Vous aimerez peut-être aussi
- NM 01.4.097Document16 pagesNM 01.4.097aborazanePas encore d'évaluation
- Technologie de l’acier: Les Grands Articles d'UniversalisD'EverandTechnologie de l’acier: Les Grands Articles d'UniversalisPas encore d'évaluation
- Norme Marocaine NM 01.4.097 ACIERS PDFDocument20 pagesNorme Marocaine NM 01.4.097 ACIERS PDFChafiq Oufrid100% (3)
- NM01 4 097Document20 pagesNM01 4 097Mouad El Moussaoui Ouryaghli100% (2)
- PNM 01 4 096 01102014Document17 pagesPNM 01 4 096 01102014Snoumatrap TpbPas encore d'évaluation
- Norme Marocaine: Produits SidérurgiquesDocument13 pagesNorme Marocaine: Produits SidérurgiquesAziz ait hmidiPas encore d'évaluation
- NM 01.4.095 (Ronds Lisses)Document15 pagesNM 01.4.095 (Ronds Lisses)Amine FerhaniPas encore d'évaluation
- NM10 1 027cc TyauxDocument20 pagesNM10 1 027cc TyauxMohamed SemlaliPas encore d'évaluation
- Barres en Acier Prétraité T4 Spécifications Techniques E01.14.220.NDocument3 pagesBarres en Acier Prétraité T4 Spécifications Techniques E01.14.220.NjlvgscribdPas encore d'évaluation
- Acier Pour Beton Arme Assemblages Mécaniques D'Acier Pour Béton ArméDocument16 pagesAcier Pour Beton Arme Assemblages Mécaniques D'Acier Pour Béton ArméSébastien MiclotPas encore d'évaluation
- ArmatureDocument17 pagesArmatureSamuel1 LwatumbaPas encore d'évaluation
- Informations Techniques Boulonnerie Wurth PDFDocument71 pagesInformations Techniques Boulonnerie Wurth PDFtoto-gmbhPas encore d'évaluation
- Ocab - Carecteristiques ToronsDocument11 pagesOcab - Carecteristiques ToronsNafiou KamelPas encore d'évaluation
- Rue Ravenstein, 4 B 1000 Bruxelles: Aciers Pour Beton Arme FACONNAGE (Dresser, Couper, Plier, Positionner Et Souder)Document17 pagesRue Ravenstein, 4 B 1000 Bruxelles: Aciers Pour Beton Arme FACONNAGE (Dresser, Couper, Plier, Positionner Et Souder)jhdmssPas encore d'évaluation
- PNM 03.4.158 - Version FinaleDocument21 pagesPNM 03.4.158 - Version Finaleabderrahim ouberriPas encore d'évaluation
- Liste Des Produits Controles A Limportation Au MarocDocument9 pagesListe Des Produits Controles A Limportation Au MarocsedadkiPas encore d'évaluation
- Norme: Normalisation Renault Automobiles DMI / Service 65810 Section Normes Et Cahiers Des ChargesDocument27 pagesNorme: Normalisation Renault Automobiles DMI / Service 65810 Section Normes Et Cahiers Des Chargestazi marouane100% (1)
- 1d03fr 022019 PDFDocument4 pages1d03fr 022019 PDFzouozPas encore d'évaluation
- Ec51 70Document20 pagesEc51 70Line Hustling DollarPas encore d'évaluation
- Circulaire 83117Document81 pagesCirculaire 83117meriem sabiriPas encore d'évaluation
- Aciers Pour Beton Arme FACONNAGE (Dresser, Couper, Plier, Positionner Et Souder)Document16 pagesAciers Pour Beton Arme FACONNAGE (Dresser, Couper, Plier, Positionner Et Souder)loggodson57Pas encore d'évaluation
- Memento Techniques de La FixationDocument6 pagesMemento Techniques de La FixationmehdiPas encore d'évaluation
- Catalgueproduits PDFDocument8 pagesCatalgueproduits PDFRifi MohamedPas encore d'évaluation
- BoulonsDocument54 pagesBoulonsAlxander Martinez100% (1)
- Poteaux en Béton Pour Lignes Électriques Aériennes: Specification TechniqueDocument8 pagesPoteaux en Béton Pour Lignes Électriques Aériennes: Specification TechniqueKaoutar El-ghazouiPas encore d'évaluation
