Vous aimerez peut-être aussi
- Catfr09sf Chp61 Electrode Enrobee24899Document29 pagesCatfr09sf Chp61 Electrode Enrobee24899soufianesaniPas encore d'évaluation
- 8634 Chaine Numerique en Chaudronnerie PDFDocument17 pages8634 Chaine Numerique en Chaudronnerie PDFOmarPas encore d'évaluation
- Programme MIG MAGprogramme MIG-MAG - Docprogramme MIG-MAGDocument4 pagesProgramme MIG MAGprogramme MIG-MAG - Docprogramme MIG-MAGDanem HalasPas encore d'évaluation
- Initiation TechniqueDocument233 pagesInitiation TechniqueEl Mehdi El Fadli100% (1)
- 07 Classe D ExecutionDocument11 pages07 Classe D ExecutionjonrasPas encore d'évaluation
- NF EN 15614-1 Et 9606-1Document13 pagesNF EN 15614-1 Et 9606-1axl smurfPas encore d'évaluation
- M16 - Chap 01 - Representation Orthogonale en Tuyauterie - ProfDocument32 pagesM16 - Chap 01 - Representation Orthogonale en Tuyauterie - Profchaudronnier100% (1)
- Submerger PDFDocument6 pagesSubmerger PDFyoussefPas encore d'évaluation
- Type D'arc Électrique Utilisé en Soudage TIG de L'aluminium Et AlliagesDocument8 pagesType D'arc Électrique Utilisé en Soudage TIG de L'aluminium Et AlliagesH_DEBIANEPas encore d'évaluation
- Technique de Contr Le Visuels PDFDocument13 pagesTechnique de Contr Le Visuels PDFamjed_de_enimPas encore d'évaluation
- 1 - TABLEAU de CHIFFRAGE Offre Tech Com Four Ss Mo PLDocument6 pages1 - TABLEAU de CHIFFRAGE Offre Tech Com Four Ss Mo PLcacaaPas encore d'évaluation
- 2 - Séquence 2 Etude de Prix Niv1 TD3Document7 pages2 - Séquence 2 Etude de Prix Niv1 TD3cacaaPas encore d'évaluation
- Notice de Montage Moteur HH PDFDocument16 pagesNotice de Montage Moteur HH PDFbekraPas encore d'évaluation
- Structures RoutieresDocument4 pagesStructures RoutieresLe Père Béni100% (2)
- Le SoudageDocument7 pagesLe SoudageJàMàl MejorPas encore d'évaluation
- Documentation Tuyauterie Isometrique PDFDocument5 pagesDocumentation Tuyauterie Isometrique PDFImedPas encore d'évaluation
- Metal Lurg I Edu Souda Geet Control EsDocument181 pagesMetal Lurg I Edu Souda Geet Control Eseloge mutebaPas encore d'évaluation
- 4-Symbole Des SoudagesDocument51 pages4-Symbole Des SoudagesDamien MoukanzaPas encore d'évaluation
- Cap Froid Et Climatisation: EP1 Realisation Et TechnologieDocument16 pagesCap Froid Et Climatisation: EP1 Realisation Et TechnologieAhmadou Yerima AbbaPas encore d'évaluation
- Anim Soudage OADocument46 pagesAnim Soudage OARebecca RileyPas encore d'évaluation
- Cours - Ossature Metallique - Procedes Generaux de ConstructionDocument4 pagesCours - Ossature Metallique - Procedes Generaux de ConstructionsaidnowPas encore d'évaluation
- 1-Métallurgie de SoudageDocument215 pages1-Métallurgie de SoudageDamien Moukanza100% (1)
- 3 7 Cours Trigonometrie PDFDocument7 pages3 7 Cours Trigonometrie PDFmatmatijamelPas encore d'évaluation
- Conveyor Chain FRE 0516Document82 pagesConveyor Chain FRE 0516Achraf Moutahar100% (1)
- Fiches Matières RomanaDocument19 pagesFiches Matières RomanaCracanel Mihai-OctavianPas encore d'évaluation
