Z50 pour les noix en polyamide K ØF L H
uniquement. ATN10 & • 7 3,1 4 8 4 TECHNIQUE LINEAIRE
Tenues en stock en 3 longueurs. • • 7 8 3,1 4 12 8
ATN12,7
> VIS AUTOFORMEUSES • 7 3,1 4 16 12
• 9 7,1 5 12 5
INOX M4 x 12 et M5 x 16 qui peuvent être ATN20 &
utilisées sur les noix en polyamide comme • • 9 10 7,1 5 16 9
ATNS20
sur les noix en laiton ou inox. Tenues en stock. • 9 7,1 5 20 13
ACCESSOIRES DE MONTAGE
CONVOYAGE
> POINÇON EMPORTE-PIÈCES > PLAQUE D’AIDE AU MONTAGE
Le poinçon permet un enlèvement aisé de l’opercule de 0,2 mm Des plaques dentées en polyamide destinées à servir d’aide à la
d’épaisseur qui obture le dos de la courroie avant la mise en place mise en place des noix sont disponibles. Lors du serrage de
des noix. Un montage de “désoperculage” avec 1, 2, 3 ou l’entraîneur sur le dos de la courroie, cette plaque évite la rotation de
4 poinçons existe également pour une réalisation en série. la noix et la déformation de la dent de la courroie.
Stock Longueur Ø Stock L B h m d
(mm) (mm) ATN10 • 50 100 12 50 M5
ACCESSOIRES
ATN10 & ATN12,7 • 70 6 ATN12,7 • 63,5 100 12 50 M5
ATN20 & ATNS20 • 70 7,5 ATN20 • 100 100 14 50 M5
www.binder-magnetic.fr I MCGBSP 12/07 I 67 I
66_73_mcgbsp0906.qxd 22/01/08 11:33 Page 68
TECHNIQUES DE CONVOYAGE - ATN - COURROIES DENTÉES Breco M-V®
ATN10 - 12,7 - 20 / ATNS20
150
70
60
50 100
40
ATN10
FT/Z (N/ / 10 mm)
Force tangentielle de l’armature (FN) : ATN12,7
FT/Z (N/ / 10 mm)
Force tangentielle de l’armature (FN) :
b FN FN soudée
25 mm 3 000 N 1 000 N b FN ATN20 FN ATNS20 FN soudée ATN20
50 mm 6 000 N 2 000 N 50 mm 8 000 N 11 200 N 2 700 N ATNS20
75 mm 9 000 N 3 000 N 75 mm 12 000 N 19 600 N 4 000 N
100 mm 12 000 N 4 000 N 100 mm 16 000 N 5 400 N
0 0
10 100 1 000 10 000 10 100 1 000 10 000
n (tr/min) n (tr/min)
Largeurs de courroies b ATN10 25 50 75 100 Largeurs de courroies b ATN20 50 75 100
ATN12,7 25 50 75 100 ATNS20 50 75
Largeurs de poulies B 32 60 85 110 Largeurs de poulies B 60 85 110
Pour ATN10 et ATN12,7 les cotes du profil de dents sont celles du AT10 (page 20) Pour ATN20 et ATNS20 les cotes du profil de dents sont celles du AT20 (page 24)
Courroie
Courroie ATN10 ATN20
10 échelle 1 ATNS20
20 échelle 1
Courroie ATN12,7
12,7 échelle 1
Longueur minimum soudable : 880 mm. Longueur minimum soudable : 1000 mm.
Longueur maximum : illimitée. Longueur maximum : illimitée.
Exécution standard : . . . . . . . . . . . . . . . . . . E = 25 mm et C = 10 ou 12,7 mm Exécution standard : . . . . . . . . . . . . . . . . . . . E = 25 ou 32 mm et C = 20 mm
Exécution spéciale : . . . . . . . . . . . . . . . . . . E et C selon plan (nous consulter). Exécution spéciale : . . . . . . . . . . . . . . . . . . E et C selon plan (nous consulter).
100 100
12,5 25 25 25 12,5 12,5 25 25 25 12,5
100 ATN 10 100 ATN 20
100 ATN 12,7
75
75 ATN 10 75
75 ATN 12,7 75 ATN 20
50
50 ATN 10
50 ATN 12,7 50
25 50 ATN 20
25 ATN 10
25 ATN 12,7
75
21,5 32 21,5
L’épaisseur des courroies est augmentée de 0,9 mm pour les
75 ATNS 20
exécutions DC et DC PRO (voir système de jonction page 72). RENFORCÉ
50
50 ATNS 20
RENFORCÉ
E
C
EXEMPLES DE COMMANDE DE COURROIES E
Largeur Type / Longueur Nbre de trous / Largeur Entraxe (E) Entraxe (C)
50 ATN10 / 9600V Afin d’utiliser notre appareil de mesure de tension SM4 (voir page 83),
veuillez consulter nos services techniques pour la détermination
75 ATNS20 / 6000V - 2 - 32 - 100 du coefficient K.
I 68 I MCGBSP 12/07 I www.binder-magnetic.fr
66_73_mcgbsp0906.qxd 22/01/08 11:33 Page 69
INFORMATIONS
TECHNIQUES DE CONVOYAGE - ATN - POULIES DENTÉES
GÉNÉRALES
AT10 - 12,7 - 20
Les poulies AT10 et AT20
sont présentées de manière
plus complète en pages 21 et 25
POULIES ET BARREAUX AT10, AT12,7 ET AT20 FLEXION SIMPLE
AT10 standard ou selon plan AT12,7 selon plan uniquement. Flexion simple imposant un Ø mini
(Voir page 17). AT20 selon plan uniquement. et un nombre de dents Z mini :
AT
BN BN Z min Ø min
B B B
lN lN ATN10 18 80
ATN12,7 20 80
ATN20 20 125
ATNS20 25 160
ATP
dn dK dB dn dK dK dB
Exécution 2 Exécution 0
jusqu’à à partir
Z=44 de Z=48 Pour limiter les vibrations prévoir un contact mini de 3 dents.
00
n)
CATK
Largeurs de courroies b ATN10 25 50 75 100 Largeurs de courroies b ATN20 50 75 100
ATN12,7 25 50 75 100 ATNS20 50 75
Largeurs de poulies B 32 60 85 110 Largeurs de poulies B 60 85 110
BAT - BATK
e
0 AT10 AT12,7* AT20
0
1 Z dK dB Z dK dB Z dK dB
18 55.48 61 20 79,03 87 20 124.50 134
SFAT
19 58.66 64 21 83,07 91 21 130.87 140
20 61.84 68 22 87,12 93 22 137.24 147
23 91,16 97 23 143.60 153
21 65.03 72
24 95,20 100 24 149.97 160
22 68.21 74
25 99,24 106 25 156.33 166
m 23 71.39 76 26 103,29 110 26 162.70 172
. 24 74.57 80
T
27 107,33 115 27 169.07 179
25 77.76 84 28 111,37 118 28 175.43 185
26 80.94 86 29 115,41 123 29 181.80 192
27 84.12 90 30 119,46 127 30 188.17 198
28 87.31 93 31 123,50 131 31 194.53 204
HTD
32 127,54 135 32 200.90 210
29 90.49 96
33 131,58 138 33 207.26 217
30 93.67 99 34 135,63 143 34 213.63 223
31 96.86 102 35 139,69 148 35 220.00 229
TRAPÉZOÏD. AUTOGUIDÉS
32 100.04 106 36 143,71 152 36 226.36 236
PROFILS
33 103.22 109 37 147,75 154 37 232.73 242
34 106.41 112 38 151,80 158 38 239.10 249
35 109.59 115 39 155,84 164 39 245.46 255
40 159,88 168 40 251.83 261
36 112.77 118
41 163,92 172 41 258.19 268
PLATES ET
37 115.95 121 42 264.56 274
42 167,97 175
38 119.14 125 43 172,01 183 43 270.93 280
39 122.32 128 44 176,05 183 44 277.29 287
40 125.50 131 45 180,09 188 45 283.66 293
41 128.69 134 46 184,14 192 46 290.03 300
42 131.87 137 47 188,18 196 47 296.39 306 TECHNIQUE LINEAIRE
48 192,22 198 48 302.76 312
43 135.05 140
49 196,26 205 49 309.12 319
44 138.24 144 50 315.49 325
50 200,31 211
45 141.42 147 51 204,35 216 51 321.86 331
46 144.60 150 52 208,39 216 52 328.22 338
47 147.79 153 53 212,43 220 53 334.59 344
48 150.97 156 54 216,48 223 54 340.95 350
49 154.15 160 55 220,52 226 55 347.32 357
56 224,56 230 56 353.69 363
50 157.33 163
57 228,60 242 57 360.05 370
51 160.52 166 58 366.42 376
CONVOYAGE
58 232,68 242
52 163.70 169 59 372.79 382
59 236,69 242
53 166.88 172 60 240,73 248 60 379.15 389
Nombre de dents inférieur, nous consulter.
