Académique Documents
Professionnel Documents
Culture Documents
M13 - Usinage Sur Machines-Outils GE-ESA
Transféré par
Mohammed Amine KenedTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
M13 - Usinage Sur Machines-Outils GE-ESA
Transféré par
Mohammed Amine KenedDroits d'auteur :
Formats disponibles
i
OFPPT
ROYAUME DU MAROC
SECTEUR ELECTROTECHNIQUE
Module n 14:
USINAGE SUR MACHINES-OUTILS
SPECIALITE : LECTROMECANIQUE DES
SYSTEMES AUTOMATISES
NIVEAU : TECHNICIEN SPECIALISE
ANNE : 2001
Office de la Formation Professionnelle et de la Promotion du Travail
DIRECTION RECHERCHE ET INGENIERIE DE FORMATION
R
R
E
E
S
S
U
U
M
M
E
E
S
S
D
D
E
E
T
T
H
H
E
E
O
O
R
R
I
I
E
E
E
E
T
T
T
T
R
R
A
A
V
V
A
A
U
U
X
X
P
P
R
R
A
A
T
T
I
I
Q
Q
U
U
E
E
S
S
ii
Remerciements
La DRIF remercie les personnes qui ont particip ou permis
llaboration de ce Module (Usinage sur machines outils).
Pour la supervision
M. Mustapha ESSAGHIR : Chef de la Division Modes et Mthodes de
Formation
M. Brahim KHARBOUCH : Chef de projet marocain PRICAM-RGE
M. Ren LAPIERRE : Chef de projet canadien PRICAM-RGE
M. Jocelyn BERTRAND : Expert canadien
Pour l'laboration
Mme Najat FARHANE
Mme Carmen DINCA
Mme Naima EL KORNO
Mme Meryem SKALI
M. A. EL YAKOUTI
Responsable CFF/lectrotechnique(ISIC)
Formatrice au CFF/lectrotechnique(ISIC)
Formatrice au CFF/lectrotechnique(ISIC)
Formatrice au CFF/lectrotechnique(ISIC)
Formateur au CFF/lectrotechnique(ISIC)
Les utilisateurs de ce document sont invits
communiquer la DRIF toutes les remarques et
suggestions afin de les prendre en considration
pour lenrichissement et lamlioration de ce
programme.
Mme EL ALAMI
DRIF
iii
SOMMAIRE
Prsentation du module Page 4
Contenu du document Page 10
Projet synthse
Rsums de thorie des :
- Objectifs oprationnels de premier niveau et leur dure
- Objectifs oprationnels de second niveau et leur dure
Exercices pratiques des:
- Objectifs oprationnels de premier niveau et leur dure
- Objectifs oprationnels de second niveau et leur dure
4
PRESENTATION OU PREAMBULE
Ltude du module 13 : Usinage sur machines-outils permet dacqurir les savoirs, savoirs-
faire et savoirs-tre ncessaires la matrise de la comptence.
Ce rsum de thorie et recueil de travaux pratiques est compos des lments suivants :
Le projet synthse faisant tat de ce que le stagiaire devra savoir-faire la fin des
apprentissages raliss dans ce module, est prsent en dbut du document afin de bien le
situer. La comprhension univoque du projet synthse est essentielle lorientation des
apprentissages.
Viennent ensuite, les rsums de thorie suivis de travaux pratiques raliser pour chacun des
objectifs du module.
Les objectifs de second niveau (les pralables) sont identifis par un prfixe numrique alors
que les objectifs de premier niveau (les prcisions sur le comportement attendu) sont marqus
dun prfixe alphabtique.
Le concept dapprentissage repose sur une pdagogie de la russite qui favorise la motivation
du stagiaire, il sagit donc de progresser petits pas et de faire valider son travail.
Les apprentissages devraient se raliser selon les schmas reprsents aux pages qui suivent :
5
SCHMA DAPPRENTISSAGE DUN OBJECTIF
Lecture du rsum de
thorie de l'objectif " n "
Ralisation du travail
pratique de l'objectif " n "
Passage l'objectif " n + 1 "
valuation
formative de
l'atteinte de
l'objectif " n "
O
N
6
I ACTIVIT PARTICULIRE
ENSEIGNEMENT CORRECTIF
VALUATION FORMATIVE
II ACTIVIT PARTICULIRE
ENSEIGNEMENT CORRECTIF
VALUATION FORMATIVE
ACTIVIT GLOBALE
ENSEIGNEMENT CORRECTIF
VALUATION FORMATIVE
VALUATION SOMMATIVE ENRICHISSEMENT
SCHMA DE LA STRATGIE D'APPRENTISSAGE
7
MODULE 13 : USINAGE SUR MACHINES-OUTILS
Code : Dure : 75 h
OBJECTIF OPRATIONNEL DE PREMIER NIVEAU
DE COMPORTEMENT
COMPORTEMENT ATTENDU
Pour dmontrer sa comptence le stagiaire doit
effectuer des oprations dusinage sur des machines-outils
selon les conditions, les critres et les prcisions qui suivent.
CONDITIONS DVALUATION
Travail individuel.
partir :
- de plan, de croquis ou de directives;
- dabaques ou de tableaux;
- dune fiche dusinage;
- de volumes de rfrence.
laide :
- doutils au carbure, de machinerie et daccessoires;
- dinstrument de mesure;
- dquipement de scurit.
CRITRES GNRAUX DE PERFORMANCE
Respect des rgles de sant et scurit au travail.
Respect du processus de travail.
Travail soign et propre.
Respect des tolrances (0, 00 mm).
Prcision des mesures.
Exactitude des calculs.
- Utilisation approprie de loutillage et de lquipement.
( suivre)
8
OBJECTIF OPRATIONNEL DE PREMIER NIVEAU
DE COMPORTEMENT(suite)
PRCISIONS SUR LE
COMPORTEMENT ATTENDU
A. Interprter les plans de fabrication, les
croquis et les directives.
B. Slectionner loutillage et lquipement.
C. Appliquer les rgles de sant et de scurit
au travail.
D. Fixer la pice sur la machine-outil.
E. Rgler la machine-outil.
F. Excuter, sur des machines-outils
conventionnelles, des oprations dusinage
telles que :
scier;
percer;
alser;
tourner;
fraiser;
rectifier.
G. Entretenir et nettoyer le poste de travail.
CRITRES PARTICULIERS
DE PERFORMANCE
- Justesse de linterprtation.
- Choix judicieux au regard du travail et de
lquipement.
- Comprhension et respect des mesures de
protection.
- Choix appropri du mode de fixation.
- Rglage exact.
- Conformit des oprations aux plans, aux
croquis et aux fiches dusinage.
- Matrise des mthodes et des techniques.
- Entretien et nettoyage appropris.
9
OBJECTIFS OPRATIONNELS DE SECOND NIVEAU
LE STAGIAIRE DOIT MATRISER LES SAVOIRS, SAVOIR FAIRE, SAVOIR PERCEVOIR OU SAVOIR TRE JUGS
PRALABLES AUX APPRENTISSAGES DIRECTEMENT REQUIS POUR LATTEINTE DE LOBJECTIF DE PREMIER
NIVEAU, TELS QUE :
Avant dapprendre interprter les plans de fabrication, les croquis et les directives
(A) :
1. Expliquer limportance de lconomie des matriaux.
Avant dapprendre appliquer les rgles de sant et de scurit au travail (C) :
2. Reconnatre les rgles de scurit.
Avant dapprendre fixer la pice sur la machine-outil (D) :
3. Reconnatre les modes de fixation dune pice sur une machine-outil.
Avant dapprendre rgler la machine-outil (E) :
4. Reconnatre les matriaux.
5. Calculer les lments dusinage.
Avant dapprendre excuter, sur des machines-outils conventionnelles, des
oprations dusinage telles que :
scier;
percer;
alser;
tourner;
fraiser;
rectifier; (F) :
6. Mesurer avec prcision les dimensions et des qualits gomtriques des pices.
ESA13PS_ 1
ESA MODULE 13
PROJET SYNTHESE
.
Le stagiaire devra effectuer les oprations dusinage en utilisant les machines ncessaires
la ralisation de la pice. Pour ce faire, il devra calculer et rgler avec exactitude les diffrentes
vitesse de la machine, il devra respecter les rgles de scurit, le processus de travail, les tolrances
et le mode de fixation approprie.
RSUM DE THORIE
ESA1301RT 1
OBJECTIF : N1 DURE : 3,3 heures
- Objectif poursuivi : Expliquer limportance de lconomie des matriaux.
- Description sommaire du contenu :
Ce rsum thorique comprend les lments qui dmontrent limportance de lconomie des
matriaux :
1- Cot des matriaux,
2- Prix de revient;
3- Responsabilisation et attitudes.
- Lieu de lactivit : En classe ou en atelier.
- Directives particulires :
RSUM DE THORIE
ESA1301RT 2
OBJECTIF : N1 DURE : 3,3 heures
Lusinage de pices sur machines-outils est souvent utilis pour produire des pices en srie. Bien
que ce ne soit pas le cas pour la fabrication de pices aux fins de rparation, lconomie des
matriaux est un des facteurs qui permet de rduire le prix de revient de la production.
Trois facteurs entrent en ligne de compte dans lconomie des matriaux :
A) - le cot des matriaux;
B) - le prix de revient des matriaux;
C) - lattitude et le responsabilisation de loprateur.
A. LE COT DES MATRIAUX :
Le cot des matriaux dpend :
1- De leur composition;
2- Des sortes de matriaux;
3- Des procds de fabrication.
1. La composition des matriaux :
Voici 3 exemples :
Lacier doux, comprend un fort pourcentage de fer et un faible pourcentage dautres minraux.
Le pourcentage de carbone est un lment important dans la classification et le prix des aciers.
- Lacier alli, avec des pourcentages de 5 10% de chrome, augmente considrablement la
rsistance aux diffrents efforts de tension, de torsion, de flexion ainsi quune bonne rsistance la
corrosion.
- Lacier forg, en plus de sa composition ncessite des oprations supplmentaires de forgeage
afin de rserrer les molcules, ce qui augmente galement sa rsistance aux diffrents efforts.
2. Les sortes de matriaux :
Les mtaux mous tels que : laluminium, le laiton, le bronze, etc., sont plus coteux que lacier, et
leurs rsistances aux diffrentes forces sont plus ou moins grandes suivant leurs traitements et leurs
compositions. Ces matriaux rsistent fortement la corrosion.
Voici un exemple de classification, en fonction des cots des matriaux, dans un ordre croissant :
- Acier doux roul chaud;
- Acier doux froid;
- Acier au carbone;
- Acier alli;
- Acier forg;
- Mtaux mous.
RSUM DE THORIE
ESA1301RT 3
3. Les procds de fabrication :
Deux procds de laminage principaux sont utiliss dans le laminage des mtaux de structure et de
machinage.
- Le procd de laminage froid;
- Le procd de laminage chaud.
Dans le procd de laminage froid, le mtal est lgrement chauff avant de passer dans les
laminoirs.
Son fini de surface est gristre et il est utilis dans la fabrication des pices dquipements. (arbres,
engrenages etc.)
Dans le procd de laminage chaud, lacier est chauff au rouge avant de passer aux laminoirs
afin dobtenir la forme dsire sa surface est noire avec une lgre crote.
B. PRIX DE REVIENT
Dans le prix de revient il faut calculer :
- Les pertes de matriel;
- Le temps dopration de la machine y compris lentretien, la rparation et la dprciation;
- Le temps de lopration.
Voici un exemple de perte de matriel :
Sur un tour pour faciliter lusinage et le montage et viter ainsi la perte dune pice il faut choisir un
diamtre plus gros et plus long les dimensions du plan.
C. LATTITUDE ET LA RESPONSABILISATION DE LOPRATEUR :
Il est impratif que loprateur soit sensibilis adopter des attitudes positives et adquates pour une
plus grande conomie des matriaux.
Lusinage dune pice sur une machine-outil peut devenir trs coteux sil y a perte par ngligence
dans linstallation, dans le rglage, dans la prise de mesure ou dans le non-respect des mesures de
scurit.
EXERCICE PRATIQUE
ESA1301TP 1
OBJECTIF : N1 DURE : 2,2 heures
- Objectif poursuivi : Expliquer limportance de lconomie des matriaux.
- Description sommaire de lactivit :
Calculer partir dun plan densemble mcanique le cot de revient avec diffrents mtaux
comme : lacier, le bronze, laluminium ou encore une combinaison des matriaux.
- Lieu de lactivit : En classe
- Liste du matriel requis :
Diffrents matriaux :
Calculatrice ;
Manuel technique des matriaux ;
Tableaux des mtaux ;
Liste de prix.
- Directives particulires :
- Calculer individuellement le cot de lensemble et faire une tude comparative en fonction des
diffrents matriaux.