- 0200 Charge D Affaire Tuyauterie Chaudronnerie SoudureDocument7 pages0200 Charge D Affaire Tuyauterie Chaudronnerie SouduredanemsalPas encore d'évaluation
- TROUVAY & CAUVIN (Matériel Divers Pétrole) - Chap09Document8 pagesTROUVAY & CAUVIN (Matériel Divers Pétrole) - Chap09Mars76100% (1)
- 166-F Info Le Rechargement Dur SoudageDocument2 pages166-F Info Le Rechargement Dur SoudageFrancisco PACHONPas encore d'évaluation
- Procédé 114 - INNERSHIELDDocument14 pagesProcédé 114 - INNERSHIELDAbdala Aziz HASSANPas encore d'évaluation
- Usinage Chimique Ultrason ElectroerosionDocument9 pagesUsinage Chimique Ultrason Electroerosionsimplet24Pas encore d'évaluation
- Décodage Des Soudures - Symbole de BaseDocument1 pageDécodage Des Soudures - Symbole de Baseprofmeca13100% (1)
- Diaporama - SAEEDocument25 pagesDiaporama - SAEEcisar0007Pas encore d'évaluation
- La Tuyauterie Part 02Document32 pagesLa Tuyauterie Part 02Wael Badri100% (1)
- Definition Acier DyplexDocument7 pagesDefinition Acier DyplexH_DEBIANEPas encore d'évaluation
- Infos Qualite 3Document4 pagesInfos Qualite 3Patrick BaridonPas encore d'évaluation
- Guide-Preparation-36 CHAUDRONNERIEDocument13 pagesGuide-Preparation-36 CHAUDRONNERIENeo PacifistaPas encore d'évaluation
- Normes en Tuyauterie IndustrielleDocument8 pagesNormes en Tuyauterie IndustrielleION TEIUSANUPas encore d'évaluation
- Les JOINTS de SoudureDocument7 pagesLes JOINTS de SoudureBoumissaPas encore d'évaluation
- Assemblages Par SoudureDocument18 pagesAssemblages Par SoudureMohamed RougabPas encore d'évaluation
- SoudageArcSousAtmospherePROF2 PDFDocument11 pagesSoudageArcSousAtmospherePROF2 PDFLuc Mutombo MukuluPas encore d'évaluation
- Welding Hardox 103 FRDocument20 pagesWelding Hardox 103 FRmattowitchPas encore d'évaluation
- Cours D'analyse 2nd Ch-Ti 2020 ProfDocument21 pagesCours D'analyse 2nd Ch-Ti 2020 Proffokou.simplicegmail.com Fokou SimplicePas encore d'évaluation
- Guide Technique Coprax 2016Document84 pagesGuide Technique Coprax 2016Zakaria ChouliPas encore d'évaluation
- Fiche Aciers de Charpente MétalliqueDocument3 pagesFiche Aciers de Charpente MétalliqueMark budrew100% (1)
- Soudage Par Friction ExplosionDocument7 pagesSoudage Par Friction ExplosionThanos L'IncongruPas encore d'évaluation
- La Fissuration A ChaudDocument6 pagesLa Fissuration A ChaudMak BZPas encore d'évaluation
- Logitrace V14bDocument2 pagesLogitrace V14bBelzébuthAbscissePas encore d'évaluation
- Guide Technique CanexelDocument26 pagesGuide Technique Canexeljmccardoso7217100% (2)
- AQUAP2Document16 pagesAQUAP2Damien BouticourtPas encore d'évaluation
- Ecran Flottant Interne - LARCO PDFDocument1 pageEcran Flottant Interne - LARCO PDFSacre EwaPas encore d'évaluation
- Reponse Sismique Par La Methode Spectrale - Code Aster PDFDocument33 pagesReponse Sismique Par La Methode Spectrale - Code Aster PDFNGUYENPas encore d'évaluation
- Cour 2Document24 pagesCour 2Houssem Eddine HizemPas encore d'évaluation
- UntitledDocument6 pagesUntitledulrich borel tchinda melongPas encore d'évaluation