Nombre de dents inférieur, nous consulter. Nombre de dents inférieur, nous consulter.
Nombre de dents supérieur possible.
Nombre de dents supérieur possible. Nombre de dents supérieur possible.
* Attention : profil AT et non T12,7 (H).
EXEMPLES DE COMMANDE DE POULIES Poulies en alu, flasques en acier zingué, en stock, délai 3 jours (voir
Matière Largeur BN Type / Nbre de dents Nbre de flasques Ø dN x lN Ød page 21).
ACCESSOIRES
Al 42 AT10 / 40 - 2 EPAU.80 x 10 d:16H7 Pour optimiser la transmission au niveau de la denture et de la rainure
de clavette, nous recommandons l'utilisation de l'Alu HR
Al 60 AT20 / 27 - 2 vissés selon plan. ( 50 daN/mm2), nous consulter.
www.binder-magnetic.fr I MCGBSP 12/07 I 69 I
66_73_mcgbsp0906.qxd 22/01/08 11:33 Page 70
TECHNIQUES DE CONVOYAGE - ATN
ATN - Entraîneurs à visser
Afin de satisfaire aux applications de convoyage ou d’indexation de produits, BINDER Magnetic développe
en permanence de nouveaux entraîneurs à visser sur les courroies ATN. Dans différentes matières,
standard ou spécifiques, ils sont réalisés selon deux méthodes de fabrication :
> INJECTION DE POLYAMIDE HAUTE RÉSISTANCE
Pour les applications de grande série.
Entraîneur d’appui Entraîneur Entraîneur Entraîneur à profil
ou d’indexage support spécifique support d’axe d’assemblage
> USINAGE DE PLASTIQUE OU MÉTAL
Pour les applications de petite série.
MATIÈRES PLASTIQUES LES PLUS UTILISÉES :
Densité Dureté Température
Dénomination Avantages Inconvénients
(g/cm3) (Shore D) (°C)
> Bonnes propriétés mécaniques > Coût plus élevé que le PEHD.
PA 6 1,14 81 -40 / +110 > Facile à usiner > Tenue médiocre aux acides et bases
> Reprise d’eau
> Bonnes propriétés mécaniques > Coût plus élevé que le PEHD.
POM C 1,41 83 -50 / +100 > Facile à usiner > Tenue limitée aux acides et bases
> Reprise d’eau possible
> Très bonne tenue aux produits > Dilatation thermique importante
0,94
PEHD 500 et 1 000 63 à 65 -100 / +80 chimiques et à l’eau. > Tenue mécanique faible
(environ)
> Coût plus faible que les PA 6 et POM C > Plus difficile à usiner
La matière la plus utilisée est le PA 6, sauf en milieux alimentaire et
chimique où le PEHD est le seul à résister aux milieux agressifs.
Zone de
changement
Entraîneurs usinés en matières plastiques. de vitesse
Hauteur
Vrot (m/s) Vlin (m/s) du centre
de gravité
Hg
FONCTIONNEMENTS STATIQUE ET DYNAMIQUE
DES ENTRAÎNEURS
Pour déterminer les efforts admissibles sur les entraîneurs et leur
IA
noix de fixation, les valeurs statiques sont indiquées page 67. Largeur
Cependant, lors de l’étude il faut tenir compte des efforts d'appui
dynamiques qui se produisent lors des phases d’accélération et
lors du passage de la vitesse linéaire à la vitesse circonférentielle Øent
sur la poulie (Vlin vers Vrot).
Nos services techniques peuvent vous conseiller utilement pour Øo
la détermination de la taille des entraîneurs en fonction
d’abaques dont nous disposons.
I 70 I MCGBSP 12/07 I www.binder-magnetic.fr
66_73_mcgbsp0906.qxd 22/01/08 11:33 Page 71
INFORMATIONS
TECHNIQUES DE CONVOYAGE - ATN
GÉNÉRALES
Bibliothèque d’entraîneurs
Voici une sélection des 12 profils les plus courants extraits de notre bibliothèque. Ces entraîneurs sont tenus en stock
et peuvent être fournis rapidement ou vissés sur des courroies ATN dans notre unité de production d’Orléans.
AT
Cette liste est en constante évolution (consultez-nous).
PROFIL GÉOMÉTRIQUE SIMPLE PROFIL GÉOMÉTRIQUE SIMPLE PROFIL GÉOMÉTRIQUE SIMPLE
(INDEXAGE / APPUIS) (INDEXAGE / APPUIS) (INDEXAGE / APPUIS)
Pour 50ATN10 et 50ATN12,7 Pour 75ATN10 et 75ATN12,7 Pour 100ATN10 et 100ATN12,7
ATP
Vis Z40 x 12 Vis Z40 x 12 Vis Z40 x 12
1.001.008 1.001.009 1.001.010
CATK
BAT - BATK
SFAT
PROFIL GÉOMÉTRIQUE SIMPLE PROFIL SUPPORT (STANDARD / PROFIL SUPPORT (STANDARD /
(INDEXAGE / APPUIS) SPÉCIFIQUE) SPÉCIFIQUE) POUR PROFIL 1.001.005
Pour 100ATN10 Pour 50ATN10 et 50ATN12,7 Pour 50ATN20 Pour 50ATN10 et 50ATN12
Vis Z40 x 16 Vis Z40 x 12 Vis Z50 x 12 1.002.007
1.020.005 1.020.003 1.020.004
T
HTD
TRAPÉZOÏD. AUTOGUIDÉS
PROFIL SUPPORT PROFIL SUPPORT D’AXE PROFIL D’ASSEMBLAGE
PROFILS
(STANDARD / SPÉCIFIQUE) Pour 50ATNS20 et 75ATNS20 Pour 50ATNS20 et 75ATNS20
Pour 25ATN10 Vis Z50 x 16 Vis Z50 x 12
Vis Z40 x 12 1.030.010 1.001.001
1.020.002
PLATES ET
TECHNIQUE LINEAIRE
PROFIL D’ASSEMBLAGE PROFIL D’ASSEMBLAGE PROFIL D’ASSEMBLAGE
Pour 50ATN10 et 50ATN12,7 Pour 75ATN10 et 75ATN12,7 Pour 100ATN10 et 100ATN12,7
Vis Z40 x 8 Vis Z40 x 8 Vis Z40 x 8
CONVOYAGE
1.001.005 1.001.006 1.001.007
ACCESSOIRES
www.binder-magnetic.fr I MCGBSP 12/07 I 71 I
66_73_mcgbsp0906.qxd 22/01/08 11:33 Page 72
TECHNIQUES DE CONVOYAGE - ATN
ATN - Accessoires
1/ ENTRAÎNEUR SUPPORT DE BROSSE NOUVEAU Les poils de brosse sont proposés dans différentes longueurs et
Cet entraîneur standard pour courroie BRECO 50 ATN10, épaisseurs selon usage (nous demander conseil) ainsi que dans
réalisé par injection de polyamide haute résistance, permet le différentes matières :
montage de 2 réglettes brosses (strip). L’assemblage des > Matière Plastique Polyamide : bonne résistance à l’usure,
réglettes brosses est rendu possible grâce à 2 rainures sur convient aux applications de brossage et de transport.
l’entraîneur. > Matière Plastique Polypropylène : bonne tenue aux agents
chimiques mais résistance limitée à l’usure.
