Vous aimerez peut-être aussi
- Traité d'économétrie financière: Modélisation financièreD'EverandTraité d'économétrie financière: Modélisation financièrePas encore d'évaluation
- Norme Marocaine NM 01.4.097 ACIERS PDFDocument20 pagesNorme Marocaine NM 01.4.097 ACIERS PDFChafiq Oufrid100% (3)
- Livret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62D'EverandLivret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62Pas encore d'évaluation
- Na 8634-09Document27 pagesNa 8634-09Nafiou KamelPas encore d'évaluation
- Technologie de l’acier: Les Grands Articles d'UniversalisD'EverandTechnologie de l’acier: Les Grands Articles d'UniversalisPas encore d'évaluation
- NM 01.4.097Document16 pagesNM 01.4.097aborazanePas encore d'évaluation
- Réseaux mobiles et satellitaires: Principes, calculs et simulationsD'EverandRéseaux mobiles et satellitaires: Principes, calculs et simulationsPas encore d'évaluation
- JVD Spheres de Controle (Pinules)Document2 pagesJVD Spheres de Controle (Pinules)sibopomPas encore d'évaluation
- Norme Marocaine: Produits SidérurgiquesDocument13 pagesNorme Marocaine: Produits SidérurgiquesAziz ait hmidiPas encore d'évaluation
- Poinçonnement DallesDocument20 pagesPoinçonnement DallesmeliaindPas encore d'évaluation
- NM01 4 097Document20 pagesNM01 4 097Mouad El Moussaoui Ouryaghli100% (2)
- Chapitre 4 - Assembages Par Éléments FiletésDocument7 pagesChapitre 4 - Assembages Par Éléments Filetésahidouri100% (2)
- Gamme de Produits D2019haubanageDocument16 pagesGamme de Produits D2019haubanageRosemary GuerreroPas encore d'évaluation
- NM 01.4.095 (Ronds Lisses)Document15 pagesNM 01.4.095 (Ronds Lisses)Amine FerhaniPas encore d'évaluation
- 3 PieuxDocument47 pages3 PieuxJoe ValachePas encore d'évaluation
- Fiche Technique de Tubes SoudésDocument6 pagesFiche Technique de Tubes Soudésouattara yaya katia100% (1)
- 02 WGFDocument2 327 pages02 WGFMau ThemoPas encore d'évaluation
- Manchons MBTplakaDocument6 pagesManchons MBTplakabujonstPas encore d'évaluation
- Infos Qualite 3Document4 pagesInfos Qualite 3Patrick BaridonPas encore d'évaluation
- Normes Des Raccords PneumatiquesDocument8 pagesNormes Des Raccords PneumatiquespiiPas encore d'évaluation
- Soudure 9q225+webDocument91 pagesSoudure 9q225+webfranck lhometPas encore d'évaluation
- Verinsiso 053705000 1126 11122008Document60 pagesVerinsiso 053705000 1126 11122008Khalil FrikhaPas encore d'évaluation
- DE10190416 Ind C - Documentation Technique Promatco 500 ACSDocument34 pagesDE10190416 Ind C - Documentation Technique Promatco 500 ACSJerome MAILLARTPas encore d'évaluation
- Poutrelles Universelles Britanniques British Universal Beams Britische UniversalträgerDocument8 pagesPoutrelles Universelles Britanniques British Universal Beams Britische UniversalträgerabhijitkolhePas encore d'évaluation
- Par CloseDocument5 pagesPar Closeahmed aziziPas encore d'évaluation
- Récapitulatif de La Liste Des MatériauxDocument3 pagesRécapitulatif de La Liste Des MatériauxMohamed Amine LemdaniPas encore d'évaluation
- Dimensions PN QN Series 0621 07Document6 pagesDimensions PN QN Series 0621 07DANIEL ORTEGA GOMEZPas encore d'évaluation
- Dimensions PN QN Series 0621 07Document6 pagesDimensions PN QN Series 0621 07DANIEL ORTEGA GOMEZPas encore d'évaluation