- Prvoir un surplus de longueur et de diamtre de la pice brute en fonction de la machine, du
montage et de la mthode dusinage utilis.
- Chaque stagiaire produit un rapport au formateur.
EXERCICE PRATIQUE
ESA1301TP 2
OBJECTIF : N1 DURE : 2,2 heures
A partir du plan calculer le cot de lassemblage :
a) avec les matriaux spcifis;
b) entirement en acier;
c) entirement en aluminium;
d) entirement en bronze.
Annexe :1) le plan dun marteau : (fig.1)
2) tableaux de calcul du poids (tableau 1).
3) liste de prix de matriaux : acier, aluminium, bronze (en rfrence).
Tableau 1
Poids (kg)
Dimension (mm) Acier Aluminium Bronze
6
8
9
10
12
13
14
18
19
20
22
26
28
30
32
35
36
38
0,222
0,395
0,499
0,617
0,888
1,042
1,208
1,998
2,226
2,466
2,984
4,168
4,834
5,549
6,313
7,553
7,990
8,903
EXERCICE PRATIQUE
ESA1301TP 3
EXERCICE PRATIQUE
ESA1301TP 4
Fig.1 Marteau
Pice en aluminium
Fig. 2 Manche du marteau
Fig. 3 Tte du marteau
EXERCICE PRATIQUE
ESA1301TP 5
Fig. 4 Embout du marteau
Fig. 5 Bague du marteau
RSUM DE THORIE
ESA130ART 1
OBJECTIF : A DURE : 90 min
- Objectif poursuivi : Interprter les plans de fabrication, les croquis et les directives.
- Description sommaire du contenu :
Ce rsum thorique comprend les symboles dusinage et dajustements, les tolrances, les cotes,
les units de mesure, et les lments dune gamme dusinage.
- Lieu de lactivit : Salle de cours.
- Directives particulires :
RSUM DE THORIE
ESA130ART 2
OBJECTIF : A DURE : 90 min.
LA GAMME OU FICHE DUSINAGE
1
er
tapes :
Avant dlaborer une gamme on doit tudier le plan qui permet didentifier la ou les machines-
outils, la sorte de matriaux, la prcision requise, les outils et les quipements ncessaires; de
plus donne un aperu des oprations importantes dusinage.
2me tapes :
Les diffrents lments compris dans une fiche dusinage :
a) La slection du matriau.
b) La slection des outils, des quipements et des machines-outils.
c) La sorte de montage :
- sur un tour (montage entre pointe en plateaux etc.);
- sur une fraiseuse (montage sur la table en tau sur diviseur etc.).
d) La squence des oprations dusinage :
- surfaage;
- tournage cylindrique;
- tournage conique;
- filetage;
- moletage;
Parmi les oprations on retrouve diffrentes informations comme :
- dterminer la longueur;
- dimensions atteindre (diamtre, longueur etc.);
- tolrances respecter;
- vitesse de rotation;
- vitesse avance;
- rglage de filetage etc.
Les directives :
Ex. : Couper la pice plus longue, protger la pice etc.
Rsum sur les symboles, les ajustements, les tolrances les cotes les units de mesure :
RSUM DE THORIE
ESA130ART 3
Tableau 1
RSUM DE THORIE
ESA130ART 4
Tableau 2
Les tolrances gomtriques se divisent en deux catgories :
Soit en lment individuel ou sans rapport avec une surface (tolrance de forme);
Soit en lments connexes (tolrances dorientation, de position et de battement).
Les tolrances de profil peuvent tre aussi dans les lments connexes.
Fig. 1
RSUM DE THORIE
ESA130ART 5
Fig 2
Une cote encadre reprsente une dimension exacte ou en cote de repre fixe. La position de
lalsage est contrl par la tolrance de localisation
RSUM DE THORIE
ESA130ART 6
Fig. 3
RSUM DE THORIE
ESA130ART 7
Exemple dinterprtation dun cadre en rapport avec la tranche de viande du hamburger :
95 3
17 A
Interprtation : 95 3 le diamtre de tranche de viande est de 95 mm avec une tolrance de plus
ou moins 3 de mm.
17 A
La localisation de la tranche de viande
C
par apport A peut varier de 17 en fonction du
diamtre maximum
M
de C et de A.
A
Pain
Viande
9 9
RSUM DE THORIE
ESA130ART 8
CONTRLE DES TOLERANCES DE FORME
TOLERANCE DE RECTITUDE :
La rectitude est ltat de la gnratrice dune surface (cylindrique, conique ou plane) ou dune
ligne daxe.
Il faut prendre note quil y a plusieurs faon dinterprter les tolrances de rectitude. La
position d la tolrance et lutilisation du maximum matire nous donnent diffrentes interprtations.
Dans le cas dun cylindre, la rectitude peut tre applique sur laxe du cylindre ou sur la surface
extrieure de ce dernier.
Ce type de tolrance contrle rectitude de la surface, mais non les erreurs de la formes telles que
la conicit. Si une pice comporte plusieurs diamtres, il est prfrable dutiliser les tolrances de
battement au lieu dune tolrance de rectitude de la ligne daxe
Fig. 4
NB : le diamtre 16 reprsente lenveloppe virtuelle de la pice.
RSUM DE THORIE
ESA130ART 9
Fig. 5
Cela nous permet lutilisation de calibres pour vrifier les pices. Cest beaucoup plus rapide
que lutilisation dun comparateur cadran.
RSUM DE THORIE
ESA130ART 10
Fig. 6
IMPORTANT : Le diamtre des pices ne doit pas dpasser 16 mm comme indiqu sur le dessin
de fabrication.
Normalement, les calibres doivent avoir une tolrance pour la fabrication et pour compenser
lusure. La rgle du 10 % peut sappliquer. Nous verrons dans les prochaines pages un exemple
dapplication.
RSUM DE THORIE
ESA130ART 11
Fig. 7
RSUM DE THORIE
ESA130ART 12
TOLERANCE DE RECTITUDE POUR UNE SURFACE PLANE :
La position de la tolrance indique le sens de la vrification
Fig. 8
TOLERANCE DE PLANEITE :
La planit est ltat dune surface dont tous les points sont dans un mme plan. Une tolrance
cette planit tablit une zone de deux plans imaginaires, parfaits et parallles, dont la distance
qui les spare correspond la valeur indique par la tolrance.
Lorsquune tolrance de planit est spcifie, le cadre de tolrance est reli une ligne de
repre pointant la surface ou la ligne place dans le prolongement de la surface
Fig. 9
METHODE DE VERIFICATION :
RSUM DE THORIE
ESA130ART 13
1. On supporte la, pice avec 3 vrins.
2. On trouve, sur la surface vrifier 3 points 0 (mme hauteur).
3. On dplace un comparateur cadran sur toute la surface
Fig. 10
TOLERANCE DE CIRCULARITE :
La tolrance de circularit assure que le profil de la pice, pris une section normale de laxe
de rvolution, soit lintrieur de deux cercles concentriques dont la diffrence des rayons est
gale ou plus petite que la valeur indique
Fig. 11
Vrifie si la pice ou le trou nest pas de forme ovale sur un plan circulaire sur 360.
(la dformation diamtre identique peut avoir 3.5 ou 7 cts).
RSUM DE THORIE
ESA130ART 14
TOLERANCE DE CYLINDRICITE :
La cylindricit est ltat dune surface de rvolution dun cylindre circulaire droit dans
lequel tous les points de la surface sont quidistants dun axe.
Une tolrance de cylindricit spcifi que la surface mesure doit tre contenue entre 2
cylindres coaxiaux formant un tube dont lpaisseur correspond la tolrance gomtrique.
Fig. 12
NB n1- La tolrance de cylindricit doit tre plus petite que la moiti de la tolrance
dimensionnelle.
NB n 2- La tolrance de cylindricit est un contrle de forme compose qui inclut la circularit, la
rectitude et le paralllisme des lments cylindriques.
Nous utilisons des appareils de mesure dispendieux pour vrifier les tolrances de circularit et
de cylindricit.
Fig. 13
Cette figure indique que la tolrance doit tre comprise entre deux plans parallles et distants
de 0,05 mm de laxe du trou.
RSUM DE THORIE
ESA130ART 15
TOLERANCE DE PERPENDICULARITE :
La tolrance de perpendicularit est ltat dune surface, dun plan mdian et dune droite
place angle droit par apport un plan ou un axe de rfrence.
- Normalement, le plus grand ct sert dappui.
- Le rsultat ne doit pas tre plus grand que le maximum permis sur toute la longueur de la
pice.
Fig. 14
PERPENDICULARITE DUN AXE AVEC UN AUTRE AXE
Fig. 15
CONTRLE DES TOLERANCES DE POSITION
TOLERANCE DE COAXIALITE :
La tolrance de coaxialit (concentricit) est un cylindre dont laxe concide avec laxe de
rfrence et dont le diamtre est gal la tolrance indique.
On utilise la coaxialit pour contrler laxe de pices hexagonales, carrs cylindriques ou
autres.
Fig. 16
NB : pour les pices cylindriques, il est prfrable dutiliser les tolrances de battement simple ou
total.
RSUM DE THORIE
ESA130ART 16
TOLERANCE DE LOCALISATION :
La tolrance de localisation dfinit la zone lintrieur de laquelle il est permis que la ligne
daxe ou le plan de centre dun lment dimensionnel scarte de la position thorique.
Fig 17
18 ET SONT DES COTES ENCADRES
DONC THORIQUEMENT EXACTES
Cela veux dire : pas de jeu permis, ce qui
impossible ; alors, on va voir la tolrance de
localisation qui nous indique que laxe des
trous doit tre lintrieur dun cercle de
0,10 mm de diamtre.
La tolrance ce position est aussi une autre faon de vrifier la coaxialit
Fig. 18
CONTRLE DES TOLERANCES DE BATTEMENT
TOLERANCE DE BATTEMENT SIMPLE :
La tolrance de battement simple ou circulaire contrle de faon indpendante les composants
circulaires dune surface.
Le prochain exemple nous indique que le diamtre 10 mm doit avoir un battement simple de 0,05
mm (lecture totale de lindicateur) en rapport avec (A
Fig. 19
RSUM DE THORIE
ESA130ART 17
CONTRLE :
Mthode de vrification : un bloc en v avec un comparateur cadran
Fig. 20
Ou directement dans la broche du tour
Fig. 21
TOLERANCE DE BATTEMENT TOTAL :
La tolrance de battement total permet un contrle mixte de tous les composants dune
surface.
Cest une autre faon de vrifier la coaxialit
Fig. 22
CONTRLE :
Le contrle se fait de la mme faon que le battement simple sauf que cest toute la surface
indique que nous devons vrifier.
IMPORTANT : Nous pouvons aussi vrifier le battement axial (simple et total).
EXERCICE PRATIQUE
ESA130ATP 1
OBJECTIF : N A DURE : 90 min.
- Objectif poursuivi : Interprter les plans de fabrication, les croquis et les directives.
- Description sommaire de lactivit :
Le stagiaire doit : Identifier et donner la signification des symboles, des tolrances, des cotes et des
units de mesure, numrer les lments dune fiche dusinage, partir dun
plan et dune fiche dusinage.
- Lieu de lactivit : En classe.
- Liste du matriel requis :
- Directives particulires : le stagiaire rpond sur les feuilles en annexe.
EXERCICE PRATIQUE
ESA130ATP 2
OBJECTIF : A DURE : 90 min.
1
er
travail pratique :
En se servant de la numrotation sur le plan A:
a) Choisir parmi les alternatives proposes celle qui correspond, selon que ce soit un symbole, des
cotes, des tolrances, des cadres ou une combinaison.
b) Rpondre selon lalternative choisie sur feuilles prpares a cette fin.
Alternatives :
1. Identifier le symbole et donner sa signification.
2. Identifier les informations du cadre et nommer lopration dusinage correspondante.
EX : de cadre :
Alser 6,35/ 6,37
5,08
A
3. Identifier la cote et les tolrances.
4. Nommer lopration dusinage et les informations incluses.
2
me
travail pratique :
Avec le plan B et la fiche dusinage, numrer les lments qui composent une fiche dusinage et
les directives.
EXERCICE PRATIQUE
ESA130ATP 3
1
er
travail pratique :
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
2
me
travail pratique :
EXERCICE PRATIQUE
ESA130ATP 4
PLAN A
EXERCICE PRATIQUE
ESA130ATP 5
PLAN B
Pice en aluminium
RSUM DE THORIE
ESA130BRT 1
OBJECTIF : B DURE : 90 min
- Objectif poursuivi : Slectionner loutillage et lquipement.
- Description sommaire du contenu :
Ce rsum thorique comprend des illustrations doutils et dquipements servant lusinage sur
les machines outils, de plus des informations particulires.
- Lieu de lactivit : En classe.