> Matières Métaliques : cuivre, acier, inox ou bronze
phosphoreux.
> Crins animaux : porc ou cheval (antistatique).
Réf. 1.020.011
2/ SYSTÈME DE JONCTION DE COURROIES ATN OUVERTES
Un système d’attache rapide pour courroie 50, 75 et 100
ATN10, ATN12,7 et ATNS20 a été développé. Cette attache
est indiquée pour toutes les applications nécessitant un
montage de courroie en version ouverte avant jonction. EXÉCUTION C
Ce système permet un échange rapide de courroie sans Plaque en
démontage de la machine. surépaisseur.
La courroie est livrée usinée et prédécoupée avec un kit
“d’éléments d’attache” à monter par l’utilisateur.
Polyamide
haute
résistance
Barrette EXÉCUTION DC
acier poli Plaque noyée
Vis têtes dans l’épaisseur
fraisées de la courroie.
> EFFORT TRANSMISSIBLE PAR L’ATTACHE RAPIDE
Largeurs de
50 75 100
courroies (mm)
ATN10 - ATN10 K6 750 N 1 150 N 1 500 N
ATN12,7 - ATN12,7 K6 750 N 1 150 N 1 500 N
EXÉCUTION
ATN20 1 000 N 1 500 N 2 000 N DC PRO
ATNS20 1 500 N 1 750 N - Permet le montage
d'entraîneur sur
> LONGUEUR DES ATTACHES RAPIDES la zone d'attache.
Valable quelle que soit l’exécution (C, DC ou DC PRO) :
Pour ATN10 et ATN12,7 : 10 dents, 9 pas. Pour les exécutions DC et DC PRO,
Pour ATN20 et ATNS20 : 9 dents, 8 pas. l’épaisseur des courroies est augmentée de 0,9 mm.
I 72 I MCGBSP 12/07 I www.binder-magnetic.fr
66_73_mcgbsp0906.qxd 22/01/08 11:33 Page 73
INFORMATIONS
TECHNIQUES DE CONVOYAGE - ATN Breco M-V®
GÉNÉRALES
ATN - Exécutions spéciales
1/ COURROIES ATN AVEC GUIDAGE TRAPÉZOÏDAL 100 ATN10 K6 - 100 ATN12,7 K6
Cette courroie fonctionne sur des poulies sans flasque. 100
Elles sont réalisées en versions (profil fendu).
AT
12,5 25 25 25 12,5
K6
ATP
75 ATN10 K6 - 75 ATN12,7 K6
75
CATK
K6
50 ATN10 K6 - 50 ATN12,7 K6
BAT - BATK
50
4
K6 6
75
SFAT
32
75 ATNS 20 K13
6,5
T
L’effort transmissible par une dent en prise FT/Z est à réduire de
10 % à 20 %, du fait du remplacement d’une partie des dents K13 13
par le profil trapézoïdal.
Attention : FN de l’armature modifiée pour les courroies soudées
BRV (voir page 68).
HTD
POULIES POUR COURROIES ATN À GUIDAGE
On utilise des poulies standard (voir page 69) avec une gorge
TRAPÉZOÏD. AUTOGUIDÉS
trapézoïdale usinée selon plan.
PROFILS
Largeurs de
50 75 100
courroies (mm)
Largeur de poulie B (mm) 55 80 105
PLATES ET
2/ COURROIES ATN À GÉOMÉTRIES SPÉCIALES 3/ COURROIES ATN AVEC REVÊTEMENT
Il est possible de réaliser des courroies ATN10 et ATN20 avec des > “PAR” SUR LE DOS TECHNIQUE LINEAIRE
entraxes (E et C) et des nombres de trous différents du standard Tissu polyamide de couleur blanche pour faciliter le glissement
à partir de courroies AT10 et AT20 standard (voir page 68). des produits transportés.
Les logements de noix, disposés selon plan, sont réalisés sans > “PAZ” SUR LES DENTS
quantité minimum (Nous soumettre votre plan). Tissu polyamide de couleur blanche pour faciliter le glissement
sur les rails supports.
> “PAZ + PAR” SUR LE DOS ET LES DENTS
Tissu polyamide de couleur blanche sur les dents et le dos de
la courroie.
CONVOYAGE
ACCESSOIRES
www.binder-magnetic.fr I MCGBSP 12/07 I 73 I
74_81_mcgbsp0906.qxd 22/01/08 11:18 Page 74
TECHNIQUES DE CONVOYAGE, TRANSPORT ET INDEXAGE
Entraîneurs soudés
La courroie dentée permet de réaliser du convoyage synchrone grâce à des entraîneurs en polyuréthanne rapportés
sur le dos. Ces entraîneurs sont classés selon leur fonction ou leur forme géométrique.
On réalise ces entraîneurs soit par moulage en même temps que existent et nous créons régulièrement de nouveaux modèles à la
la courroie Synchroflex®, soit en rapportant par soudure, par demande de nos clients. Pour la création et la mise en œuvre de
collage ou par un moyen mécanique, sur le dos des courroies ces entraîneurs, veuillez vous reporter aux pages suivantes.
Synchroflex®, BRECO V® ou BRECOFLEX®, des entraîneurs Pour le choix d’entraîneurs existants, veuillez nous consulter.
obtenus par découpe ou par injection. 2500 modèles différents
A) ENTRAÎNEURS GÉOMÉTRIQUES SIMPLES
Entraîneurs pouvant
être recoupés pour
transport courant.
Exemple d’application :
transport léger sur
glissière-tôle.
B) ENTRAÎNEURS SUPPORTS
Entraîneurs ayant une
géométrie adaptée aux
pièces à convoyer.
Exemple d’application :
convoyage de
connecteurs.
C) ENTRAÎNEURS À PROFIL DE PINCEMENT
Entraîneurs ayant
un rayon adapté
au cylindre à
transporter.
Exemple
d’application : profil
préhenseur, maintien
par pincement.
D) ENTRAÎNEURS POUR SUPPORTS D'AXES
Entraîneurs recevant des
axes ou des douilles.
Exemple d’application :
transport avec support
métallique.
E) ENTRAÎNEURS AVEC INSERTS
Inserts lisses pour
centrage, taraudés
ou filetés pour fixation.
Exemple d’application :
assemblage de
prise de courant.
F) PROFILS LONGITUDINAUX DE GUIDAGE
Profils de grande
longueur soudés
longitudinalement.
Exemple d’application :
TK-ATK non fendu pour
guidage sur poulies à
gorges ou glissières
profilées.
I 74 I MCGBSP 12/07 I www.binder-magnetic.fr
74_81_mcgbsp0906.qxd 22/01/08 11:18 Page 75
INFORMATIONS
GÉNÉRALES
G) ENTRAÎNEURS AVEC TROUS DE FIXATION
Profils pour la fixation de
pièces métalliques
AT
complémentaires.