- La CeramicDocument2 pagesLa CeramicAicha Ait TiziPas encore d'évaluation
- M12 Buchse-EX 5-Polig-A 8.0000.5116.0000.ex FRDocument1 pageM12 Buchse-EX 5-Polig-A 8.0000.5116.0000.ex FRakramPas encore d'évaluation
- Fabrication Et Pose en Coffrage Des ArmaturesDocument63 pagesFabrication Et Pose en Coffrage Des ArmaturesDu Châu100% (1)
- CNDDocument13 pagesCNDrqhq soroPas encore d'évaluation
- B2 Resistance Boulons OrdinairesDocument2 pagesB2 Resistance Boulons OrdinaireslecaudeydidierPas encore d'évaluation
- Ferraillage BetonDocument125 pagesFerraillage BetonDavid PolyPas encore d'évaluation
- B1 Resistance Au Glissement Boulons HR 2Document2 pagesB1 Resistance Au Glissement Boulons HR 2lecaudeydidierPas encore d'évaluation
- Liametho Toles Pour Le BatimentDocument8 pagesLiametho Toles Pour Le Batimentbakkali_bilalPas encore d'évaluation
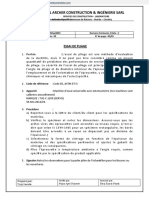
- Global Archer Construction & Ingénierie Sarl: Essai de PliageDocument7 pagesGlobal Archer Construction & Ingénierie Sarl: Essai de PliageVijay JamadarPas encore d'évaluation
- Mini Projet2 Halle CMDocument14 pagesMini Projet2 Halle CMbellahcene djamelPas encore d'évaluation
- KariDocument4 pagesKariLongPas encore d'évaluation
- CODAPDocument19 pagesCODAPOur SalahEddine100% (1)
- Perfiles I Británicos de Alas Paralelas British Universal Beams Profili I Ad Ali ParalleleDocument10 pagesPerfiles I Británicos de Alas Paralelas British Universal Beams Profili I Ad Ali ParalleleRonny De La CruzPas encore d'évaluation
- PV Essai de Traction AcierDocument1 pagePV Essai de Traction AcierAnnette Djonko75% (4)
- Note de Calcul FinaleDocument12 pagesNote de Calcul FinaleKodjo KablePas encore d'évaluation
- Chapitre 5 - Assemblages FiletésDocument28 pagesChapitre 5 - Assemblages Filetésسيف الدين يعقوبيPas encore d'évaluation
- NM 01 .4.097 2000Document14 pagesNM 01 .4.097 2000Fatima Zahra SalehPas encore d'évaluation
- Ferraillage BetonDocument125 pagesFerraillage BetonROUABAHKA100% (6)
- CODAP CorrigeDocument19 pagesCODAP CorrigeouahidiPas encore d'évaluation
- HE PropiedadesDocument4 pagesHE PropiedadesAna ChaconPas encore d'évaluation
- Nu en Almelec PDFDocument1 pageNu en Almelec PDFJean HicuburundiPas encore d'évaluation
- 17tuyaux (Dimensionsetpoids) PDFDocument10 pages17tuyaux (Dimensionsetpoids) PDFWilfrid DutruelPas encore d'évaluation
- Eurarma: CertificatDocument4 pagesEurarma: CertificatSébastien MiclotPas encore d'évaluation
- TechnoI 02 Mise en Forme MateriauxDocument31 pagesTechnoI 02 Mise en Forme MateriauxElie KahambaPas encore d'évaluation
- Tpba 2017Document23 pagesTpba 2017Nourhane RdissiPas encore d'évaluation
- Mdnac - Mur de Cloture Note de Calculs Ok1Document17 pagesMdnac - Mur de Cloture Note de Calculs Ok1Chega KitubanzaPas encore d'évaluation
- AFRY Suisse SA: GlâneDocument3 pagesAFRY Suisse SA: GlâneYani HemmazPas encore d'évaluation
- Etude de La Poutre 36 Viaduc Routier Avec Eff TRDocument54 pagesEtude de La Poutre 36 Viaduc Routier Avec Eff TRsapta polebejaiaPas encore d'évaluation
- Arcelor TubesDocument20 pagesArcelor TubesfredoooxxxPas encore d'évaluation
- Grands ExcesDocument5 pagesGrands ExcesCasey RybackPas encore d'évaluation
- CCDG 2020 PDFDocument356 pagesCCDG 2020 PDFPatrice Audet100% (1)