- Directives particulires :
RSUM DE THORIE
ESA130BRT 2
OBJECTIF : B DURE : 90 min
Information sur les outils et quipement :
La figure 1 montre un chantillonnage de brides servant au montage de pices sur une perceuse et
une fraiseuse.
Fig. 1
La figure 2 montre une application :
Fig. 2
La figure 3 montre :
A - Un outil alser servant lusinage intrieur.
B - Un outil saigner servant couper ou a tailler une rainure dans une pice.
C - Un outil a moleter servant augmenter la prise sur la surface dune pice.
Fig. 3
RSUM DE THORIE
ESA130BRT 3
La figure 4 montre :
Fig. 4
(1)- Une rgle mesurer, sur la rgle il peut y avoir plusieurs sortes de graduations.
(2)- Pied a coulisse utilis pour les mesure intrieure, extrieur et de longueur.
(3)- Un gabarit pour mesurer les tles minces.
(4)- Deux catgories de jauges dpaisseurs, servant lajustement ou la mesure de jeu.
(5)- Un compas point sche pour le traage.
(6)- Un micromtre pour mesurer les diamtres ou les paisseurs trs prcisment 0,001mm.
Note : Dans la pratique choisir les micromtre en fonction des grandeurs mesurer et le degr de
prcisions.
(7)- En compas extrieur comme son nom lindique sert a mesurer sans grande prcision. On
lutilise dans lbauche dune pice.
(8)- Un compas intrieur comme son nom lindique sert au mme figure (7).
RSUM DE THORIE
ESA130BRT 4
(9)- Un trusquin servant :
Tracer des lignes.
Centrer les pices sur un tour.
Vrifier le paralllisme, lquerre dune pice, etc. si ou installe sur comparateur cadran
(10)- Pointe tracer.
(11)- Une querre combine servant diffrentes oprations telles que :
Centrer, querrer, tracer, tracer et mesurer des angles etc.
La figure 5 a) montre un plateau de tour servant au montage rigide des pices de diffrentes forme.
La figure 5 b) montre un plateau avec la particularit que les pices ronde ou hexagonale sont
centrer assez prcisment. Les 3 mchoires se dplace simultanment au moyen dune et de
pignon.
a) b)
Fig. 5
La figure 6 montres une jauge tlescopique servant prendre des mesures intrieures.
Fig. 6 Jauge tlescopique
Notes : Il faut utiliser un micromtre extrieur pour lire la mesure.
RSUM DE THORIE
ESA130BRT 5
La figure 7 montre diffrents tocs servant entraner la pice, dans un montage entre pointe sur un
tour voir figure 8.
Fig. 7
Fig. 8
La figure 9 montre un mandrin porte-forets.
Fig. 9
Les figures 10 et 11, montre deux types de mandrin servant soit le reprise de pice ou finition de
lusinage des diamtres extrieurs dune pice.
Fig. 10
RSUM DE THORIE
ESA130BRT 6
Fig. 11
La figure 12 montres une gamme doutils de forme, servant usiner des pices.
Fig. 12
N TYPE
1 A fileter
2 A saigner rond
4 A rayon connexe
5 A saigner
N TYPE
3 Pelle
6 A charioter coud droite
7 A alser
La figure 13 montre le centre dune pice avec le comparateur cadran.
Fig. 13
RSUM DE THORIE
ESA130BRT 7
La figure 14 montre une lime tour pour bavurer et la finition.
Fig. 14
La figure 15 montre une broche pour tailler des chemins de cls dans un trou.
Fig. 15
La figure 16 montre une fraise pour tailler une rainure pour les clavettes demi- lune.
Fig. 16
La figure 17 montre un gabarit de filetage servant de guide pour lafftage et lajustement de loutil
filet 60.
Fig. 17
RSUM DE THORIE
ESA130BRT 8
La figure 18 montre un compas hermaphrodite servant au traage de longueur sur le tour ou au
traage de ligne parallles ltabli.
Fig. 18
La figure 19 montre une presse servant monter, dmonter des arbres, roulement etc.
De plus on sen sert pour lopration de brochage dun chemin de cl.
Fig. 19
Sur la figure 20, la fraise en bout sert tailler des rainures de diffrentes sortes.
Notes : Lorsquon veut tailler une rainure de clavette encastr il faut utiliser une fraise deux
lvres.
Fig. 20
RSUM DE THORIE
ESA130BRT 9
La figure 21 montre un adapteur pour fraise en bout.
Fig. 21
La figure 22 montre le centrage laide dune aiguille centrer.
Fig. 22
RSUM DE THORIE
ESA130BRT 10
La figure 23 montre un ensemble de fraises utilis sur la fraiseuse.
Fig. 23
RSUM DE THORIE
ESA130BRT 11
La figure 24 montre un foret queue cylindrique standard.
Une fraise 60 pour encastrer les ttes de vis.
Un foret centrer les pices avant perage ou le tournage entre- jointes.
Fig. 24
La figure 25 montre un micromtre intrieur lecture directe.
Note : Porter une alentour particulire lors de la lecture.
Fig. 25
EXERCICE PRATIQUE
ESA130ATP 6
FICHE DUSINAGE
OP
DEP
DESCRIPTION DES OPERATIONS
DIMENSIONS
OBJECTIFS
1
2
3
4
5
6
7
8
9
10
T
T
T
T
T
T
T
T
T
Surfacer et centrer un bout (4 mors)
Surfacer et centrer lautre bout
Tourner 19 dia x 127 de long (entre pointes)
Tracer la position du moletage
N.B. Noublier pas le matriel en trop pour le centre
12
Moleter 750 dia x 133 de long
Tourner 9 dia x 9 de long
Tourner la conicit (dplacement des pointes)
X = D d x L
L 2
Fileter 10-1,25 NF ( loutil)
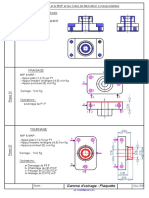
Enlever le centre et limer le rayon 19
N.B. Protger le moletage avec des plaques
daluminium
Briser tous les coins vifs
Nettoyer seulement
273 de long
750 010 dia
12 x 10 x 133 x 6
133 0,380 de lg
9 1,27 dia x 9 0,380
Desaxement x = 7,523
Outil 60
(3 mors) 260 0,380
A
A
A
A
A
A
A
A
OUTILLAGES
Mandrin 3 mors, contre-pointe, pointe-mobile, pointe fixe, outil
moleter, gabarit 60, lime de tour.
INSTRUMENTS DE CONTROLE
Rgle 20 cm, vernier, micromtre 0-25,
gabarit rayon (19), micromtre filet.
EXERCICE PRATIQUE
ESA130BTP 1
OBJECTIF : B DURE : 90 min.
- Objectif poursuivi : Slectionner loutillage et lquipement.
- Description sommaire de lactivit :
Le stagiaire doit : slectionner les outils et les quipements ncessaire lusinage partir dun
plan de pices et dun ensemble.
- Lieu de lactivit : En classe.
- Liste du matriel requis :
- Directives particulires :
EXERCICE PRATIQUE
ESA130BTP 2
OBJECTIF : B DURE : 90 min.
Le stagiaire doit partir du plan des pices, des illustrations doutils et dquipements,
slectionner les outils et quipements ncessaire lusinage des pices.
Rpondre sur cette feuille ou une prpare cette fin.
Opration Outils et quipement ncessaire
EXERCICE PRATIQUE
ESA130BTP 3
Fig. 1
RSUM DE THORIE
ESA1302RT 1
OBJECTIF : N2 DURE : 90 min.
- Objectif poursuivi : Acqurir des habitudes de scurit.
- Description sommaire du contenu :
Ce rsum thorique comprend le port de lquipement de protection individuelle, lutilisation
des quipements de scurit sur les machines, le respect des
normes et des rglements de scurit latelier
- Lieu de lactivit : En classe.
- Directives particulires :
RSUM DE THORIE
ESA1302RT 2
OBJECTIF : N2 DURE : 90 min.
Pour acqurir de bonnes habitudes de scurit, le stagiaire devra veiller pour sa protection et
celle des autres, appliquer les rgles de scurit latelier afin dviter les blessures et de
maintenir le bon fonctionnement des machines.
1. Les quipements de protection individuelle :
Les quipements exigs sont :
Les lunettes, les bottes de scurit, et pour la manutention le casque de scurit et les gants.
Les lunettes :
La construction de la monture doit tre en produit synthtique renforc et muni le protecteur de
chaque cot. Les verres doivent tre construits de faon ne pas clater en cas de projection
dobjets.
Les bottes :
La construction doit tre en cuir avec une semelle rsistant lhuile et lincrustation des copeaux,
de plus le bout doit tre muni dun cap dacier.
Le casque :
La construction doit tre selon les normes et il doit tre remplac priodiquement selon les
recommandations de sant et de scurit au travail.
Les gants :
Les gants sont recommands lors de la manutention.
2. Les quipements de scurit des machines-outils :
Les quipements exigs sont :
- Garde protecteurs doutils ;
- Les rcuprateurs de lubrifiant vitant les accidents occasionnes par :
La protection de copeaux ;
La protection de morceaux doutils casss ;
Le lubrifiant sur le plancher.
RSUM DE THORIE
ESA1302RT 3
3. Les rgles gnrales et spcifiques de scurit latelier :
A) Rgles gnrales :
Propret : Garder propre les machines, loutillage et le plancher.
Ordre : Classer les outils non utiliss dans un espace prvu distance de la machine.
Rangement : Ranger les outils, les quipements aprs leur utilisation.
B) Rgles spcifiques la machine :
Le rglage de la machine : Rgler correctement la vitesse de rotation et davance.
La condition de la machine : Vrifier son tat de fonctionnement, la lubrification, lajustement
des glissires, le bruit anormaux, etc.
Linspection de la machine avant, pendant et aprs lusinage :
Avant : Vrifier la fixation de la pice, loutil, sil y a obstruction dans la trajectoires de
loutils, lafftage de loutils.
Pendant : Vrifier les odeurs et les vibrations anormales, lexcution de la coupe.
Aprs : Nettoyer les outils, la machine et le plancher;
Ranger les outils et les quipements sil y lieu.
EXERCICE PRATIQUE
ESA1302TP 1
OBJECTIF : N 2 DURE : 90 min.
- Objectif poursuivi : Acqurir les habitudes de scurit.
- Description sommaire de lactivit :
Le stagiaire doit : numrer les rgles de scurit gnrales et spcifiques la machine,
lindividu et latelier.
- Lieu de lactivit : En classe.
- Liste du matriel requis :
Catalogue dquipement de scurit;
Manuels de machines-outils;
Catalogue des machines-outils;
Manuels des rglements.
- Directives particulires : Chaque stagiaire doit remet son rapport au formateur en quipe de
deux.
EXERCICE PRATIQUE
ESA1302TP 2
OBJECTIF : N2 DURE : 90 min.
Le stagiaire devra numrer par catgorie :
a) Les quipements de protections individuelles :
b) Les quipements de protections des machines outils :
EXERCICE PRATIQUE
ESA1302TP 3
c) Les prcautions prendre par loprateur avant et pendant lusinage concernant le rglage,
les conditions de la machine et la fixation des pices :
d) Les rgles gnrales latelier :
RSUM DE THORIE
ESA130CRT 1
OBJECTIF : N C DURE : 90 min.
- Objectif poursuivi : Appliquer les rgles de sant et de scurit au travail.
- Description sommaire du contenu :
Ce rsum thorique comprend la procdure de cadenassage et les informations concernant les
rgles de sant et de scurit au travail sur les machines-outils.
- Lieu de lactivit : En classe.
- Directives particulires : le stagiaire devra consulter les rglements de latelier et les consignes
de scurit des machines-outils de latelier.
RSUM DE THORIE
ESA130CRT 2
OBJECTIF : N C DURE : 90 min.
Les rgles de sant et de scurit au travail
Les rgles de sant et scurit au travail se rapportent :
1. la protection individuelle : Chacun doit porter lquipement obligatoire. Sont proscrire les
vtements amples, manches longues et cheveux longs ainsi que les accessoires comme les
bijoux, bagues et cravates.
2. Aux habitudes et la responsabilisation du travailleur latelier :
Il doit :
Respecter lordre, la propret, les rglements;
Se renseigner sur le fonctionnement des outils et des machines;
Se concentrer sur son travail;
viter les jeux.
3. la manipulation des outils dangereux :
tels que :
Outils pointus et tranchants (surtout endommags);
Outils lectriques, vrifier le branchement, la condition de loutil ainsi que lemploi des
gardes protecteurs;
Limes et cls, utiliser le bon manche et choisir la bonne cl;
Meules sur les machines-outils, bien installer, dresser et placer les gardes - protecteurs ainsi
que rgler la vitesse de rotation.
4. la manipulation des pices :
Ca consiste :
Les bavurer;
Utiliser la mthode approprie les bons accessoires et les bons quipements.