Exemple d’application :
convoyage lourd sur
glissières polyamides.
ATP
H) ENTRAÎNEURS À PROFILS D'ASSEMBLAGE PAR EMBOÎTEMENT
CATK
Profils à queue d’arronde ou en
T pour le montage/démontage
d’empreintes spécifiques
Exemple d’application :
BAT - BATK
empreintes en polyéthylène
interchangeables rapidement.
I) ENTRAÎNEURS À PROFILS D'APPUI
Entraîneurs avec ou sans
SFAT
insert, simples ou avec
grande surface de
soudure et fentes
d'assouplissement.
T
J) ENTRAÎNEURS EXTRA PLATS
HTD
Entraîneurs armés ou non
de fibre de verre.
Exemple d’application :
TRAPÉZOÏD. AUTOGUIDÉS
transport de produits
PROFILS
cosmétiques, d'hygiène,
ultra légers, disquettes…
PLATES ET
K) ENTRAÎNEURS SPÉCIFIQUES À UNE FONCTION
Nous développons
les entraîneurs adaptés
à votre fonction.
TECHNIQUE LINEAIRE
Exemple d’application :
profil destiné à recevoir
des éprouvettes
d'analyse.
L) ENTRAÎNEURS À ENCLIPSER
Entraîneurs non soudés.
Modèles spécifiques
créés pour chaque
CONVOYAGE
application.
ACCESSOIRES
ENTRAÎNEURS À VISSER
Voir ATN pages 70 et 71.
www.binder-magnetic.fr I MCGBSP 12/07 I 75 I
74_81_mcgbsp0906.qxd 22/01/08 11:18 Page 76
TECHNIQUES DE CONVOYAGE, TRANSPORT ET INDEXAGE
Entraîneurs soudés - Mise en œuvre
1- SOUDURE DES ENTRAÎNEURS Les entraîneurs nécéssitant de grandes
Nos fabrications standard utilisent un procédé de soudure. Une surfaces de soudure peuvent être
colle spécifique a été développée pour les dépannages (nous assouplis au moyen de fentes.
consulter). En cas de soudure de profils transversaux
Les entraîneurs, selon leur nombre, sont soudés par procédé sur des courroies de grande largeur, il faut
manuel ou automatique. tenir compte d'un éventuel “cintrage transversal” (nous consulter).
Bourrelet rayon 0,5 à 1mm 3- POSITION ET ÉPAISSEUR DES ENTRAÎNEURS SOUDÉS
Ebavuré à angle vif
Bourrelet aplati La flexibilité de la courroie dentée peut être modifiée par la
position de l'entraîneur soudé selon qu'il est au regard d’une
dent ou d’un creux de dent. La première solution doit être
préférée.
En règle générale, l'épaisseur S de l'entraîneur doit être choisie
aussi faible que possible. Dans le tableau ci-dessous sont
indiquées les épaisseurs maximales d'entraîneur S en fonction
du nombre de dents de la poulie et de la position de l’entraîneur
par rapport à la dent.
Le bourrelet de soudure est de l'ordre de 0,5 à 1 mm
d'épaisseur, plus ou moins aplati.
Si le bourrelet est gênant pour l’application, préciser sur les ➊ ➋
plans ou à la commande "Ebavuré à angle vif".
2- LARGEUR DE LA SOUDURE
Pour garder la souplesse de la courroie lors de son enroulement
sur les poulies, les entraîneurs ne sont soudés que dans leur
partie centrale avec un point d'appui de chaque côté, ou bien F
aux deux extrémités avec un évidement central.
F : effort nominal admissible à la base du profil.
20 daN/cm2 sur la section de la soudure.
Réduire cette valeur de 30 % pour la soudure
d’un profil BRECO sur une courroie Synchroflex.
Epaisseur Smaxi en fonction du nombre de dents de la poulie et du type de courroie
(valeurs établies sur la base d’entraîneurs de dureté 92 Sh).
18 dents 20 dents 25 dents 30 dents 40 dents 50 dents 60 dents 100 dents
➊ ➋ ➊ ➋ ➊ ➋ ➊ ➋ ➊ ➋ ➊ ➋ ➊ ➋ ➊ ➋
AT3 - - 3 2 4 2 5 3 6 3 8 4 9 6 10 8
T5 4 2 5 2 6 2 6 3 8 4 9 6 10 8 12 10
T10 7 3 8 3 9 4 10 4 12 6 14 9 15 12 20 20
T20 11 4 12 5 13 5 15 6 18 8 20 12 23 20 30 30
AT5 4 2 5 2 6 2 6 3 8 4 9 6 10 8 12 10
AT10 7 3 8 3 9 4 10 4 12 6 14 9 15 12 20 20
AT15 - - - - 11 4 12 5 15 7 17 10 19 16 25 25
SFAT10* 6 7 8 9 10 12 14 20
BATK10* 6 7 8 9 10 12 14 20
SFAT15* 8 9 10 11 13 15 16 25
AT20 11 4 12 5 13 5 15 6 18 8 20 12 23 20 30 30
SFAT20* 10 11 12 13 15 18 20 30
XL 4 2 5 2 6 2 6 3 8 4 9 6 10 8 12 10
L 5 3 6 3 7 3 8 4 10 5 12 7 13 10 16 16
H 7 4 8 4 9 5 10 6 12 7 14 10 15 12 20 20
XH 12 4 13 5 14 5 15 6 18 8 20 12 23 20 30 30
* Ces courroies possèdent des dentures décalées ou en arc de cercle ; la valeur de Smaxi est la même quelque soit l’endroit où l’entraîneur est soudé.
I 76 I MCGBSP 12/07 I www.binder-magnetic.fr
74_81_mcgbsp0906.qxd 22/01/08 11:18 Page 77
INFORMATIONS
GÉNÉRALES
4- TOLÉRANCES DE FABRICATION B) TOLÉRANCE DE PERPENDICULARITÉ ET DE PARALLÉLISME.
Les tolérances de perpendicularité et de parallélisme sont de
A) TOLÉRANCE DE POSITIONNEMENT SUR LA COURROIE.
AT
l'ordre de ±1,5°, tout comme les tolérances pour un angle
Les entraîneurs sont généralement positionnés par rapport différent de 90°.
à une dent.
La précision standard est de ±0,5 mm entre l'axe d'une dent et
l'axe ➀ ou le bord de référence ➁ d'un entraîneur.
ATP
➀
CATK
BAT - BATK
SFAT
➁
C) TOLÉRANCE DE POSITIONNEMENT DES ENTRAÎNEURS
SUR LA LONGUEUR TOTALE D'UNE COURROIE.
T
Les entraîneurs étant positionnés par rapport à une dent,
les erreurs ne sont pas cumulées. Toutefois, il faut tenir compte
de la tolérance de la longueur de la courroie (voir page 9) et
HTD
éventuellement de l'allongement élastique sous effort de
prétension (Fpt).
Lorsque les entraîneurs ne peuvent pas être positionnés par
TRAPÉZOÏD. AUTOGUIDÉS
rapport à une dent, il convient de faire un plan précis et de nous
PROFILS
consulter.
D) TOLÉRANCE D'UN GROUPE D’ENTRAÎNEURS ENTRE EUX.
La tolérance de positionnement en largeur est de ± 0,5 mm par Pour le transport et le positionnement nécessitant une grande
rapport à l'axe médian de la courroie ou d'un bord de la
PLATES ET
précision d'un groupe d’entraîneurs, des outillages de
courroie. positionnement de soudure sont nécessaires. Il convient de
La tolérance de hauteur est de 0 - 0,5 mm (nota : les plans nous consulter avec un plan précis tolérancé.
d’entraîneurs sont toujours cotés en position soudée).