- 2010 AutomneDocument21 pages2010 AutomneCasey RybackPas encore d'évaluation
- Hom 8010-104 2015Document2 pagesHom 8010-104 2015Casey RybackPas encore d'évaluation
- Portrait Métallurgie QuebecDocument9 pagesPortrait Métallurgie QuebecCasey RybackPas encore d'évaluation
- Travaux Sur Champ de GlaceDocument21 pagesTravaux Sur Champ de GlaceCasey RybackPas encore d'évaluation
- Béton Haute PerformanceDocument11 pagesBéton Haute PerformanceCasey RybackPas encore d'évaluation
- Guide Charpente SDocument15 pagesGuide Charpente Smu7staphahPas encore d'évaluation
- Association Acier-BétonDocument8 pagesAssociation Acier-BétonMihai Ion100% (4)
- MTQ PeintureDocument7 pagesMTQ PeintureCasey RybackPas encore d'évaluation
- MTQ - PeintureDocument3 pagesMTQ - PeintureCasey RybackPas encore d'évaluation
- Norme Armatures PrecontrainteDocument6 pagesNorme Armatures PrecontrainteYassine EssoufiPas encore d'évaluation
- Pompes A Vide A Anneau Liquide Gamme AWDocument8 pagesPompes A Vide A Anneau Liquide Gamme AWKhalfi WaelPas encore d'évaluation
- EGLO Interior Lighting 2015 16Document772 pagesEGLO Interior Lighting 2015 16Enrique IbarraPas encore d'évaluation
- Cours Djema - OK Dif - Equipement Des Units Pétrochimiques0001Document24 pagesCours Djema - OK Dif - Equipement Des Units Pétrochimiques0001saa naaPas encore d'évaluation
- Procédés de fonderie-II-Moule - PermanentDocument47 pagesProcédés de fonderie-II-Moule - PermanentHicham BaghdadiPas encore d'évaluation
- Broyeur de VerreDocument106 pagesBroyeur de VerreMedical Innovation100% (1)
- WPS Spécimen CSC ASME IXDocument5 pagesWPS Spécimen CSC ASME IXMenad SalahPas encore d'évaluation
- F4-IV - Acier (Rivets en Acier)Document14 pagesF4-IV - Acier (Rivets en Acier)reefreefPas encore d'évaluation
- DiagnosticDocument5 pagesDiagnosticboumdinePas encore d'évaluation
- NF EN12944-1 - Anticorrosion Des Structures en Acier Par Systèmes de Peinture - Introduction GénéraleDocument17 pagesNF EN12944-1 - Anticorrosion Des Structures en Acier Par Systèmes de Peinture - Introduction GénéraleAbdallah AZZOUZPas encore d'évaluation
- Les Ossatures en AcierDocument12 pagesLes Ossatures en Acierxsi6660% (1)
- Cours BetonDocument8 pagesCours BetonMērâbtï Râ MzïPas encore d'évaluation
- Mémoire de Fin D'étudesDocument81 pagesMémoire de Fin D'étudeshacene100% (2)
- Les Maisons Acier - LOISONDocument13 pagesLes Maisons Acier - LOISONmetiers-tv100% (1)
- CCTG AEP - Tome 1 - Equipements Version 4 (Octobre 2010)Document94 pagesCCTG AEP - Tome 1 - Equipements Version 4 (Octobre 2010)Hicham AbdelrhafourPas encore d'évaluation
- Forgeage À Froid de L'acier: Gamme de Forgeage Et Pièces ExtrudéesDocument18 pagesForgeage À Froid de L'acier: Gamme de Forgeage Et Pièces ExtrudéesnagaaaamoutouraaaaaaaPas encore d'évaluation
- Defauts Des SouduresDocument11 pagesDefauts Des SouduresSidahmed DahiPas encore d'évaluation
- ENGI Test 1Document3 pagesENGI Test 1anthony duboisPas encore d'évaluation
- Voile D'ombrage Installation GuideDocument4 pagesVoile D'ombrage Installation GuidevoiledombragePas encore d'évaluation
- Les Familles de Materiaux2Document4 pagesLes Familles de Materiaux2Houcine GentilPas encore d'évaluation
- Intro Quantité Acier Poutres - OdtDocument5 pagesIntro Quantité Acier Poutres - OdtRita NourPas encore d'évaluation