5. A lopration des machines-outils :
soit :
Leur fonctionnement;
Le rglage des vitesses;
Le choix des bons outils de coupe;
Lutilisation des gardes-protecteurs.
Consigne : viter de nettoyer ou enlever des copeaux sur une machine-outil en rparation.
6. Aux diffrents produits et accessoires de nettoyage :
Soit :
Lutilisation adquate de lair comprim, des chiffons et des brosses;
Le bon choix du solvant et son mode demploi
RSUM DE THORIE
ESA130CRT 3
Fig. 1
Fig. 2
Fig. 3
Les tapes de la procdure de cadenassage :
Avant de commencer la rparation ou lentretien dune machine il faut :
- Couper le courant en ouvrant le circuit principal dalimentation lectrique de la machine avec la
main gauche;
- Vrifier si le moteur reste larrt en appuyant sur le bouton de dmarrage;
- Remettre le courant aprs la rparation ou lentretien et dmarrer la machine.
N.B : Avant de remettre le courant tous les cadenas doivent tre enlevs.
Consigne : Le contrematre doit garder le double des cls dans une armoire barre afin de palier
aux diffrentes imprvues.
EXERCICE PRATIQUE
ESA130CTP 1
OBJECTIF : N C DURE : 90 min.
- Objectif poursuivi : Appliquer les rgles de sant et de scurit au travail.
- Description sommaire de lactivit :
Le stagiaire doit : appliquer la procdure de cadenassage sur une machine outil; numrer 3 rgles
de scurit on moyenne ou habitudes ou prcautions selon le cas :
a) la protection individuelle;
b) lutilisation des outils;
c) la manipulation des pices;
d) aux machines-outils;
e) aux diffrents produits et accessoires de nettoyage.
- Lieu de lactivit : En atelier , en classe.
- Liste du matriel requis :
pince de cadenassage.
- Directives particulires : Chaque stagiaire applique la procdure de cadenassage et rpond aux
questionnaires.
EXERCICE PRATIQUE
ESA130CTP 2
OBJECTIF : N C DURE : 90 min.
A latelier, sur une machine-outil le stagiaire devra :
1. Appliquer les tapes de la procdure de cadenassage.
2. En classe crire 3 rgles de scurit au moyen au habitude au prcaution selon le cas
sappliquant :
a) A la protection individuelle;
b) La manipulation des outils dangereux;
c) A la manipulation des pices;
d) A la lopration des machines-outils;
e) Aux diffrents produits et accessoires de nettoyage.
numrer 5 rgles de scurit au moyens ou habitudes ou prcautions selon le cas :
a) A la protection individuelle :
b) A la manipulation des outils dangereux :
c) A la manipulation des pices :
d) A lopration des machines-outils :
e) Aux diffrents produits et accessoires de nettoyage :
RSUM DE THORIE
ESA1303RT 1
OBJECTIF : N3 DURE : 90 min.
- Objectif poursuivi : Reconnatre les modes de fixations dune pice sur une machine outil.
- Description sommaire du contenu :
Ce rsum thorique comprend Une brve description de diffrents montages de pices sur des
machines outils.
- Lieu de lactivit :
- Directives particulires :
RSUM DE THORIE
ESA1303RT 2
OBJECTIF : N3 DURE : 90 min.
En annexe diffrents montages sont reprsents; voici une brve description et lidentification de
chacun :
Montage dune pice :
Figure 1 : Verticales et angulaire sur une table de fraiseuse.
RSUM DE THORIE
ESA1303RT 3
Figure 2 : En plateau 4 mors sur le tour.
Figure 3 : En collets ressort sur un tour conventionnel ou de production.
Figure 4 : Complexe comprenant une parallle, un vrin, des blocs gradins et des brides de
serrage.
Figure 5 : Entre - pointes sur un tour.
RSUM DE THORIE
ESA1303RT 4
Figure 6 : Avec querre 90 et serres - joints.
RSUM DE THORIE
ESA1303RT 5
Figure 7 : En plateau 3 mors ou universel ; cest dire que la pice se centre automatiquement en
serrant les mchoires.
Figure 8 : Entre pointe sur un tour en utilisant un mandrin cylindrique.
Figure 9 : En plateau 3 mors et lunette fixe sur un tour.
Figure 10 : Sur un plateau magntique dune rectifieuse plane.
RSUM DE THORIE
ESA1303RT 6
Figure 11 : Sur un plateau magntique de tour ou une rectifieuse cylindrique.
Figure 12 : En tau sur une fraiseuse horizontale.
RSUM DE THORIE
ESA1303RT 7
Figure 13 : De forme irrgulire en utilisant des parallles, des brides de serrage et des blocs
gradins.
Figure 14 : Avec le diviseur et la contre-pointe sur une fraiseuse horizontale.
RSUM DE THORIE
ESA1303RT 8
Figure 15 : Sur un gabarit de perage.
Figure 16 : Sur un plateau plat (pousse toc) de tour.
RSUM DE THORIE
ESA1303RT 9
Figure 17 : Complexe en utilisant un bloc en V, un vrin, des cales et des brides de serrage.
Figure 18 : Cylindrique sur bloc en V en utilisant les blocs gradins et les brides de serrage.
Figure 19 : Complexe en utilisant des parallles, un vrin, des cales en bois dur et les brides
de serrages.
RSUM DE THORIE
ESA1303RT 10
Figure 20 : Complexe sur une querre de montage.
Figure 21 : Sur un tau angulaire.
Figure 22 : Sur un plateau rotatif.
EXERCICE PRATIQUE
ESA1303TP 1
OBJECTIF : N3 DURE : 60 min.
- Objectif poursuivi : Reconnatre les modes de fixation dune pice sur une machine outil.
- Description sommaire de lactivit :
Le stagiaire doit : Identifier des diffrents montages de pices sur les machines outils partir des
illustrations ci-aprs.
- Lieu de lactivit : En classe.
- Liste du matriel requis :
- Directives particulires :
EXERCICE PRATIQUE
ESA1303TP 2
OBJECTIF : N3 DURE : 60 min.
A partir des illustrations des montages ci-aprs, le stagiaire devra identifier les figures suivantes :
Figure 1 : a)
Figure 2 : b)
EXERCICE PRATIQUE
ESA1303TP 3
Figure 3 : c)
Figure 4 : d)
Figure 5 : e)
EXERCICE PRATIQUE
ESA1303TP 4
Figure 6 : f)
Figure 7 : g)
Figure 8 : h)
EXERCICE PRATIQUE
ESA1303TP 5
Figure 9 : i)
Figure 10 : j)
Figure 11 : k)
EXERCICE PRATIQUE
ESA1303TP 6
Figure 12 : l)
RSUM DE THORIE
ESA130DRT 1
OBJECTIF : N D DURE : 90 min.
- Objectif poursuivi : Fixer la pice sur la machine-outil.
- Description sommaire du contenu :
Ce rsum thorique comprend les informations ncessaires au montage dune pice sur le tour
et la fraiseuse.
- Lieu de lactivit : En atelier sur un tour et une fraiseuse.
- Directives particulires :
RSUM DE THORIE
ESA130DRT 2
OBJECTIF : N D DURE : 90 min.
Marche suivre pour monter et centrer une pice dans un plateau 4 mors sur un tour :
Fig. 1
1. En se servant des cercles concentriques sur le devant du plateau, ajuster les deux mchoires
diamtralement opposes 26 mm;
2. Rpter pour les deux autres;
3. Serrer galement les mchoires sur la pice;
4. Centrage phase 1 :
placer la trusquin sur le chariot tranard et approcher la pointe tracer J le plus
prs possible des mchoires et toucher la pice;
5. Faire tourner le plateau la main et noter les endroits ou il y a le point haut et bas;
6. Desserrer la mchoire au point bas et serrer la mchoire oppos en partageant lespace en deux;
7. Rpter les oprations 5-6 pour obtenir un tournage concentrique;
Pointe tracer
PHASE 1 PHASE 2
8. Centrage phase 2 :
placer la pointe tracer lextrmit de la pice et rpter 5;
9. Avec un marteau mou partager le jeu en deux;
10. Rpter phase 1 tape 4-5-6;
11. Rpter phase 2 et ainsi de suite pour obtenir un centrage la prcision requise.
Note : le centrage peu se finaliser au 0,001 mm en utilisant un comparateur cadran la place de la
pointe tracer.
P
L
A
T
E
A
U
PIECE
RSUM DE THORIE
ESA130DRT 3
Marche suivre pour installer une pice dans un tau sur une fraiseuse :
Cest trs important que ltau soit bien appuy sur la table de la fraiseuse et que la mchoire
fixe de ltau soit prcisment parallle au dplacement de la table.
Fig. 2
1. Avant de dposer ltant sur la table, il faut bien nettoyer la semelle de ltau et la table de la
fraiseuse;
2. Fixer ltau sur la table laide des boulons approprie et ouvrir les mchoires de ltau;
3. Installer un comparateur cadran et approcher le palpeur sur une extrmit de la mchoire fixe.
Enfoncer le palpeur pour visualiser une rotation de laiguille du comparateur.
4. Dplacer la table horizontal jusqu lautre extrmit de la mchoire et noter la diffrence de
lecture;
5. Desserrer lgrement les boulons de la section rotative de ltau. Avec un marteaux de plomb
frapper lgrement le talon de ltau pour partager la diffrence de lecture en deux;
6. Recommencer les tapes 4-5 jusqu vous obteniez une diffrence de zro dun bout lautre de
la mchoire fixe;
7. Resserrer solidement les boulons et vrifier la diffrence;
8. Placer la pice sur des parallles entre les mchoires de ltau;
9. Serrer solidement les mchoires. Avec un marteau de plomb frapper lgrement sur la pice.
Vrifier si les parallles sont bien immobiliser par la pice aux deux extrmits.
EXERCICE PRATIQUE
ESA130DTP 1
OBJECTIF : N D DURE : 90 min.
- Objectif poursuivi : Fixer la pice sur la machine-outil.
- Description sommaire de lactivit :
Le stagiaire doit : monter :
1- sur un tour une pice dans le plateau 4 mors;
2- sur une fraiseuse une pice dans ltau;
De plus centrer la pice dans le 4 mors et ajuster la mchoire fixe de ltau.
- Lieu de lactivit : En atelier
- Liste du matriel requis :
Pice dacier cylindrique 25 et 100 mm de longueur;
Pice dacier 50x100x25mm dpaisseur;
Tour, plateau 4 mors, cls;
Fraiseuse, tau universel, boulons de fraiseuse, cls;
Trusquin, rgle, marteau de plomb (mou), cls mollette, comparateur cadran avec un
palpeur tige de course 12mm.
- Directives particulires : Individuellement sur chaque machine.
EXERCICE PRATIQUE
ESA130DTP 2
OBJECTIF : N D DURE : 90 min.
Le stagiaire doit :
1. Monter une pice lacier cylindrique de 25mm de diamtre et de 100 mm de longueur dans un
plateau 4 mors sur un tour et raliser le centrage une prcision 0,5 mm.
2. Monter une pice dacier de 25mm paisseurs, 50mm de largeur et 150 mm de longueur dans un
tau fixer sur une table de la fraiseuse et effectuer le rglage de la mchoire fixe de ltau
parallle au dplacement de la table longitudinale.
RSUM DE THORIE
ESA1304RT 1
OBJECTIF : N4 DURE : 45 min.
- Objectif poursuivi : Reconnatre les matriaux.
- Description sommaire du contenu :
Ce rsum thorique comprend des informations sur les matriaux ferreux sur les matriaux non-
ferreux, ainsi que sur les matriaux non mtalliques. On y traite certaines de leurs caractristiques,
de leur composition, ou de leur dsignation selon le cas.
- Lieu de lactivit : En classe.
- Directives particulires :
RSUM DE THORIE
ESA1304RT 2
OBJECTIF : N4 DURE : 90 min.
Les diffrentes sortes de matriaux dusinage :
Les matriaux dusinage se divisent en 3 grandes catgories :
Les matriaux ferreux :
- les fontes;
- les aciers outils;
- les aciers dusage gnral.
Les matriaux non ferreux :
- laluminium;
- les cuivres;
- le laiton;
- le bronze.
Les matriaux non mtalliques :
- le caoutchouc;
- le Nylon;
- le Tflon;
- le plastique.
Les mtaux ferreux : les fontes
Fig.1 La fonte blanche
Proprits :
- Elle est compose de 3,5 5% de carbone;
- Elle est fragile, cassante et peu usinable;
- Elle est utilise dans les quipement se broyage (billes, blindages, etc.)
RSUM DE THORIE
ESA1304RT 3
Fig. 2 La fonte grise
Proprits :
- Elle est compose de 3 3,7% de carbone;
- Elle est usinable;
- Elle est absorbe les chocs;
- Elle est plus rsistante lusure si elle est allie au nickel;
- Elle est utilise dans les btis, les machines, les presses, les laminoirs, les blocs cylindres et les
pistons de moteur.