Un entraîneur livré séparément est donc plus grand de 0,4
à 0,7 mm pour tenir compte de la réduction de hauteur à TECHNIQUE LINEAIRE
la soudure.
Des tolérances plus étroites peuvent être obtenues au moyen
d’un usinage complémentaire ou d’un procédé de soudure
particulier (nous consulter).
CONVOYAGE
Nous vous proposerons les tolérances que nous saurons
garantir en fonction de nos possibilités de réalisation.
ACCESSOIRES
www.binder-magnetic.fr I MCGBSP 12/07 I 77 I
74_81_mcgbsp0906.qxd 22/01/08 11:18 Page 78
TECHNIQUES DE CONVOYAGE, TRANSPORT ET INDEXAGE
Bibliothèque d’entraîneurs
Voici une sélection des 24 entraîneurs soudés fréquemment utilisés, extraits de notre bibliothèque qui en compte
plus de 2 500. Ces entraîneurs, ainsi que d'autres, sont tenus en stock et peuvent être mis en œuvre très rapidement
dans notre unité de production d’Orléans. Cette liste est en constante évolution, consultez-nous.
2.3.2.032.003 2.3.2.010.005 2.3.2.030.005 2.3.2.050.006
2.3.5.206 2.3.2.050.008 2.3.2.010.020 2.3.2.100.005
2.3.5.195 2.3.5.095 2.3.5.043 2.3.5.572
2.3.5.002a 2.3.2.012.012b 2.3.5.296 2.3.5.482
2.3.3.025.012 2.3.5.324 2.3.5.425 2.3.4.015.050
PU chargé fibre PU chargé
de verre fibre de verre
2.3.6.216 2.3.6.217 2.3.6.019 2.3.6.107
Les entraîneurs à géométrie simple des lignes 1 et 2 peuvent être coupés en largeur (lg) et en hauteur. Les entraîneurs des lignes 3 et
4 peuvent être recoupés en largeur (lg) uniquement. Les entraîneurs avec inserts ou chargés fibre de verre ne peuvent pas être
recoupés.
I 78 I MCGBSP 12/07 I www.binder-magnetic.fr
74_81_mcgbsp0906.qxd 22/01/08 11:18 Page 79
INFORMATIONS
TECHNIQUES DE CONVOYAGE, TRANSPORT ET INDEXAGE
GÉNÉRALES
Usinage de courroies
Pour réaliser des fonctions spécifiques, nous avons 5- FRAISAGE DE DENTURE
la possibilité d'USINER nos courroies de différentes
AT
manières : fraisage, rectification, découpe.
Pour les usinages dorsaux, des courroies avec dos plus
épais sont réalisables (type DR) (voir tableau ci-dessous).
ATP
On peut en supprimer un certain nombre de dents par fraisage
pour faire un indexage avec les dents restantes car leur pas est
> PROFONDEURS MAXIMALES D'USINAGE POUR DR
d'une très grande précision.
La profondeur de la rainure est à coter à partir du sommet
T10 T20
CATK
de la dent.
Pas T5 AT10 AT20 L H
Epais. dos 2,2 4,5 8 2,85 3,55
Profondeur
BAT - BATK
d’usinage 1,2 2,5 5 1,8 2,2
maxi mm
1- FRAISAGE TRANSVERSAL
SFAT
Le rainurage transversal dans
le dos d'une courroie permet,
soit d'augmenter la souplesse
à l'enroulement, soit de réaliser
des fonctions de positionne-
T
ment ou d'indexage.
2- FRAISAGE LONGITUDINAL
6- POINÇONNAGE
HTD
Les fraisages longitudinaux
Cette technologie est
offrent différentes solutions de
très employée pour le
guidage :
transport par aspiration
TRAPÉZOÏD. AUTOGUIDÉS
• une rainure de section de feuilles de papier, comme
PROFILS
trapézoïdale dans la denture de feuillard d'acier.
peut guider la courroie.
• une rainure en V ou en demi-rond dans le dos de la courroie 7- COMBINAISON DE FRAISAGE ET DE POINÇONNAGE
permet de guider ou d'entraîner le produit transporté. Pour la fixation mécanique
PLATES ET
d'un profil entraîneur pour
La profondeur de la rainure est à coter à partir du dos de la
charges lourdes sur une
courroie.
courroie AT20. Un rainurage
3- RECTIFICATION DU DOS transversal dans une dent,
Les courroies SYN, et BRV associé à un poinçonnage,
peuvent être rectifiées ; permet la mise en place d'une TECHNIQUE LINEAIRE
les BFX le sont d'office. Cette tige filetée avec une goupille
opération est recommandée transversale. Cette fonction
pour : peut être réalisée grâce aux nouvelles courroies ATN (voir
page 66). Cette courroie fonctionne sur une poulie standard.
• augmenter la précision
de l'épaisseur de la courroie 8- DENTS EN MÉTAL RAPPORTÉES
(± 0,2),
• augmenter la souplesse de la courroie par diminution de
l'épaisseur du dos,
CONVOYAGE
Attention : cette opération modifie l’état de surface et donc, le
cœfficient de frottement de la courroie.
4- RECTIFICATION DES BORDS
Une rectification des bords est
indiquée pour augmenter la Pour obtenir une résitance élevée à l'arrachement d'un
précision de guidage entre entraîneur, nous avons développé une dent métallique rapportée
flasques ou bords de glissière et fixée sur toute la largeur de la courroie. Pour cette adaptation,
(± 0,2). il est nécessaire de prendre des précautions (nous consulter).
ACCESSOIRES
Ce montage élaboré vient naturellement en complément de la
gamme ATN existante (voir pages 70 et 71).
www.binder-magnetic.fr I MCGBSP 12/07 I 79 I
74_81_mcgbsp0906.qxd 22/01/08 11:18 Page 80
TECHNIQUES DE CONVOYAGE ET TRANSPORT
Revêtements de courroies
La courroie revêtue permet le convoyage de tout objet
Désignation Caractéristiques / Utilisation
posé sur son dos. Cette courroie est obtenue grâce
à l’ajout d’un revêtement rapporté par collage Diminution du cœfficient de frottement sur la glissière.
1 PAZ
ou par soudure. Réduction du niveau sonore. Bonne tenue aux huiles.
Diminution du cœfficient de frottement sur le dos de la
2 PAR courroie. Transport par accumulation.
Bonne tenue aux huiles.
Bonne tenue à l’abrasion et à la déchirure.
3 NKR38 Cœfficient de frottement élevé.
Bonne tenue à l’abrasion.
4 CORREX Cœfficient de frottement élevé.
Idéal pour l’usinage.
Ces revêtements présentent de nombreuses possibilités et ont
des caractéristiques mécaniques (dureté / souplesse / Bonne tenue à l’abrasion, à la déchirure et aux huiles.
5 LINATRIL
résistance au déchirement et à l’abrasion...) et chimiques Cœfficient de frottement élevé.
(résistance au milieu ambiant) très variées.
Il est important de noter que l’épaisseur du revêtement, Bonne tenue à l’abrasion.
6 PU MOUSSE
les diamètres mini. des poulies et la température Adapté au transport de verre et de papier.
d’utilisation jouent un grand rôle.
La dureté et les diamètres mini annoncés sont donnés pour une POLYTHAN
utilisation à 20°C et la température du collage du revêtement 7 D15/70 Bonne résistance à la déchirure. Très facile à usiner.
naturel
est limitée à 80°C.