- Techno Gene CM PDFDocument93 pagesTechno Gene CM PDFmathx342908100% (1)
- Recommandations Classes Dexecution-Janvier2015v2Document20 pagesRecommandations Classes Dexecution-Janvier2015v2mihaidelianPas encore d'évaluation
- Rue Ravenstein, 4 B 1000 Bruxelles: Aciers de Precontrainte ToronsDocument21 pagesRue Ravenstein, 4 B 1000 Bruxelles: Aciers de Precontrainte Toronssmail fouziPas encore d'évaluation
- Norme 13808Document20 pagesNorme 13808BAMANA IBAYI Félix AmourPas encore d'évaluation
- Norme Française HomologuéeDocument13 pagesNorme Française HomologuéeEwelinaPas encore d'évaluation
- Chapitre 5 Caracteristique Mecanique PDF 4 Ko Fix - Chap Lmod5 PDFDocument72 pagesChapitre 5 Caracteristique Mecanique PDF 4 Ko Fix - Chap Lmod5 PDFBouba BoubaPas encore d'évaluation
- Standard ArmatureDocument37 pagesStandard ArmatureMohamed HmadouchPas encore d'évaluation
- Norme 13808 OkDocument18 pagesNorme 13808 OkBAMANA IBAYI Félix AmourPas encore d'évaluation
- NF 10213-4Document9 pagesNF 10213-4ptonnel100% (1)
- GPS-STG Normes Techniques FRDocument1 pageGPS-STG Normes Techniques FRNoureddine SlimaniPas encore d'évaluation
- Catalogue Normes NM Secteur BTPDocument106 pagesCatalogue Normes NM Secteur BTPamine derdPas encore d'évaluation
- Joint Pont Cipec WPDocument20 pagesJoint Pont Cipec WPfanion47Pas encore d'évaluation
- NM10 1 027cc TyauxDocument28 pagesNM10 1 027cc TyauxKarim AbousselhamPas encore d'évaluation
- ArmaturesDocument12 pagesArmaturesKhaled BoudiaPas encore d'évaluation
- Liste Des Produits Soumis Au Controle - 29 - 01 - 2021Document9 pagesListe Des Produits Soumis Au Controle - 29 - 01 - 2021Yassine DhajiPas encore d'évaluation
- CT T46.36 72Document37 pagesCT T46.36 72oliturPas encore d'évaluation
- CT T46.36 72Document37 pagesCT T46.36 72Aouadi Med AminePas encore d'évaluation
- Norme Européenne: NF EN 288-4/A1Document24 pagesNorme Européenne: NF EN 288-4/A1dominique bourger lembenbe ntedePas encore d'évaluation
- NormesArmatures PpsDocument12 pagesNormesArmatures Ppsj_elmssariPas encore d'évaluation
- Note Technique de Stabilité Escalier Métallique - Av Hoche (09-03-2024)Document7 pagesNote Technique de Stabilité Escalier Métallique - Av Hoche (09-03-2024)raja.khedherPas encore d'évaluation
- NF 10213-1Document24 pagesNF 10213-1ptonnel100% (1)
- Aciers Pour Traitements Thermiques-2 PDFDocument18 pagesAciers Pour Traitements Thermiques-2 PDFKimo HakimPas encore d'évaluation
- Liste Des Produits Soumis Au Contrôle 06-07-2021Document9 pagesListe Des Produits Soumis Au Contrôle 06-07-2021AzizPas encore d'évaluation
- Norme Européenne: NF EN 1090-3Document114 pagesNorme Européenne: NF EN 1090-3Jeremy AmarPas encore d'évaluation
- NF en 10020Document14 pagesNF en 10020HALINPas encore d'évaluation
- CHEC - OM - Application N°4 - Poteau Mixte - VBDocument13 pagesCHEC - OM - Application N°4 - Poteau Mixte - VBMarioPas encore d'évaluation
- Norme ISO 17100 Juillet 2015 Traductions ÉcritesDocument31 pagesNorme ISO 17100 Juillet 2015 Traductions ÉcritesFatima Zahra SalehPas encore d'évaluation
- JT-CoTITA Terrassements-Durable 4 PChardardDocument34 pagesJT-CoTITA Terrassements-Durable 4 PChardardFatima Zahra SalehPas encore d'évaluation