Fig. 3 La fonte mallable
Proprits :
- Elle est compose de 2 2,6 % de carbone;
- Elle est plus ductile, tenace et rsistante lusure;
- Elle est utilise en quincaillerie, dans les raccords, les carters, les vannes, les taux, etc.
RSUM DE THORIE
ESA1304RT 4
Les mtaux ferreux : les aciers loutils de coupe
Lacier au carbone :
- Il perd sa trempe 300 C;
- Il est le moins rsistant lusure et la friction;
- Il cote environ 6 DH loutil.
-
Lacier rapide :
- Il perd sa trempe 300C;
- Il est plus ou moins rsistant selon les lettres poinonnes sur chacun des outil. Les lettres HSS
signifie plus rsistant que HS;
- Il cote environ 18 DH.
Le Stellite : acier alli au cobalt, au chrome et au molybdne.
- Il est peu fragile;
- Il cote environ 42 DH.
Le carbure de tungstne :
- Il existe des pastilles de diffrentes formes et de diffrentes compositions;
- Il est peu fragile aux chocs et aux vibrations;
- Il cote environ 150 DH.
La cramique :
- Il existe aussi des pastilles de diffrentes formes;
- Il est fragile aux chocs et aux vibrations;
- Elle cote environ 270 DH.
Le diamant industriel :
- Il existe un trs grand choix de formes de pastilles;
- Il est fragile aux chocs et aux vibrations;
- Il cote environ 500 DH.
-
Remarques : - Plus on avance dans lnumration des diffrents acier outils, plus grande est la
rsistance lusure, la friction et plus grande est la fragilit aux chocs et aux
vibrations. Les cots vont aussi en augmentant.
- Les outils avec des pastilles de carbure, de cramique ou de diamant, ncessitent
des machines-outils trs robustes et trs puissantes afin dviter les trop grandes
vibrations qui pourraient briser loutil.
RSUM DE THORIE
ESA1304RT 5
Les matriaux ferreux : Les aciers dusage gnral :
Lacier non-align (20% de carbone et plus)
Exemple: C 20 donnes de lacier avec 20 % de carbone.
Lacier faible pourcentage de carbone (moins de 0,5 %)
Exemple: 45 C A V 6.06
45 = 45 de carbone
C = chrome
A = Aluminium
V = Vanadium
6.06 = le % dlment dominant, donc 6.06 de chrome
Lacier fin (0.05 et plus de carbone)
Exemple: X C 48
X = acier fin
C = carbone
48 = 48 % de carbone
Lacier alli (carbone, manganse, silicium-chrome)
Exemple: 45 S C 7
45 = 45 % de carbone
S = Silicium
C = chrome
7 = 0.7 % de silicium
Il est souvent utilis pour les ressorts, les barres de tension etc.
Lacier au chrome :
Exemple: 100 C 3
100 = 1 % de carbone
C = chrome
3 = 0.3 % de chrome
Lacier au chrome vanadium
Exemple: 12 C 4
12 = 12% de carbone
C = chrome
RSUM DE THORIE
ESA1304RT 6
H = 0.4 % de chrome
Lacier nickel chrome
EX : 16 N C 6
16= 16% de carbone
N =Nickel
C = chrome
6 = 0.6 % de nickel
Lacier lamin chaud (faible % de carbone, 0.05 % et moins)
- De couleur noire, surface oxyde et rugueuse :
- Il est utilis dans le bton arm et lacier de structure.
Lacier lamin froid (faible % de carbone, 0.1 % 0.6 %)
- De couleur gristre
- Il est utilis dans la fabrication gnrale comme dans des arbres dengrenage etc.
Lacier rectifi (% de carbone lev de 0.6 % 1.5 %)
- Il est de couleur facilement identifiable au fini, clair et brillant et surface lisse.
- Il est utilis pour la fabrication doutils comme des forts, des alsoirs, etc.
Lacier inoxydable (% dominant de chrome et de nickel)
- Il est aussi de couleur facilement identifiable
- Il rsiste la corrosion
- Il est utilis pour les ustensiles, les batteries de cuisine etc.
TABLEAU DES PRINCIPAUX SYMBOLES DES MINERAUX QUI ENTRE DANS LA
COMPOSITION DE LACIER
A = Aluminium Pb = Plomb
C = Chrome S= Silicium
Fe = Fer V= Vanadium
G = Magnsium Z= Zinc
M = Manganse U= Cuivre
N = Nickel E= tain
RSUM DE THORIE
ESA1304RT 7
Les matriaux non ferreux :
LAluminium :
- Il est lger et facile identifier (gris argent et brillant);
- A ltat pur (99, 99.5, 99.9%) il est peu rsistant et peu usinable;
- Alli au magnsium, au silicium et au cuivre, il devient trs rsistant et usinable ainsi que
moins corrosif aux produits chimiques.
Le cuivre :
- Il est de couleur rougetre;
- Il est bon conducteur;
- Il est difficile usiner;
- Il est utilis dans les conduits et le filage lectrique.
Le Laiton :
- Il est de couleur jaune dor ou ros et brillant;
- Il est lourd et surface lisse;
- Il ne rsiste pas la friction;
- Alli au zinc, il soxyde moins rapidement;
- Il est utilis dans la robinetterie, les tubes, les cartouche,etc.
Le Bronze :
- Il est de couleur jaune plus ou moins fonc;
- Il est poreux;
- Ses formes sont souvent moules ou presses;
- Alli au plomb et ltain, il devient plus rsistant la friction;
- Il est utilis dans les lments de machine, de coussinets, dengrenage ;etc.
LES MATERIAUX NON-METALIQUES :
Le caoutchouc, le Nylon, le Tflon, le plastique, etc.
- Ce sont des matriaux fabriqus dans une grande varit de formes et de couleurs;
- Ils sont utiliss dans la fabrication de pices diverses telles que : les jointes dtanchit, les
embrayages, les engrenages, les leviers, les tubes, les canalisations, etc.
TABLEAU DINTERPRETATION DANS LA DESIGNATION
DES SORTES DACIER
C = acier au carbone.
S = indice de puret.
X= indice dun acier fin lorsque plac au dbut dune dsignation.
EXERCICE PRATIQUE
ESA1304TP 1
OBJECTIF : N4 DURE : 60 min.
- Objectif poursuivi : Reconnatre les matriaux.
- Description sommaire de lactivit :
Le stagiaire doit : reconnatre :
1) Les matriaux dusinage courant partir des codes de dsignation;
2) Les matriaux doutils de coupe partir dun chantillonnage doutils de coupe.
- Lieu de lactivit : En classe.
- Liste du matriel requis :
Un chantillonnage de matriaux dusinage ;
Un chantillonnage de matriaux et doutils de coupe.
- Directives particulires :
EXERCICE PRATIQUE
ESA1304TP 2
OBJECTIF : N 4 DURE : 60 min.
Le stagiaire doit identifier :
1. Les matriaux dusinage partir du code didentification.
2. Les matriaux des outils du coup partir dun chantillonnage doutils de coupe.
1- Nom des matriaux - C10 --------------------------------------
2- Nom - 45SC7 -------------------------------------------------------
3- Nom - XC38 --------------------------------------------------------
4- Nom - 45C5 --------------------------------------------------------
5- Nom - 2MC5 --------------------------------------------------------
6-Nom - 14NCD13 ---------------------------------------------------------
RSUM DE THORIE
ESA1305RT 1
OBJECTIF : N5 DURE : 90 min.
- Objectif poursuivi : Calculer les lments dusinage.
- Description sommaire de lactivit :
Le stagiaire doit : calculer partir dun plan de pices :
1) Les vitesses de rotation de la pice en fonction des oprations, des diamtres des pices et des
outils.
2) La vitesse davance sur la fraiseuse.
3) Le rglage davance sur le tour.
- Lieu de lactivit : En classe.
- Liste du matriel requis :
- Directives particulires :
RSUM DE THORIE
ESA1305RT 2
OBJECTIF : N5 DURE : 90 min.
Les vitesses de rotation et davance se dtermine soit laide de formules ou de tableau.
Vitesse de rotation :
Formule agrge :
RPM = 320 x Vc
D
RPM = Rvolution par minute;
Vc = Vitesse de coupe en m/min;
D = Diamtre de loutil ou de la pice en rotation;
320 = Une constante.
Vitesse davance (lente) sur le tour en
mm/tour :
Acier 0.075 0.25
Fonte 0.13 0.30 Aucun calcul
Bronze 0.07 0.25
Aluminium 0.13 0.25
Avance par dent sue la fraiseuse :
Acier 0.13 mm/dent
Fonte 0.18
Bronze 0.20
Aluminium 0.20
Vitesse de coupe en m/min
Acier 30
Fonte 18
Bronze 27
Aluminium 60
VITESSE PERIPHIRIQUE
M/mm 6 9 15 21 24 30
Diamtre
Du foret
mm TR/MN
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
6.0
7.0
8.0
9.0
10.0
11.0
12.0
13.0
14.0
15.0
16.0
17.0
18.0
19.0
20.0
22.0
24.0
26.0
28.0
30.0
35.0
40.0
45.0
50.0
60.0
70.0
80.0
90.0
100.0
3.878
1.939
1.293
971
776
647
554
485
431
388
323
277
243
216
194
176
162
149
139
129
121
114
108
102
97
88
81
75
69
65
55
49
43
39
32
28
24
22
19
5.817
2.908
1.939
1.456
1.165
970
832
728
647
582
485
416
364
323
291
265
243
224
208
194
182
171
162
153
146
132
121
112
104
97
83
73
65
58
49
42
36
32
29
9.695
4.847
3.232
2.427
1.941
1.617
1.386
1.213
1.078
970
809
693
606
539
485
441
404
373
346
323
303
285
269
255
243
221
202
187
173
162
139
121
108
97
81
69
61
54
49
13.573
6.786
4.524
3.397
2.717
2.264
1.940
1.698
1.509
1.359
1.132
970
849
755
679
617
566
522
485
453
424
399
377
357
340
309
283
261
243
226
194
170
151
136
113
97
85
75
68
15.512
7.756
5.171
3.883
3.105
2.587
2.218
1.940
1.724
1.552
1.294
1.109
970
862
776
706
647
597
554
517
485
457
431
409
388
353
323
299
277
259
222
194
172
155
129
111
97
86
78
19.389
9.695
6.463
4.854
3.882
3.234
2.772
2.425
2.156
1.940
1.617
1.386
1.213
1.078
970
882
809
746
693
647
606
571
539
511
485
441
404
373
346
323
277
243
216
194
162
139
121
108
97
RSUM DE THORIE
ESA1305RT 3
Les vitesses de rotation correspondant aux vitesses priphriques non indiqu peuvent tre obtenus
par une simple addition ou soustraction. Par exemple :
45 m/mm 30- 15 1.455 tr/mn (pour 10mm)
18 m/mn 24 6 - 3.878 tr/mn (pour 1.5 mm)
Recommandation gnrale sur les oprations dusinage :
Vitesse de rotation :
Opration : - avec alsoir RPM normal 2
- de moletage RPM 2 Avance 3
- de fraisage RPM 2
- dalsage RPM 2
- de filetage RPM 2
Vitesse davance : peu tre plus ou moins grande dpendant de lopration dusinage de ltat des
outils, de la sorte de matriaux et la rigidit du montage.
Note : Il est souhaitable deffectuer des essaies avec une avance plus lente et augmenter par la suite
celle calcule.
Exemple de calcul de RPM :
1- Calculer le RPM dune pice dacier de 50 mm de diamtre sur le tour :
RPM = 320 x Vc Vc = acier 30m/min
D
320 x 30 = 192 RPM
50
2- Calculer le RPM dune fraise de 60 mm de diamtre pour usiner une pice de fonte :
RPM = 320 x 18 = 96
60
RPM = 96
RSUM DE THORIE
ESA1305RT 4
Vitesse davance sur la fraiseuse :
Formule abrge : RPM x avance par dent x nombre de dents de la fraise
Vitesse avance = RPM x avance/dent x N dents
Exemple :
Calculer lavance pour usiner une pice daluminium 50 mm de diamtre sur une fraiseuse avec une
fraise de 100 mm de diamtre comprenant 30 dents
RPM = 320 x 60 = 380
50
Vitesse davance = RPM x avance/dents x Nombre de dents
380 x 0,20 x 30 = 2280mm/min
ou 2,28 m/min
Avance par dent (fraises en acier rapide)
Fraises
En bout
Fraises
hlicodales
Fraises
rainurer
Fraises
en bout
trou
Fraises
de forme
Fraises
scies
Matire
po mm po mm po mm po mm po mm po mm
Aluminium 022 0.55 018 0.45 013 0.33 011 0.28 007 0.18 005 0.13
Bronze 014 0.35 011 0.28 008 0.20 007 0.18 004 0.10 003 0.08
Fonte 013 0.33 010 0.25 007 0.18 007 0.18 004 0.10 003 0.08
Acier doux 012 0.30 010 0.25 007 0.18 006 0.15 004 0.10 003 0.08
Acier
( outils)
010 0.25 008 0.20 006 0.15 005 0.13 003 0.08 003 0.08
Inoxydables 006 0.15 005 0.13 004 0.10 004 0.08 002 0.05 002 0.02
AVANCE POUR DIVERSES MATIERES
(USINAGE A LOUTIL EN ACIER RAPIDE)
Passe de dgrossissage Passe de finition
Matire Millimtres Millimtres
Acier dusinage 0.25 0.50 0.075 0.25
Acier outils 0.25 0.50 0.075 0.25
Fonte 0.40 0.65 0.13 0.30
Bronze 0.40 0.65 0.075 0.25
Aluminium 0.40 0.75 0.13 0.25
EXERCICE PRATIQUE
ESA1305TP 1
OBJECTIF : N5 DURE : 90 min.