Lors du collage, un rétreint de la colle et du revêtement peut Surface glacée adhérente grâce à un effet de peau.
entraîner un léger “tuilage” de la courroie qui s’incurve 8 HV1 Bonne tenue aux produits de nettoyage
faiblement au centre (nous consulter). et aux graisses.
D’autres revêtements peuvent vous être proposés tels
9 AFT2 - PU 385 Bonne
que : RP400, FG385, Celloflex, PVC Fischgrät, TT60, NBR, tenue aux huiles.
PVC minigrip... Nous demander conseil. Adapté au transport de pièces “coupantes”.
DIAMÈTRE MINI DES POULIES EN FONCTION Bonne adhérence.
10 PVC BLEU
DE L’ÉPAISSEUR DES REVÊTEMENTS Bonne résistance chimique sur la face supérieure.
12
Epaisseur des revêtements (mm)
LE ES POROL
UP
SO
10 XT
RA 11 mousse à Adapté au transport de pièces fragiles (papier, carton).
E
cellule fermée
8
PLE S
SOU Qualité bleue : convoyage courant.
6 E SUPER-GRIP
OUPL MS 12 vert ou bleu Qualité verte : convoyage de produits huilés et gras.
E NT S Bonne adhérence grâce à sa surface “structurée”.
EN NEM
4 MOY PS
OUPLE
PEU S SYLOMER Adapté au transport de pièces légères et fragiles
2
13 bleu, vert ou au transport par pincement entre deux courroies.
0 ou marron Bonne tenue aux huiles.
10 20 30 40 50 60 70 80 90 100 110
Poulies ø mini (mm)
LINAPLUS
14 (FDA) Utilisation alimentaire. Bonne adhérence.
PVC BLANC Utilistation alimentaire.
15 (FDA) Bonne résistance chimique sur la face supérieure.
Industrie du verre et de l’acier.
16 RP400 Protection contre l’usure.
17 PAR + PU60 Sh Face supérieure PU plane et très adhérente.
* Valeurs approximatives.
** Valeurs indiquées sans tolérance (nous préciser vos besoins). 18 VITON Bonne tenue en température (collage limité à 80° C).
*** Valeurs moyennes indicatives.
I 80 I MCGBSP 12/07 I www.binder-magnetic.fr
74_81_mcgbsp0906.qxd 22/01/08 11:18 Page 81
INFORMATIONS
GÉNÉRALES
Dureté ou densité* Epaisseurs Ø mini Température Cœfficient de frottement***
Matière (Sh A) courantes** (mm) de poulie d’utilisation (°C) sur acier sur papier
AT
Voir tableau
e. Tissu polyamide vert - - Ømini -20 / +80 0,3 0,2
(ATN : blanc) des poulies
la Voir tableau
Tissu polyamide vert
ATP
- - Ømini -20 / +80 0,3 0,2
(ATN : blanc) des poulies
Caoutchouc 1,5 - 2,4 - 3 Voir courbe
naturel 38 5 - 6,4 - 8 -30 / +70 0,8 0,8
rouge 10 et 12 MS
CATK
Caoutchouc Voir courbe
NITRILE 36 6 et 10 -30 / +70 0,8 0,8
marron MS
BAT - BATK
Caoutchouc Voir courbe
s. NITRILE 55 3 - 4 - 5 et 6 PS -20 / +110 0,8 0,8
orange
Mousse de PU - Voir courbe
2-3-4-5
SFAT
HD jaune à cellules 55 -10 / +60 0,4 0,8
6 - 8 et 10 MS
fermées
Polyuréthanne Voir courbe
70 2 - 3 - 4 - 5 et 6 -20 / +80 0,7 0,7
transparent jaune PS
T
Polyuréthanne 85 1 Ø 60 mm -20 / +85 0,7 0,6
transparent
AFT2 : 2
HTD
Polyuréthanne Voir courbe
85 PU 385 : 3 - 4 -20 / +80 0,7 0,6
transparent PS
5 et 6
TRAPÉZOÏD. AUTOGUIDÉS
Voir courbe
PROFILS
PVC bleu 65 1 -20 / +80 0,9 1
MS
Mousse de Voir courbe
180 g/dm3
). caoutchouc NITRILE (environ 3 - 5 et 10 -30 / +70 - -
15 Sh A) S
PLATES ET
à cellule fermée
Voir courbe
PVC bleu ou vert 40 environ 4 -15 / +80 0,9 1
S
TECHNIQUE LINEAIRE
Bleu : 220 g/dm3 Voir courbe
Mousse de Vert : 300 g/dm3 3 à 25 -30 / +70 0,7 0,8
polyuréthanne PS
Marron : 400 g/dm3
Caoutchouc naturel Voir courbe
40 3 - 5 et 6 -30 / +70 0,8 0,8
blanc MS
Voir courbe
PVC blanc 65 2 -15 / +90 0,7 0,6
MS
CONVOYAGE
Caoutchouc Voir courbe
39 environ 2, 3, 4, 5 et 6 mm -35/ +80 - -
naturel MS
Caoutchouc Voir courbe
0,8
polyuréthanne 60 -20 / +80 0,8 0,8
environ MS
transparent
Caoutchouc
ACCESSOIRES
Voir courbe
synthétique noir 75 2 et 4 -10 / +190 - -
chargé fluor PS
www.binder-magnetic.fr I MCGBSP 12/07 I 81 I
Vous aimerez peut-être aussi
- TSMFM 1 Teorie Enonce-08Document10 pagesTSMFM 1 Teorie Enonce-08Rzdx 991Pas encore d'évaluation
- Devoir de Contrôle N°1 2010 2011 (Ben Amar Mabrouk)Document11 pagesDevoir de Contrôle N°1 2010 2011 (Ben Amar Mabrouk)housinmechani1Pas encore d'évaluation
- Moteurélectrique: Fiche ProduitDocument5 pagesMoteurélectrique: Fiche Produitarabi.yo007Pas encore d'évaluation
- 02 Notice-Moteur-T5-Auto Filaire AutoDocument8 pages02 Notice-Moteur-T5-Auto Filaire AutoBruno GarçonPas encore d'évaluation
- XF510Sm M1XDocument1 pageXF510Sm M1XSandu RaduPas encore d'évaluation
- 4-A221R47D013 Sole D'appuiDocument1 page4-A221R47D013 Sole D'appuiduboisPas encore d'évaluation
- Texte de L'Epreuve:: Epreuve: Etude D'OutillageDocument5 pagesTexte de L'Epreuve:: Epreuve: Etude D'OutillageBass SowPas encore d'évaluation
- Valvula SDocument2 pagesValvula SluisPas encore d'évaluation
- Ova53137 Notice ADocument2 pagesOva53137 Notice Amohinfo88Pas encore d'évaluation
- T3.5 AUTO+ / T5 AUTO+: InstallationDocument16 pagesT3.5 AUTO+ / T5 AUTO+: InstallationTEstPas encore d'évaluation
- Coupe A-A Echelle 1:2 / Section A-A SCALE 1:2 A2 A2 C H: Groove SC For Seal 5,3Document1 pageCoupe A-A Echelle 1:2 / Section A-A SCALE 1:2 A2 A2 C H: Groove SC For Seal 5,3MarcoPas encore d'évaluation
- Catalogue Sciage 2019Document22 pagesCatalogue Sciage 2019oussema ouledhmedPas encore d'évaluation
- LA9 RM201/RM202: Sonde Coaxiale - Coaxiale ProbeDocument2 pagesLA9 RM201/RM202: Sonde Coaxiale - Coaxiale ProbeJacquin Mbougueng mbouguengPas encore d'évaluation
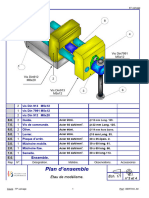
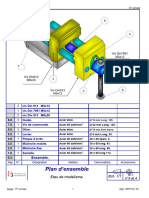
- Etau de ModèlismeDocument7 pagesEtau de Modèlismephil dassaPas encore d'évaluation
- Etau de ModèlismeDocument7 pagesEtau de Modèlismephil dassaPas encore d'évaluation
- STD53-0102 (Espacement Des Supports de Tuyauterie Metallique)Document1 pageSTD53-0102 (Espacement Des Supports de Tuyauterie Metallique)mpackoPas encore d'évaluation