- Ouvrages de Soutènement. Recommandations Pour L'inspection Détaillée, Le Suivi Et Le Diagnostic Des Parois ClouéesDocument69 pagesOuvrages de Soutènement. Recommandations Pour L'inspection Détaillée, Le Suivi Et Le Diagnostic Des Parois ClouéesessmustaphaPas encore d'évaluation
- Sou TenementDocument14 pagesSou TenementSoumaya KaraouiPas encore d'évaluation
- Approche D'interprétation D'essais de Plaque - DallageDocument8 pagesApproche D'interprétation D'essais de Plaque - DallageFatima Zahra SalehPas encore d'évaluation
- Mode Demploi Note de CalculDocument5 pagesMode Demploi Note de CalculFatima Zahra SalehPas encore d'évaluation
- GL Eaux Pluviales Pro Fiche 00 Methode Dimensionnement Ouvrages StockageDocument14 pagesGL Eaux Pluviales Pro Fiche 00 Methode Dimensionnement Ouvrages StockageAnne PiveteauPas encore d'évaluation
- GuideTechnique RecommandationsouvragesinfiltrationDocument62 pagesGuideTechnique RecommandationsouvragesinfiltrationhyichenPas encore d'évaluation
- Mur 73 Ouvrages de SoutenementDocument194 pagesMur 73 Ouvrages de SoutenementRabah Ahmed100% (2)
- PNM 13.1.178Document8 pagesPNM 13.1.178Fatima Zahra SalehPas encore d'évaluation
- NM 13.1.177Document11 pagesNM 13.1.177Fatima Zahra SalehPas encore d'évaluation
- Remblai Ouvrage D'artDocument20 pagesRemblai Ouvrage D'artbm-naceur100% (3)
- P94 110 2 PDFDocument8 pagesP94 110 2 PDFFatima Zahra SalehPas encore d'évaluation
- La Norme NF en - 206-1 (Annulée)Document82 pagesLa Norme NF en - 206-1 (Annulée)Hamza MamiPas encore d'évaluation
- Dtu 2Document20 pagesDtu 2Meryem EssakhiPas encore d'évaluation
- NM 00.08.095Document8 pagesNM 00.08.095Fatima Zahra SalehPas encore d'évaluation
- La Norme Béton NF EN 206/CN - CommentairesDocument24 pagesLa Norme Béton NF EN 206/CN - CommentairesFatima Zahra SalehPas encore d'évaluation
- Dtu 2Document20 pagesDtu 2Meryem EssakhiPas encore d'évaluation
- DT7012 PDFDocument24 pagesDT7012 PDFJean Baptiste PayeurPas encore d'évaluation
- DT3944 - Les Trottoirs Sur Les Ponts Et Aux Abords ImmediatsDocument50 pagesDT3944 - Les Trottoirs Sur Les Ponts Et Aux Abords ImmediatsbriankimbjPas encore d'évaluation
- PNM 10.1.068 - Confection Et Conservation Des Éprouvettes Pour Essais de - 7Document7 pagesPNM 10.1.068 - Confection Et Conservation Des Éprouvettes Pour Essais de - 7Amine Moujane100% (1)
- CPC ÉtanchéitéDocument33 pagesCPC ÉtanchéitéFatima Zahra SalehPas encore d'évaluation
- PNM 13.1.178Document8 pagesPNM 13.1.178Fatima Zahra SalehPas encore d'évaluation
- Devis General DarchitectureDocument218 pagesDevis General DarchitectureAbdessalam Osfori100% (1)
- 03.4.003 en 15322Document37 pages03.4.003 en 15322Fatima Zahra SalehPas encore d'évaluation
- PNM 10.1.068 - Confection Et Conservation Des Éprouvettes Pour Essais de - 7Document7 pagesPNM 10.1.068 - Confection Et Conservation Des Éprouvettes Pour Essais de - 7Amine Moujane100% (1)
- PNM 10 1 009 Ep PDFDocument45 pagesPNM 10 1 009 Ep PDFMohammed BoudchichePas encore d'évaluation
- PNM 13.1.178Document8 pagesPNM 13.1.178Fatima Zahra SalehPas encore d'évaluation
- Etudes, Convenances Et Contrôles Des Bétons.Document33 pagesEtudes, Convenances Et Contrôles Des Bétons.Fatima Zahra Saleh100% (2)
- Cahiers Du CSTB 3316 (2001.02) - Ossature Bois Et Isolation Thermique Des BardagesDocument48 pagesCahiers Du CSTB 3316 (2001.02) - Ossature Bois Et Isolation Thermique Des BardagesMohamed Seghir BenzemranePas encore d'évaluation