- Objectif poursuivi : Calculer les lments dusinage.
- Description sommaire de lactivit :
Le stagiaire doit : calculer partir dun plan de pices :
1) Les vitesses de rotation de la pice en fonction des oprations, des diamtres des pices et des
outils.
2) La vitesse davance sur la fraiseuse.
3) Le rglage davance sur le tour.
- Lieu de lactivit : En classe.
- Liste du matriel requis :
- Directives particulires :
EXERCICE PRATIQUE
ESA1305TP 2
OBJECTIF : N5 DURE : 90 min.
Le stagiaire doit calculer partir du plan de la pice fig. 1 :
1. La vitesse de rotation de la pice brute A-B.
2. La vitesse de rotation de la pice au diamtre C-D.
3. La vitesse de rotation du perage E.
4. La vitesse de rotation du centrage F.
5. La vitesse de rotation du moletage.
6. La vitesse de rotation du fraisage de la cl demi-lune.
7. La vitesse de rotation pour tailler la rainure 3x 1.5.
8. Rgler lavance au tournage.
9. Rgler lavance sur la fraiseuse si la fraise deux lvres et 6 mm.
EXERCICE PRATIQUE
ESA1305TP 3
Fig. 1
RSUM DE THORIE
ESA130ERT 1
OBJECTIF : N E DURE : 90 min.
- Objectif poursuivi : Rgler la machine outil.
- Description sommaire du contenu :
Ce rsum thorique comprend les informations ncessaires au rglage des machines outils.
- Lieu de lactivit : En atelier et en classe.
Directives particulires :
- En quipe de deux ou trois stagiaires;
- Pendant les activits de manipulations des commandes et des rglages, le moteur des
machines doit tre larrt.
RSUM DE THORIE
ESA130ERT 2
OBJECTIF : N E DURE : 90 min.
Introduction :
Le stagiaire doit avant de rgler les vitesses, reconnatre les vitesses, les parties principales
et se familiarise lopration des machines-outils de latelier
Le stagiaire doit :
1. Identifier les parties des machines-outils;
2. Sinformer sur lopration, la marche suivre pour charger les vitesses et les rgles de scurit
chacune des machines-outils;
3. Appliquer la marche suivre de chacune des machines-outils tel que :
Les perceuses sensitives, colonnes, radiales.
Les fraiseuses horizontales et verticales.
Les rectifieuses planes.
Fig. 1
RSUM DE THORIE
ESA130ERT 3
Fig. 2
Fig. 3
RSUM DE THORIE
ESA130ERT 4
Fig. 4
Fig. 5
RSUM DE THORIE
ESA130ERT 5
Fig. 6
EXERCICE PRATIQUE
ESA130ETP 1
OBJECTIF :N E DURE : 90 min.
- Objectif poursuivi : Rgler la machine outil.
- Description sommaire de lactivit :
Le stagiaire doit rgler les machines-outils (RPM et vitesse davance) partir des rsultats des
calculs de lobjectif N6.
- Lieu de lactivit : En atelier.
- Liste du matriel requis :
- Directives particulires :
EXERCICE PRATIQUE
ESA130ETP 2
OBJECTIF :N E DURE : 90 min.
Rgler les machines-outils (RPM et vitesse davance) partir des rsultats des calculs de
lobjectif N6.
RSUM DE THORIE
ESA1306RT 1
OBJECTIF : N6 DURE : 60 min.
- Objectif poursuivi : Mesurez avec prcisions les dimensions et les qualits gomtriques des
pices. en units du systme international.
- Description sommaire du contenu :
Ce rsum thorique comprend les informations ncessaires sur les instruments de mesure et la
vrification de la concentricit et du paralllisme.
- Lieu de lactivit : En laboratoire.
- Directives particulires :
RSUM DE THORIE
ESA1306RT 2
OBJECTIF : N6 DURE : 60 min.
Informations sur la manipulation et la lecture des instruments de mesure.
Recommandations sur les micromtres et les verniers.
1. Vrifier lajustement avant de commencer mesurer soit en fermant complment ou soit en
utilisant un calibre standard (Ex : 25- 50 mm).
2. Nettoyer la surface mesurer.
3. Sassurer que linstrument de mesure est perpendiculaire la pice.
4. Lajustement sur la pice se fait sans pression. Ds que les butes touchent la pice avec une
lgre pression, on arrte et on lit la mesure.
5. Ne pas fermer compltement un micromtre, 0-25mm.
Graduation dun micromtre
Fig. 1
- Sur la priphrie de la douille il y a 50 graduations de 0,01 mm;
- Sur le manchon :
- En haut de la ligne de rfrence les graduations valent chacune 0,50 mm;
- En bas les graduations valent chacune 1,0 mm.
RSUM DE THORIE
ESA1306RT 3
Remarque :
1. Le manchon (figure2), en plus des graduations 0,50 et 1,0 mm, comporte une chelle vernier o
chaque graduation vaut 0,002 mm.
Fig. 3
2. Chaque tour complet de la douille, la broche du micromtre se dplace de 0,50 mm.
Lecture de la figure 1:
1. Sur la ligne de rfrence du manchon on lit le plus gros chiffre dcouvert. Dans ce cas 10.
2. On regarde nouveau sur la ligne de rfrence combien de graduations sont dgages aprs le
chiffre 10 - a) combien de ligne 0,50 mm;
- b) combien de ligne 1,0 mm.
Dans ce cas il ny a pas de 0,5 et de 1,0 mm de dgage.
3. On regarde sur la douille quel chiffre est vis vis de la ligne de rfrence. Dans en cas on a le
chiffre 15 plus une graduation, donc 16.
4. Maintenant on regarde quelle ligne du manchon est compltement vis vis une graduation de la
douille. Dans ce cas cest le 4 :
1) 10 x 1 = 10,000 mm
2 a) 0 x 0,5 = 0,000 mm
2 b) 0 x 1,0 = 0,000 mm
3) 16 x 0,01 = 0,160 mm
4) 4 x 0,002 = 0,008 mm
10,168 mm
RSUM DE THORIE
ESA1306RT 4
G D
G D
Graduation du pied a coulisse :
- La rgle est gradue tous le mm;
- Les chiffres indiquent les cm;
- Lchelle vernier est gradue en 1/50 mm ou 0,02 mm.
Fig. 3
Lecture du pied a coulisse :
1. Regarder o le zro de lchelle vernier est plac par rapport aux chiffres sur la rgle. Dans ce
cas le zro est pass le 4.
2. Compter le nombre de graduation de la rgle qui sont avant le zro de lchelle vernier. Dans ce
cas 3.
3. Regarder attentivement quel chiffre ou graduation de lchelle vernier et bien vis vis une
graduation de la rgle. Dans ce cas 9.
1) 4 x 10 = 40 mm
2) 3 x 1,0 = 3 mm
3) 9 x 0,02 = 0,18 mm
43,18 mm
Fig. A
Remarque :
Pour sassurer dune bonne lecture ltape 3, on regarde attentivement tous graduations de la rgle
et de lchelle vernier qui son trs proche (fig. A).
On saperoit que la graduation de gauche et de droite sur lchelle vernier sont lintrieur de celle
de gauche et de droite de la rgle. Donc la lecture trs prcise est la graduation du centre sur
lchelle vernier. Dans le cas ltape 3 tait 9.
Note : Les figures 4 et 5 illustre la faon de mesurer avec un pied coulisse un diamtre intrieur et
un diamtre extrieur.
Vernier
Rgle
RSUM DE THORIE
ESA1306RT 5
Fig. 4
Fig. 5
Mesurer prcisment la rgle
La figure 6 montre une faon de mesurer prcisment avec la rgle.
Fig. 6
Pour mesurer prcisment la rgle, lorsquon ne peu pas appuyer le bout sur un paulement :
1. Ajuster une graduation (dans ce cas le 10) gale au bout de la pice et lire la mesure lautre
extrmit.
2. Placer la rgle parallle laxe fig. 6A.
3. On soustrait ensuite le (10) pour obtenir la mesure prcise.
RSUM DE THORIE
ESA1306RT 6
Mesure avec une jauge expansible
Fig. 7
1. Insrer la jauge angulairement dans le trou et bloquer lgrement.
2. Ramener la jauge perpendiculairement laxe de la pice et bloquer plus fortement.
3- Osciller dans le sens (1) pour obtenir le diamtre rel.
4- Osciller dans le sens (2) pour obtenir la plus petite longueur.
Remarque :
1- Gnralement si les tapes 1 et 2 ont t bien excutes la prise de mesure est exacte.
2- Vrifier la mesure avec le micromtre pour obtenir le rsultat (fig.8).
Maintenir fixe
Jauge
1
2
RSUM DE THORIE
ESA1306RT 7
Fig. 8
Mesurer un filet :
Pour mesurer un filet on peut utiliser deux mthodes :
1- Avec un micromtre filet (fig.9).
Fig. 9
2- Avec les trois broches (fig.10).
Fig. 10
- Avec la mthode des trois broches, il faut slectionner le bon numro selon le filet mesurer
dans un tableau.
- Mesurer avec un micromtre rgulier et vrifier la mesure dans le tableau correspondant.
RSUM DE THORIE
ESA1306RT 8
Le contrle du paralllisme et de la concentricit
La vrification se fait avec la pice entre - pointes sur un tour, ou sur une banc dessai ltabli
laide dun comparateur cadran.
Fig. 11
EXERCICE PRATIQUE
ESA1306TP 1
OBJECTIF : N6 DURE : 120 min.
- Objectif poursuivi : Mesurez avec prcision les dimensions et les qualits gomtrique des
pices.
- Description sommaire de lactivit :
Le stagiaire doit : Mesurer au 0,001de mm, les dimensions et contrler la concentricit et le
paralllisme partir dun chantillonnage de pices cylindriques et de pices de
diffrentes formes.
- Lieu de lactivit : En laboratoire ou en classe.
- Liste du matriel requis :
Pices cylindriques comprenant diffrents diamtres intrieurs et extrieurs;
Pices de diffrentes formes et oprations dusinage;
Banc dessai avec deux pointes et supports ajustables;
Outils : - micromtres intrieurs, extrieurs, filets;
- verniers simples, verniers de hauteur;
- querres de prcisions, jauge expansible;
- comparateurs cadran, cales dpaisseurs, rapporteurs dangles.
Accessoires :
querre de montage rectifi, serres - jointes doutilleur, vis blocs avec accessoires de fixation.
- Directives particulires : Individuellement.
EXERCICE PRATIQUE
ESA1306TP 2
OBJECTIF : N6 DURE : 120 min.
A partir de diffrentes pices le stagiaire doit mesurer :
a- Les diamtres intrieurs et extrieurs avec une prcision au 0,001 mm;
b- Les longueurs au 0,5 mm;
c- Les angles au degr;
d- La concentricit au 0,01 mm;
e- Le paralllisme au 0,01 mm;
laide dinstruments de mesure et des accessoires.
RSUM DE THORIE
ESA130FRT 1
OBJECTIF : N F DURE : 90 min.
- Objectif poursuivi : Excuter sur les machines-outils conventionnelles, des oprations dusinage
telles que : trononner, percer, alser, tourner, fraiser et rectifier.
- Description sommaire du contenu :
Ce rsum thorique comprend des informations sur les objectifs poursuivis chacun des pices.
- Lieu de lactivit : En atelier.
- Directives particulires :
RSUM DE THORIE
ESA130FRT 2
OBJECTIF :N F DURE : 90 min.
Objectifs viss chacune des pices :
Pice N01 figure 1:
Tolrance sur les diamtres 0,5 mm;
Tolrance sur les longueurs 0,5 mm;
Fini lisse de loutil.