- SoudageDocument30 pagesSoudageHedi Bousnina100% (1)
- FT Raccord Inox Embouti ZSM PDFDocument2 pagesFT Raccord Inox Embouti ZSM PDFMessouaf FouadPas encore d'évaluation
- Rcal-Bael P-18-702 1 RCLDocument220 pagesRcal-Bael P-18-702 1 RCLDOPas encore d'évaluation
- Catalogue PERMADocument20 pagesCatalogue PERMAHugues TEMATEPas encore d'évaluation
- Catalogue IndustrieDocument73 pagesCatalogue IndustrieMounir2105Pas encore d'évaluation
- DENIOS Catalogue 2020Document844 pagesDENIOS Catalogue 2020msarouPas encore d'évaluation
- Soudage PlasmaDocument12 pagesSoudage PlasmaMadani MecheriPas encore d'évaluation
- Acier Moulé G50Crmo4 Spécifications Techniques: Eb01.33.211 /A Norme ExécutoireDocument4 pagesAcier Moulé G50Crmo4 Spécifications Techniques: Eb01.33.211 /A Norme ExécutoireIna IoanaPas encore d'évaluation
- Symboles de SoudageDocument9 pagesSymboles de SoudageAbdouchBouaziziPas encore d'évaluation
- Dictionnaire des Idées & Notions en Économie: Les Dictionnaires d'UniversalisD'EverandDictionnaire des Idées & Notions en Économie: Les Dictionnaires d'UniversalisPas encore d'évaluation
- Manuel pour les débutants Fabriquez des savons naturelsD'EverandManuel pour les débutants Fabriquez des savons naturelsÉvaluation : 3 sur 5 étoiles3/5 (2)
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- La Capacité internationale des états: L'exercice du «jus tractatuum»D'EverandLa Capacité internationale des états: L'exercice du «jus tractatuum»Pas encore d'évaluation
- L' Ingénieur et le développement durableD'EverandL' Ingénieur et le développement durableÉvaluation : 2 sur 5 étoiles2/5 (1)
- Encyclopédie de la magie des cristaux, des pierres précieuses et des métauxD'EverandEncyclopédie de la magie des cristaux, des pierres précieuses et des métauxÉvaluation : 4 sur 5 étoiles4/5 (116)
- The Year Ahead 2021: L'innovation au service d'une audace collectiveD'EverandThe Year Ahead 2021: L'innovation au service d'une audace collectivePas encore d'évaluation
- Investir intelligemment: Plus de rendement et moins de risques, c'est possible !D'EverandInvestir intelligemment: Plus de rendement et moins de risques, c'est possible !Pas encore d'évaluation
- Etude Economique Et Developpement De La Region Ne Kongo En RdcD'EverandEtude Economique Et Developpement De La Region Ne Kongo En RdcPas encore d'évaluation
- Chromatographie: Les Grands Articles d'UniversalisD'EverandChromatographie: Les Grands Articles d'UniversalisPas encore d'évaluation
- La théorie des KPI: Mesurer, évaluer et améliorer les performances de l'entreprise grâce à des indicateurs clésD'EverandLa théorie des KPI: Mesurer, évaluer et améliorer les performances de l'entreprise grâce à des indicateurs clésPas encore d'évaluation
- Lanthane et lanthanides: Les Grands Articles d'UniversalisD'EverandLanthane et lanthanides: Les Grands Articles d'UniversalisPas encore d'évaluation
- Macromolécules: Les Grands Articles d'UniversalisD'EverandMacromolécules: Les Grands Articles d'UniversalisPas encore d'évaluation
- Dot Money la monnaie mondiale réserve Questions & réponses (édition française)D'EverandDot Money la monnaie mondiale réserve Questions & réponses (édition française)Pas encore d'évaluation