- RDM NotationsDocument1 pageRDM Notationsbtp formationPas encore d'évaluation
- Cap Froid Et Climatisation: EP1 Realisation Et TechnologieDocument16 pagesCap Froid Et Climatisation: EP1 Realisation Et TechnologieAhmadou Yerima AbbaPas encore d'évaluation
- 02 13 462 PDFDocument154 pages02 13 462 PDFFekir EL KahinaPas encore d'évaluation
- Rapport de Stage IngénieurDocument98 pagesRapport de Stage Ingénieurmajdi sara100% (1)
- Ep NF en 1992-4 Na 2018-12 PDFDocument12 pagesEp NF en 1992-4 Na 2018-12 PDFAlcino AzevedoPas encore d'évaluation
- Desordres Appareils D Appui Cle2a922eDocument26 pagesDesordres Appareils D Appui Cle2a922eslimPas encore d'évaluation
- Installation de ChantierDocument4 pagesInstallation de ChantierKh MohamedPas encore d'évaluation
- WC Suspendu Eureka Siamp BlancDocument16 pagesWC Suspendu Eureka Siamp BlancManPas encore d'évaluation
- TP-Flexion SimpleDocument7 pagesTP-Flexion Simpleberrahou ayoubPas encore d'évaluation
- Cours 2016 LTARC1260 PDFDocument3 pagesCours 2016 LTARC1260 PDFPM LoPas encore d'évaluation
- These Benoit Revil-BaudardDocument247 pagesThese Benoit Revil-Baudardnesrine10Pas encore d'évaluation
- Vedafrance - Certification CSTB - Cordon Coupe-FeuDocument15 pagesVedafrance - Certification CSTB - Cordon Coupe-Feurmimo1993Pas encore d'évaluation
- Stabilite Des OuvragesDocument82 pagesStabilite Des OuvragesKHALIL MACHKOURPas encore d'évaluation
- Construction Mince - TIPesp-c2517Document1 pageConstruction Mince - TIPesp-c2517Nirina ArimananaPas encore d'évaluation
- Ressource Materiaux CeramiquesDocument2 pagesRessource Materiaux CeramiquesghodbanePas encore d'évaluation
- Exposé Des Chaussées en Béton HydrauliqueDocument27 pagesExposé Des Chaussées en Béton HydrauliqueCastigliano100% (1)
- Les FusiblesDocument5 pagesLes Fusiblespyramiang2keops100% (1)
- These 2 PDFDocument269 pagesThese 2 PDFChaima ChayouPas encore d'évaluation
- Etude Stade À GradinsDocument18 pagesEtude Stade À GradinsYoussef Talbi100% (1)
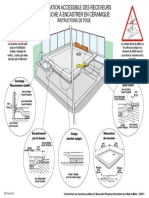
- Instructions de Pose Des Receveurs de Douche Accessibles A Encastrer en CeramiqueDocument1 pageInstructions de Pose Des Receveurs de Douche Accessibles A Encastrer en Ceramiquecloud adsophPas encore d'évaluation
- TP Essai de DuretéDocument13 pagesTP Essai de DuretéRihab HammamiPas encore d'évaluation
- Rdc-Etages/Poteaux Section 20x30 Page 1/1: Pos. Armature Forme Acier NombreDocument1 pageRdc-Etages/Poteaux Section 20x30 Page 1/1: Pos. Armature Forme Acier NombreJean Emmanuel DjomoPas encore d'évaluation
- TP3 Tube de Venturi PDFDocument4 pagesTP3 Tube de Venturi PDFYounes TrkPas encore d'évaluation
- Calcul Des Structures - Cours6Document24 pagesCalcul Des Structures - Cours6Badr ChattahyPas encore d'évaluation
- Stahl ST Hoist Technical Brochure 09687 PDFDocument92 pagesStahl ST Hoist Technical Brochure 09687 PDFHoracio BacasPas encore d'évaluation
- 10 - Tableaux AciersDocument4 pages10 - Tableaux AciersYassine Elm100% (1)
- Calcul Des Structures Metalliques de Longue PortéeDocument204 pagesCalcul Des Structures Metalliques de Longue PortéeGilles NtsanaPas encore d'évaluation
- Initiation TechniqueDocument233 pagesInitiation TechniqueEl Mehdi El Fadli100% (1)
- Fiche Produit Carreau YtongDocument2 pagesFiche Produit Carreau Ytongmircea_sibana158Pas encore d'évaluation