Fig. 1
- Initier le stagiaire la matrise des oprations dusinage de base telles que : centrer, surfacer,
tourner, baucher et finir.
- Se familiariser avec la machine des oprations telles que :
- Rgler les vitesses de rotation et davance.
- Utiliser correctement les commandes des chariots, de changement de direction etc.
- Pratiquer la prise des mesures exactes avec diffrents outils telles que : compas
hermaphrodite, compas extrieur, rgles, micromtres et verniers.
RSUM DE THORIE
ESA130FRT 3
Pice N02 figure 2:
Tolrances sur tous les diamtres 0,02 mm.
Fig. 2
- Russir usiner la pice aux diamtres et aux tolrances exiges.
Pice N03 figure 3:
Fig. 3
- Respecter les dimensions et les tolrances.
- Appliquer de nouvelles oprations dusinage telles que : trononner, chanfreiner et moleter.
RSUM DE THORIE
ESA130FRT 4
Pice N 04 figure 4:
Fig. 4
- Monter et ajuster correctement ltau de fraiseuse.
- Monter adquatement la pice.
- Raliser diffrentes oprations dusinage sur la fraiseuse telles que : querrer, rainurer,
chanfreiner.
- Slectionner et installer les diffrentes fraises et adaptateurs.
- Unir les contours de la pice sur la rectifieuse de surface en respectant lquerrage.
RSUM DE THORIE
ESA130FRT 5
Pice N05 :
- Appliquer de nouvelles oprations dusinage telles que : tourner conique, tailler des filets,
chambrer, tarauder.
- Usiner diffrents matriaux.
- Finir lustr.
- Raliser un assemblage de pices.
RSUM DE THORIE
ESA130FRT 6
RSUM DE THORIE
ESA130FRT 7
EXERCICE PRATIQUE
ESA130FTP 1
OBJECTIF : N F DURE : 90 min.
- Objectif poursuivi : Excuter sur des machines-outils conventionnelles, des oprations dusinage
telles que : trononner, percer, alser, tourner, fraisier, rectifier.
- Description sommaire de lactivit :
Le stagiaire doit usiner partir de plans, les pices suivantes :
1. Pice tage.
2. Pice tage de prcision.
3. Pice de prcision oprations multiples.
4. Pice de fraisage et de rectifieuse.
5. Pice synthse.
- Lieu de lactivit : En atelier.
- Liste du matriel requis :
Directives particulires :
- chaque stagiaire usine les pices, slectionner ses outils, ses accessoires et les machines.
- la finition des pices 1, 2, 3, 4 aux diamtres et aux tolrances exiges doit tre raliser
uniquement avec outils de coup. Lutilisation de la lime tour et dfendu sauf pour enlever les
bavures.
EXERCICE PRATIQUE
ESA130FTP 2
OBJECTIF :N F DURE : 90 min.
Le doit usiner les diffrentes pices selon les plans sur les machines appropries.
Pice Temps prvu
Pice N 01
6
Pice N 02
4
Pice N 03
12
Pice N 04
10
Pice N 05
35
Tolrance sur les diamtres 0,5 mm
Tolrance sur les longueurs 0,5 mm
Fini lisse de loutil
Fig. 1 Pice n 1
1 = Facer un bout de pice et percer avec la mche centrer.
2 = Tourner la pice, facer jusqu 43/4 (114,5) de long et centrer.
3 = Machiner le diamtre de 1 (25) au centre de la pice.
4 = Machiner le diamtre de (19)de13/4 (44) de long.
5 = Machiner le diamtre de1/2 (12) de (19) de long.
6 = Tourner la pice et rpter les oprations 4 et 5.
Tolrance tous les diamtres 0,02 mm
EXERCICE PRATIQUE
ESA130FTP 3
Fig .2 Pice n 2
1 = Facer un bout de pice et percer avec la mche centrer
2 = Tourner la pice, facer jusqu 43/4 de long et centrer
3 = Machiner le diamtre de 20 au centre de la pice
4 = Machiner le diamtre de 15de44 de long
5 = Machiner le diamtre de 9 de 19 de long
6 = Tourner la pice et rpter les oprations 4 et 5.
Exercice de tournage de prcision
Fig .3 Pice n 3
EXERCICE PRATIQUE
ESA130FTP 4
Fig. 4 Pice n 4
EXERCICE PRATIQUE
ESA130FTP 5
Fig. 5 Pice n 5
EXERCICE PRATIQUE
ESA130FTP 6
Fig. 6 Pice n 5
FICHE DUSINAGE
OP
DEP
DESCRIPTION DES OPERATIONS
DIMENSIONS
OBJECTIFS
1
2
3
4
5
6
7
8
9
T
T
T
T
T
T
T
T
T
Surfacer et centrer un bout (4 mors)
Surfacer et centrer lautre bout -
Tracer la position du moletage
N.B : Noublier pas le matriel en trop pour le centre 14
Moleter 19 dia x 82,5 de long
Tourner 9 dia x 35 de long
Tourner la conicit (dplacement des pointes)
X = D d x L
2 l
Fileter 3/8-24 NF ( loutil)
Enlever le centre et limer le rayon 3/4
N.B : Protger le moletage avec des plaques
daluminium
Briser tous les coins vifs
Nettoyer seulement
278 de long
9 x 9 x 82,5 x 6
35 0,5 de lg
5 0,12 dia x 350,5
Desaxement x = 7,55
Outil 60
(3 mors) 260 0,5
A
A
A
A
A
A
A
A
OUTILLAGES
Mandrin 3 mors, contre-pointe, pointe-mobile, pointe-fixe, outil
moleter, gabarit 60, lime de tour.
INSTRUMENTS DE CONTROLE
Rgle 12 po, vernier, micromtre 0-
1, gabarit rayon (3/4), micromtre
filet.
Aluminium
EXERCICE PRATIQUE
ESA130FTP 7
Fig. 7 Pice n 5
FICHE DUSINAGE
OP
DEP
DESCRIPTION DES OPERATIONS
DIMENSIONS
OBJECTIFS
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
T
T
T
T
T
T
T
T
T
T
T
T
T
T
T
Montrer la pice 37 dia dans (4mors)
Surfacer le bout
Tourner la rainure 2,5 ray. x 5 de large
Centrer et percer 6 x 30 de long
Alser 19/12,02 dia x 9/16 de profond
Monter le bout usine dans le mandrin
Surfacer le bout 54 longs
Tourner la rainure 2.5 ray. x 5 de large
Centrer et percer 3 dia x 30 de long
Alser 19/19.02 dia x 15 de profond
Monter et centrer (indicateur de centre)
Centrer et percer pour tarauder
N.B. : Percer 1.1/4 la pointe du foret
Chambrer 19 dia x 4.5 de profond
Tarauder 10 1.25 NF x 30 de profond
Briser tous les coins vifs
37 hors des mors
Nettoyer seulement
4,5 0,5 x 5 0,5
Foret 6 dia x 30 de
long
19/19.02 x15 0,5
0.02 1.1/2 hors
mandrin
54 0.5 de long
4.5 0.5 x 5 1/64
Foret 3 dia x 30 lg
15 1/64
10-1.25
19 0.5 x 4.5 0.5
Taraud 3/8-24 NF
A
A
A
A
A
A
A
A
A
A
A
A
A
A
A
OUTILLAGES
Jacob, foret centrer No 3 outils de 3/32 ray, mandrin tre, tourne
gauche, huile de coupe, outil chambrer, lime de tour.
INSTRUMENTS DE CONTROLE
Rgle 6 po, vernier, micromtre 0-1,
de profondeur, micromtre
dintrieur
EXERCICE PRATIQUE
ESA130FTP 8
Fig. 8 Pice n 5
FICHE DUSINAGE
OP
DEP
DESCRIPTION DES OPERATIONS
DIMENSIONS
OBJECTIFS
1
2
3
4
5
6
7
8
T
T
T
T
T
T
T
T
Monter la barre de 19 x 50 long
Surfacer le bout
Tourner rayon
Centrer et percer pour tarauder 10-1.25
Tarauder 10-1.25
Trononner pour couper
Surfacer lautre bout
Briser tous les coins vifs
37 hors des mors
Nettoyer
ray. 5/16 x 13 dia
Taraude 10-1.25 NF x 2.5
16.5 de long
16 1/64
A
A
A
A
A
A
A
A
OUTILLAGES
Mandrin 3 mors outil rayon, mandrin Jacob foret centrer,
tourner gauche, outil trononner, huile de coupe, lime de
tour.
INSTRUMENTS DE CONTROLE
Rgle 6 po, vernier, micromtre 0-1,
gabarit rayon .
EXERCICE PRATIQUE
ESA130FTP 9
Fig. 9 Pice n 5
FICHE DUSINAGE
OP
DEP
DESCRIPTION DES OPERATIONS
DIMENSIONS
OBJECTIFS
1
2
3
4
5
6
7
8
9
10
T
T
T
T
T
T
T
T
T
T
Monter la pice 37 dia x 32 log-4 mors
Surfacer le bout
Tourner 19.12 001 dia x de long
Surfacer lautre bout de longueur
Tourner 35 dia extrieur
Limer 88 rayons
Briser tous les coins vifs
(2 pices)
Assembler proprement la tte et les embouts
laide dune presse
N.B. Mettre de la graisse pour faciliter laccs
Percer les deux trous de 1/8 de diamtre
Assembler les deux tiges
19 hors des mors
Nettoyer seulement
19.12 0.02 x 1/64
35 0.5
35 0.5 dia
Foret 3 dia
A
A
A
A
A
A
A
A
A
A
A
A
OUTILLAGES
Mandrin 3 mors, outil manuel, lime de tour, presse,
hydraulique, tau, foret centrer, marteaux, graisse.
INSTRUMENTS DE CONTROLE
Rgle 6 po, vernier, micromtre 0-1,
gabarit rayon.
RSUM DE THORIE
ESA130GRT 1
OBJECTIF : NG DURE : 30 min
- Objectif poursuivi : Entretenir et nettoyer le poste de travail.
- Description sommaire du contenu :
Ce rsum thorique comprend la description des oprations a excuter pour entretenir et
nettoyer le poste de travail.
- Lieu de lactivit : En classe ou en atelier.
- Directives particulires :
RSUM DE THORIE
ESA130GRT 2
OBJECTIF : NG DURE : 30 min
Dans un atelier pour rduire les risques daccidents, diminuer les pertes de temps et rendre les
taches plus faciles et agrables, les stagiaires doivent shabituer travailler dans un atelier bien
propre et bien rang.
Pour cela il doit :
vacuer les rebuts au fur et mesure de chaque intervention.
Librer les passages de tout obstacle la circulation.
Nettoyer les outils aprs leur utilisation. Il faut toujours que la machine sur laquelle on
ralise des oprations dusinage, soit arrte pour la nettoyer, la rgler ou pour mesurer la
pice travaille.
Vrifier et entretenir les quipements et les outils avant leur rangement.
Grouper les outils selon leur catgorie et leur grosseur.
Classer les outils dans des coffrets selon leur usage.
Ranger le matriel toujours au mme endroit afin den faciliter le reprage et simplifier
linventaire (voir figure 1 et 2).
Figure 1
RSUM DE THORIE
ESA130GRT 3
Figure 2
EXERCICE PRATIQUE
ESA130GTP 1
OBJECTIF : G DURE : 30 min
- Objectif poursuivi : Entretenir et nettoyer le poste de travail.
- Description sommaire de lactivit :
Le stagiaire doit tre capable dentretenir et nettoyer le poste de travail aprs chaque opration
raliser dans latelier.
- Lieu de lactivit : Atelier.
- Liste du matriel requis :
- Les outils de travail.
- Des supports pour fixation et classement des outils.
- Directives particulires :
EXERCICE PRATIQUE
ESA130GTP 2
OBJECTIF : G DURE : 30 min
Le TP de cet objectif doit tre fait par le stagiaire aprs chaque intervention qu sein de
latelier.
Le stagiaire doit :
Nettoyer les outils aprs leur usage.
Les grouper suivant leur catgorie et leur grosseur.
Classer les outils selon leur usage dans des coffrets ou sur des supports (Perfo).
Ranger le matriel toujours au mme endroit fin den faciliter le reprage (voir
figure 1 et 2 du RT).