- TP DynamoDocument11 pagesTP DynamoMaingotPas encore d'évaluation
- A.01 Folhas de TrabalhoDocument13 pagesA.01 Folhas de TrabalhoPaulo Caifás CPas encore d'évaluation
- FT Rivet Aveugle AL AL FRDocument1 pageFT Rivet Aveugle AL AL FRrawyssi msstaphaPas encore d'évaluation
- Beninca BULL 8M NoticeDocument10 pagesBeninca BULL 8M NoticeRayen SridiPas encore d'évaluation
- Flange Dimensions Acc To ASME B16 5Document5 pagesFlange Dimensions Acc To ASME B16 5olya tenPas encore d'évaluation
- FrxyliaDocument8 pagesFrxyliajbarrerePas encore d'évaluation
- Catalogo Casquillos EnsatDocument6 pagesCatalogo Casquillos Ensatcris-2525Pas encore d'évaluation
- Gabarit Mire de Calibrage Autofocus PDFDocument4 pagesGabarit Mire de Calibrage Autofocus PDFRichard VartanianPas encore d'évaluation
- Gabari PDFDocument4 pagesGabari PDFRichard VartanianPas encore d'évaluation
- K069f2 PDFDocument1 pageK069f2 PDFchakrounePas encore d'évaluation
- MODE OPERATOIRE DE SOUDAGE 8'' 12.7 MMDocument7 pagesMODE OPERATOIRE DE SOUDAGE 8'' 12.7 MMkhaledPas encore d'évaluation
- Styli Recommendations Leaflet (FR)Document2 pagesStyli Recommendations Leaflet (FR)IlKIn ISmaIlovPas encore d'évaluation
- Travail SoutenanceDocument20 pagesTravail SoutenanceKelvy INENGUEPas encore d'évaluation
- Dossier TechniqueDocument8 pagesDossier Techniquebenchikh lindaPas encore d'évaluation
- TSMFM 2 Pratique Enonce 2008 PDFDocument5 pagesTSMFM 2 Pratique Enonce 2008 PDFOUZLIG MohamedPas encore d'évaluation
- Epreuve:: Texte de L'Epreuve 1. Documents Remis Au CandidatDocument4 pagesEpreuve:: Texte de L'Epreuve 1. Documents Remis Au CandidatMamoudou ThiamPas encore d'évaluation
- Position SoudureDocument9 pagesPosition SoudurerezokaPas encore d'évaluation
- Profil Un Element Filete Fix Ldoc42Document12 pagesProfil Un Element Filete Fix Ldoc42OmarPas encore d'évaluation
- EKHTSU-AC - 4PWFR64052-1 - Installation Manuals - FrenchDocument16 pagesEKHTSU-AC - 4PWFR64052-1 - Installation Manuals - FrenchMustapha MosaidPas encore d'évaluation
- TNH5114OXDocument4 pagesTNH5114OXcyclope1er2Pas encore d'évaluation
- Catalogue Vis A Billes Standard PDFDocument158 pagesCatalogue Vis A Billes Standard PDFMalek ChebilPas encore d'évaluation
- Notice Technique D'Installation Installation Instructions InstallationsnotizDocument6 pagesNotice Technique D'Installation Installation Instructions InstallationsnotizghilesPas encore d'évaluation
- 313 Cables-Toron Et Accessoires Pour GeotechniqueDocument14 pages313 Cables-Toron Et Accessoires Pour GeotechniquelulubilulPas encore d'évaluation
- Boîte de Vitesses Manuelle MTX75 À 5 Rapports: CaractéristiquesDocument5 pagesBoîte de Vitesses Manuelle MTX75 À 5 Rapports: Caractéristiquestoni13021302Pas encore d'évaluation
- Examen de Fin de Formation 2010 TCM Pratique Variante 1Document20 pagesExamen de Fin de Formation 2010 TCM Pratique Variante 1tarik ouahianiPas encore d'évaluation
- Fiche Moteur Pour RVI DXI 7 - 975825Document1 pageFiche Moteur Pour RVI DXI 7 - 975825Yazid KarimPas encore d'évaluation
- F.Rimbert - Exercices Corrigés de Schémas Cinématiques - Doc - 16/10/2008Document5 pagesF.Rimbert - Exercices Corrigés de Schémas Cinématiques - Doc - 16/10/2008Maryam MaryamPas encore d'évaluation
- 1210 KW 03820185 Total Produktkatalog Austria FR A4 Ds 03Document19 pages1210 KW 03820185 Total Produktkatalog Austria FR A4 Ds 03Fodil ZouPas encore d'évaluation
- Stihl MS290 Farm Boss Parts ListDocument38 pagesStihl MS290 Farm Boss Parts ListrvpilotPas encore d'évaluation
- 0000007903.HabaSYNC 2012 WEBDocument24 pages0000007903.HabaSYNC 2012 WEByassine lakhalPas encore d'évaluation
- AKATHERMDocument115 pagesAKATHERM3568Pas encore d'évaluation
- Stihl MS250 - MS250CDocument48 pagesStihl MS250 - MS250CSasko PrangovskiPas encore d'évaluation
- Corrigé-Tsmfm PSG Th1p22009Document3 pagesCorrigé-Tsmfm PSG Th1p22009Rzdx 991100% (1)
- Vis Sans FinDocument1 pageVis Sans FinWiem HammamiPas encore d'évaluation
- 3842540387_2010-07Document44 pages3842540387_2010-07tom2gemPas encore d'évaluation
- GuillenSebastian EFDocument1 pageGuillenSebastian EFSebas GuillenPas encore d'évaluation
- TD1 Théorie Des MécanismesDocument4 pagesTD1 Théorie Des Mécanismesmighty AlicePas encore d'évaluation
- Clous HILTI X-EnP Fiche - TechniqueDocument4 pagesClous HILTI X-EnP Fiche - TechniqueGERMAINPas encore d'évaluation
- Chaine 12b1Document3 pagesChaine 12b1rajhi houssemPas encore d'évaluation
- 4-A000R14D041 Plaque D'appui SimpleDocument1 page4-A000R14D041 Plaque D'appui SimpleduboisPas encore d'évaluation
- Tal044 8 056Document1 pageTal044 8 056Asim JamilPas encore d'évaluation
- 3-A000R14C06A Axe MoteurDocument1 page3-A000R14C06A Axe MoteurduboisPas encore d'évaluation
- Vérins ADEDocument7 pagesVérins ADEClaudine ElisseevPas encore d'évaluation
- Verins Elero Moteur en Ligne 0106Document6 pagesVerins Elero Moteur en Ligne 0106Claudine ElisseevPas encore d'évaluation
- Informations Generales Electro-Aimants 0507Document4 pagesInformations Generales Electro-Aimants 0507Claudine ElisseevPas encore d'évaluation
- Verins Elero Moteur Latéral 0106Document5 pagesVerins Elero Moteur Latéral 0106Claudine ElisseevPas encore d'évaluation
- Catalogue Electro Aimants Massifs & Cylindriques 0507Document2 pagesCatalogue Electro Aimants Massifs & Cylindriques 0507Claudine ElisseevPas encore d'évaluation
- Catalogue Binder Electro Aimants Profile Acier 0507Document4 pagesCatalogue Binder Electro Aimants Profile Acier 0507Claudine ElisseevPas encore d'évaluation
- Catalogue Binder Electro Aimants Tole Pliee 0507Document4 pagesCatalogue Binder Electro Aimants Tole Pliee 0507Claudine ElisseevPas encore d'évaluation