Vous aimerez peut-être aussi
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsD'EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsPas encore d'évaluation
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Les Procedes D Usinage-EleveDocument41 pagesLes Procedes D Usinage-EleveHassene KARMOUSPas encore d'évaluation
- Usinage ConventionnelDocument2 pagesUsinage ConventionnelAyoub El BadriPas encore d'évaluation
- Tournage Facile Avec Shopturn ST - EinDocument112 pagesTournage Facile Avec Shopturn ST - EinaoabyPas encore d'évaluation
- 2cours de Fabrication Usinage Par Enlèvement de CopeauxDocument5 pages2cours de Fabrication Usinage Par Enlèvement de CopeauxEtienne BouronPas encore d'évaluation
- TP de CNCDocument3 pagesTP de CNCYouness El HamriPas encore d'évaluation
- Machine-Outil Commande NumeriqueDocument4 pagesMachine-Outil Commande NumeriqueRayan BenachourPas encore d'évaluation
- Annexe Gamme D'usinageDocument14 pagesAnnexe Gamme D'usinageciber ramziPas encore d'évaluation
- Le TournageDocument11 pagesLe TournageAbdessadek HamdaouiPas encore d'évaluation
- Djemili Lotfi PDFDocument70 pagesDjemili Lotfi PDFfaouzi sellaliPas encore d'évaluation
- Programmation CN ProfDocument14 pagesProgrammation CN ProfZikoPas encore d'évaluation
- Book CNC A 2Document27 pagesBook CNC A 2Boutef El Hachemi100% (1)
- Etape 1: Brut,: S'Initier Au Logiciel FeaturecamDocument3 pagesEtape 1: Brut,: S'Initier Au Logiciel FeaturecamMeryemHmouriPas encore d'évaluation
- Technicien D'usinageDocument2 pagesTechnicien D'usinageHassenKhlifiPas encore d'évaluation
- Mortaisage - Wikipédia PDFDocument11 pagesMortaisage - Wikipédia PDFALUCOSTONEPas encore d'évaluation
- M02 - Réalisation D'opérations de Base en Tournage - FM - MGP PDFDocument81 pagesM02 - Réalisation D'opérations de Base en Tournage - FM - MGP PDFMost ImadPas encore d'évaluation
- Cours de Fabrication Mécanique 2 Emme GMDocument13 pagesCours de Fabrication Mécanique 2 Emme GMJoseph TombePas encore d'évaluation
- Catia v5 Machining Brochure FR PDFDocument8 pagesCatia v5 Machining Brochure FR PDFWalid BenaziPas encore d'évaluation
- TD FaoDocument3 pagesTD FaoAmer ChaffaiPas encore d'évaluation
- Conduite D Une Production de SerieDocument100 pagesConduite D Une Production de SerieZotan ZandryPas encore d'évaluation
- Outils de CoupeDocument11 pagesOutils de CoupegrsePas encore d'évaluation
- Vitesse de Coupe Et de RotationDocument7 pagesVitesse de Coupe Et de RotationkldmntPas encore d'évaluation
- Bureau Des MéthodesDocument24 pagesBureau Des MéthodesCrazy yt100% (2)
- 1165885Document35 pages1165885Hanane TounsiPas encore d'évaluation
- Télécharger Guide Usinage CNC Avec Fusion 360Document28 pagesTélécharger Guide Usinage CNC Avec Fusion 360abdo tmPas encore d'évaluation
- Comment Choisir Une Plaquette de TournageDocument17 pagesComment Choisir Une Plaquette de Tournagefoufa yahiPas encore d'évaluation
- Fascicule TP Usinage 1Document40 pagesFascicule TP Usinage 1BIJOUNA BILELPas encore d'évaluation
- Tournage Fraisage Perçage OkDocument34 pagesTournage Fraisage Perçage OkSanae Lhmiri100% (1)
- Module 31 Projet de synthese-TFM PDFDocument86 pagesModule 31 Projet de synthese-TFM PDFMajda El AouniPas encore d'évaluation
- Partie 1 Lecon TournageDocument10 pagesPartie 1 Lecon TournageACABPas encore d'évaluation
- TournageDocument27 pagesTournageRazan KhPas encore d'évaluation
- Fabrication Assistée Par OrdinateurDocument40 pagesFabrication Assistée Par OrdinateurhelmimannaiPas encore d'évaluation
- La Programmation Des MOCN - Codes ISO PDFDocument8 pagesLa Programmation Des MOCN - Codes ISO PDFCherche Annonce AnnoncePas encore d'évaluation
- PrefdecDocument16 pagesPrefdecParc ElyesPas encore d'évaluation
- Gamme D UsinageDocument5 pagesGamme D UsinageImedooImedPas encore d'évaluation
- Usinage - Phénomène de La Coupe15 PDFDocument49 pagesUsinage - Phénomène de La Coupe15 PDFabdoul aziz zabrePas encore d'évaluation
- Lesson5 CN APT PDFDocument25 pagesLesson5 CN APT PDFStephane Durel MbidaPas encore d'évaluation
- M08 Fabrication de Pièces de Rénovation en Mécanique GénéraleDocument75 pagesM08 Fabrication de Pièces de Rénovation en Mécanique GénéraleMajda El Aouni100% (1)
- Cours 1 Et 2 UsinageDocument91 pagesCours 1 Et 2 UsinageTounsi TwensaPas encore d'évaluation
- Duree Vie Outil EleveDocument4 pagesDuree Vie Outil Elevesaber100% (1)
- Centre Usinage Réglage003Document3 pagesCentre Usinage Réglage003Stephane Durel Mbida100% (2)
- TD N°6 - Fao - L3GM - CF-S3Document4 pagesTD N°6 - Fao - L3GM - CF-S3Belloumi ManelPas encore d'évaluation
- La Coupe Des Metaux - FinalDocument22 pagesLa Coupe Des Metaux - FinalHamza ElallamPas encore d'évaluation
- Centre de Tournage. Et de Fraisage CNC TNX65-42Document16 pagesCentre de Tournage. Et de Fraisage CNC TNX65-42MohamedAyoubPas encore d'évaluation
- Fascicule TP Cao TopsolidDocument25 pagesFascicule TP Cao TopsolidIonel Raveica100% (1)
- 1-Usinage TournageDocument87 pages1-Usinage TournageDavid Ognandoum Itoua DzerePas encore d'évaluation
- Programmation de Commande Numérique - WikipédiaDocument14 pagesProgrammation de Commande Numérique - WikipédianonoPas encore d'évaluation
- Fraisage Et Tournage PDFDocument99 pagesFraisage Et Tournage PDFMohamed SahilPas encore d'évaluation
- Technicien en Fabrication Mecanique (Admissibilite) Zone 3 1290776888073Document23 pagesTechnicien en Fabrication Mecanique (Admissibilite) Zone 3 1290776888073Makrem CherifPas encore d'évaluation
- Tournage Des Pièces MécaniquesDocument11 pagesTournage Des Pièces Mécaniqueskill3rxPas encore d'évaluation
- Fiche Technique Perceuse PDFDocument29 pagesFiche Technique Perceuse PDFpacom zanguéPas encore d'évaluation
- 1-Introduction de La MOCNDocument80 pages1-Introduction de La MOCN04 VIVO offPas encore d'évaluation
- Cours 2 Rédacrion de Gamme D'usinageDocument6 pagesCours 2 Rédacrion de Gamme D'usinageFosseni Diallo100% (1)
- FraisageDocument49 pagesFraisageAhmed GanaPas encore d'évaluation
- Les Méthodes de Fabrication MécaniqueDocument26 pagesLes Méthodes de Fabrication Mécaniquesharer sharerPas encore d'évaluation
- La Cotation de FabricationDocument14 pagesLa Cotation de FabricationINAS ZAALIPas encore d'évaluation
- Chapitre 003 Programmation Des MocnDocument125 pagesChapitre 003 Programmation Des MocnsiniorPas encore d'évaluation
- CFAO A RetenirDocument1 pageCFAO A RetenirAlami El100% (1)
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- 20 - TD TPM TRSDocument5 pages20 - TD TPM TRSMohammed Amine KenedPas encore d'évaluation
- 20 - TPMDocument10 pages20 - TPMMohammed Amine Kened100% (1)
- 20 - TD TPM TRS - CorrigésDocument10 pages20 - TD TPM TRS - CorrigésMohammed Amine Kened100% (1)
- 20 - TPM - Collecteur Trs MisDocument5 pages20 - TPM - Collecteur Trs MisMohammed Amine KenedPas encore d'évaluation
- As I PresentationDocument32 pagesAs I PresentationMohammed Amine KenedPas encore d'évaluation
- Les Types de MarchesDocument15 pagesLes Types de MarchesMohammed Amine KenedPas encore d'évaluation
- Guide Entrainement À Vitesse Variable PDFDocument44 pagesGuide Entrainement À Vitesse Variable PDFMohammed Amine KenedPas encore d'évaluation
- 3 - Retour D'un Produit Au Magasin - 2 - ArticleDocument4 pages3 - Retour D'un Produit Au Magasin - 2 - ArticleMohammed Amine KenedPas encore d'évaluation
- Comptabilité Analytique Exercice Sur Seuil de RentabilitéDocument10 pagesComptabilité Analytique Exercice Sur Seuil de RentabilitéMohammed Amine KenedPas encore d'évaluation
- 1 Arrivée À L'hôtel 7 ProDocument2 pages1 Arrivée À L'hôtel 7 ProMohammed Amine KenedPas encore d'évaluation
- Diagramme de PhaseDocument186 pagesDiagramme de PhaseAissata BaPas encore d'évaluation
- 3 Correction DevoirDocument5 pages3 Correction Devoirhalim otmanePas encore d'évaluation
- Traitements Thermiques Des Aciers: Nom: Classe: TP DateDocument2 pagesTraitements Thermiques Des Aciers: Nom: Classe: TP Dateulrich borel tchinda melongPas encore d'évaluation
- Combustion OKDocument15 pagesCombustion OKkaoutar moulakhnifPas encore d'évaluation
- Cap-Fablab Btc-Exe-Cpe-Det-Tn-ADocument1 pageCap-Fablab Btc-Exe-Cpe-Det-Tn-Asalmane ouled elhoumPas encore d'évaluation
- Laine de MoutonDocument13 pagesLaine de Moutondoria ghennaiPas encore d'évaluation
- Roulements A BillesDocument42 pagesRoulements A BillesToufik BayouPas encore d'évaluation
- Defauts - Multi LGDocument46 pagesDefauts - Multi LGGastov GhassenPas encore d'évaluation
- Chapitre II Les Fours IndustriellesDocument12 pagesChapitre II Les Fours IndustriellesDjamila BenyoucefPas encore d'évaluation
- Quizz Déformations Et ContraintesDocument45 pagesQuizz Déformations Et Contraintesdanemsal50% (2)
- Cours BétonETSDocument34 pagesCours BétonETSBOATENG AUGUSTEPas encore d'évaluation
- Manuel Opérateur B25D-B30D PDFDocument193 pagesManuel Opérateur B25D-B30D PDFSMM ENTREPRISEPas encore d'évaluation
- Injection Siemens Sid 803Document132 pagesInjection Siemens Sid 803Alfajag100% (5)
- Les Revêtements CompletDocument47 pagesLes Revêtements CompletMohamed LachgarPas encore d'évaluation
- DallesDocument4 pagesDallesDudois MargauxPas encore d'évaluation
- ABRAfrance Creusabro 4800 FRDocument3 pagesABRAfrance Creusabro 4800 FRAyman MarkPas encore d'évaluation
- Notice ZibroDocument15 pagesNotice ZibroMichael Ono Dit BiotPas encore d'évaluation
- Système Automatique de Découpage - Perçage: TechnologieDocument6 pagesSystème Automatique de Découpage - Perçage: TechnologieChaabane BOUALIPas encore d'évaluation
- Isolation Peripherique DalleDocument22 pagesIsolation Peripherique Dallejerid100% (1)
- ENIEMDocument3 pagesENIEMmeloukae76Pas encore d'évaluation
- Def Kato 85v4 FRDocument16 pagesDef Kato 85v4 FRYew LimPas encore d'évaluation
- 1.0X1.0 Optimisé NDCDocument5 pages1.0X1.0 Optimisé NDCMélissa RaharijaonaPas encore d'évaluation
- Fiche Siphon GarnirDocument2 pagesFiche Siphon GarniralbertoPas encore d'évaluation
- CéramiquesDocument40 pagesCéramiquesAnouar Bouchaara100% (1)
- Note de Calcul CanDocument12 pagesNote de Calcul CanheheheyPas encore d'évaluation
- Memoire CompletDocument129 pagesMemoire CompletYahia ChPas encore d'évaluation
- 8253 Technique de Realisation de Chassis Mecano Soudes Le Soudage EnspsDocument13 pages8253 Technique de Realisation de Chassis Mecano Soudes Le Soudage EnspsdaemsalPas encore d'évaluation
- 9-Matériaux CompositesDocument16 pages9-Matériaux CompositessoroPas encore d'évaluation
- CAT - BUSCA - 2022-2023 Def BDDocument162 pagesCAT - BUSCA - 2022-2023 Def BDbezzine houdaPas encore d'évaluation
- Résumé-Cours-Guidage en Rotation - Guidage en Translation PDFDocument62 pagesRésumé-Cours-Guidage en Rotation - Guidage en Translation PDFTaoufik Ben Hadid68% (19)