- Courroies ATL 1207Document2 pagesCourroies ATL 1207Claudine ElisseevPas encore d'évaluation
- Revêtements Standard Pour Courroies BrecoDocument2 pagesRevêtements Standard Pour Courroies BrecoClaudine ElisseevPas encore d'évaluation
- SM4 - Appareil de Mesure de Tension de CourroiesDocument1 pageSM4 - Appareil de Mesure de Tension de CourroiesClaudine ElisseevPas encore d'évaluation
- Guidage Central 1207Document4 pagesGuidage Central 1207Claudine ElisseevPas encore d'évaluation
- Programme de Vente Courroies 1207Document1 pageProgramme de Vente Courroies 1207Claudine ElisseevPas encore d'évaluation
- Courroies Plates 1207Document1 pageCourroies Plates 1207Claudine ElisseevPas encore d'évaluation
- Courroies HTD1207Document2 pagesCourroies HTD1207Claudine ElisseevPas encore d'évaluation
- Courroies Polychloroprene 1207Document7 pagesCourroies Polychloroprene 1207Claudine Elisseev100% (1)
- Galets Tendeurs 1207Document2 pagesGalets Tendeurs 1207Claudine ElisseevPas encore d'évaluation
- Caractéristiques Techniques Des Poulies DentéesDocument3 pagesCaractéristiques Techniques Des Poulies DentéesClaudine ElisseevPas encore d'évaluation
- Entraineurs Pour Courroies Dentées 1207Document6 pagesEntraineurs Pour Courroies Dentées 1207Claudine ElisseevPas encore d'évaluation
- Courroies Dentées ATN 1207Document8 pagesCourroies Dentées ATN 1207Claudine Elisseev100% (2)
- Glissieres Pour Courroies Dentées 1207Document1 pageGlissieres Pour Courroies Dentées 1207Claudine ElisseevPas encore d'évaluation
- Accessoires Plaques Pour Courroies Dentées 1207Document2 pagesAccessoires Plaques Pour Courroies Dentées 1207Claudine ElisseevPas encore d'évaluation
- Catalogue Binder Electro Aimants Massifs Et Carres 0507Document4 pagesCatalogue Binder Electro Aimants Massifs Et Carres 0507Claudine ElisseevPas encore d'évaluation
- Catalogue Binder Magnetic Ventouses 0507Document14 pagesCatalogue Binder Magnetic Ventouses 0507Claudine Elisseev100% (1)
- Catalogue Binder Freins - Embrayages 0507Document13 pagesCatalogue Binder Freins - Embrayages 0507Claudine Elisseev100% (2)
- Catalogue Binder Electro-AimantsDocument26 pagesCatalogue Binder Electro-AimantsClaudine ElisseevPas encore d'évaluation
- Catalogue Binder Magnetic Vibrateurs 0507Document14 pagesCatalogue Binder Magnetic Vibrateurs 0507Claudine Elisseev100% (2)
- Catalogue Aimants Permanents (ICGIBS 0906)Document40 pagesCatalogue Aimants Permanents (ICGIBS 0906)Claudine Elisseev100% (3)
- Cofrend Fiche MagnetoscopiewebDocument2 pagesCofrend Fiche MagnetoscopiewebAbdelkaderPas encore d'évaluation
- Serie QT Designer 2022-2023Document9 pagesSerie QT Designer 2022-2023Nesrine GharianiPas encore d'évaluation
- DistributeursDocument7 pagesDistributeursdayangPas encore d'évaluation
- TDElec 8Document7 pagesTDElec 8oukkaPas encore d'évaluation
- Extrait de Role BelabdiDocument1 pageExtrait de Role BelabdiAlexanor Asma0% (3)
- Suivi BudgetaireDocument12 pagesSuivi BudgetairecabeaureyPas encore d'évaluation
- Caractx DIESELDocument45 pagesCaractx DIESELAtone RomeoPas encore d'évaluation
- Tuyauterie Liste de Prix FR 2021Document38 pagesTuyauterie Liste de Prix FR 2021Hassim CongoPas encore d'évaluation
- Unity 5 FreDocument80 pagesUnity 5 Frestephane AbrePas encore d'évaluation
- Boite À Outils Transfert de ConnaissancesDocument104 pagesBoite À Outils Transfert de ConnaissancesElyes Benhmida100% (2)
- Fiche de Culture de La Pomme de TerreDocument10 pagesFiche de Culture de La Pomme de TerreFrançoisLassus-PigatPas encore d'évaluation
- Résume RDMDocument5 pagesRésume RDMMoustapha Abdillahi abdiPas encore d'évaluation
- Lavande Bâtiments Réseaux Sociaux RapportDocument9 pagesLavande Bâtiments Réseaux Sociaux RapportSara ZahafPas encore d'évaluation
- Pfe D LmerdDocument8 pagesPfe D LmerdHafsa El basriPas encore d'évaluation
- Examen Optimisation Et ModélisationDocument1 pageExamen Optimisation Et ModélisationmalikaPas encore d'évaluation
- Intervention - Cas Marketing Nanterre 102013henkel DR Caspari PDFDocument80 pagesIntervention - Cas Marketing Nanterre 102013henkel DR Caspari PDFiyad_techPas encore d'évaluation
- Diag Calculateur Edc16c3et16c34Document23 pagesDiag Calculateur Edc16c3et16c34luckyPas encore d'évaluation
- Cour Ja Va DétailléDocument561 pagesCour Ja Va DétailléMajed Ben SaadaPas encore d'évaluation
- Les Mensonges de La Propagande Néo Féministe by El Rayhan Z LibDocument31 pagesLes Mensonges de La Propagande Néo Féministe by El Rayhan Z LibGloria ChristiPas encore d'évaluation
- Copie de SoutenirDocument42 pagesCopie de SoutenirrniaryjaminaPas encore d'évaluation
- Atelier Adhérent CFDT: Les Unités Aéroportuaires en 12 HeuresDocument2 pagesAtelier Adhérent CFDT: Les Unités Aéroportuaires en 12 HeuresGérard MenvussaPas encore d'évaluation
- Piscicole - Analyse de La Chaine de Valeur de La Pisciculture Cote IvoireDocument12 pagesPiscicole - Analyse de La Chaine de Valeur de La Pisciculture Cote IvoireBienvenu Kakpo100% (1)
- MFG FR Outils Gestion Ressources Humaines 07 2007 PDFDocument190 pagesMFG FR Outils Gestion Ressources Humaines 07 2007 PDFstyve vorrenPas encore d'évaluation
- الالتزام التنظيمي في المؤسسة الجزائريةDocument13 pagesالالتزام التنظيمي في المؤسسة الجزائريةaicha aichaPas encore d'évaluation
- ACL Bon CoursDocument16 pagesACL Bon CoursElvÏs ElvÏsPas encore d'évaluation
- Exos2 TorsionDocument2 pagesExos2 TorsionmohammedPas encore d'évaluation
- Econometrie Pour La FinanceDocument80 pagesEconometrie Pour La FinanceSiehi Toh ServaisPas encore d'évaluation
- Catalogue DAI Pro 2018Document36 pagesCatalogue DAI Pro 2018Ricardo FelixPas encore d'évaluation