- Elaboration Des Tubes en Acier ! Caractéristiques Des Tubes ! Assemblage Des Tubes ! - Version Imprimable - Cours Technologie - RocdacierDocument21 pagesElaboration Des Tubes en Acier ! Caractéristiques Des Tubes ! Assemblage Des Tubes ! - Version Imprimable - Cours Technologie - RocdacierMohamadou NdjiddaPas encore d'évaluation
- 3eme Volume Section Boule Sphere Pyramide Cone JeuSetEtMathDocument3 pages3eme Volume Section Boule Sphere Pyramide Cone JeuSetEtMathhoucinePas encore d'évaluation
- Bref PrésentationDocument8 pagesBref PrésentationBeki DabalambiPas encore d'évaluation
- Aquap SNCTDocument22 pagesAquap SNCTRobertBostanPas encore d'évaluation
- Soudage A LarceDocument14 pagesSoudage A Larcekarima touzoutPas encore d'évaluation
- Petrochemistry Bohler FREDocument44 pagesPetrochemistry Bohler FREAhmed MoujanePas encore d'évaluation
- CDET - E - Généralités Codap - V1Document33 pagesCDET - E - Généralités Codap - V1tagolla tvPas encore d'évaluation
- Reussir Une Soudure A L ArcDocument6 pagesReussir Une Soudure A L ArcSamorai KazaPas encore d'évaluation
- ZAO5387Document174 pagesZAO5387daemsalPas encore d'évaluation
- Nouveau Code de Construction Des Appareils À Pression Non Soumis À La FlammeDocument5 pagesNouveau Code de Construction Des Appareils À Pression Non Soumis À La FlammeDavy LeandriPas encore d'évaluation
- Vocabulaire Du Soudage NormalisDocument24 pagesVocabulaire Du Soudage NormalisUlrich AllafiPas encore d'évaluation
- Soudage A SmawDocument38 pagesSoudage A SmawDamien MoukanzaPas encore d'évaluation
- 01 Parametre Operatoire de SoudageDocument3 pages01 Parametre Operatoire de SoudageDamien MoukanzaPas encore d'évaluation
- Recapitulatif Procedes Soudage PDFDocument1 pageRecapitulatif Procedes Soudage PDFghodbanePas encore d'évaluation
- 00 Choix Et Designation Des Metaux Et AlliagesDocument33 pages00 Choix Et Designation Des Metaux Et AlliagesDamien MoukanzaPas encore d'évaluation
- Liste Des Gaz Industriels de Soudage de AIR LIQUIDEDocument5 pagesListe Des Gaz Industriels de Soudage de AIR LIQUIDEDamien MoukanzaPas encore d'évaluation
- Alerte Securité - Epreuve Hydraulique Équipement Non ConformeDocument3 pagesAlerte Securité - Epreuve Hydraulique Équipement Non ConformeDamien MoukanzaPas encore d'évaluation
- Equivalence Consommables DistributeurDocument6 pagesEquivalence Consommables DistributeurDamien MoukanzaPas encore d'évaluation
- These Benoit Revil-BaudardDocument247 pagesThese Benoit Revil-Baudardnesrine10Pas encore d'évaluation
- Vedafrance - Certification CSTB - Cordon Coupe-FeuDocument15 pagesVedafrance - Certification CSTB - Cordon Coupe-Feurmimo1993Pas encore d'évaluation
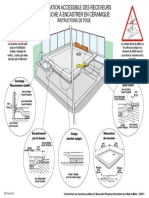
- Instructions de Pose Des Receveurs de Douche Accessibles A Encastrer en CeramiqueDocument1 pageInstructions de Pose Des Receveurs de Douche Accessibles A Encastrer en Ceramiquecloud adsophPas encore d'évaluation
- Stabilite Des OuvragesDocument82 pagesStabilite Des OuvragesKHALIL MACHKOURPas encore d'évaluation
- Cahiers Du CSTB 3316 (2001.02) - Ossature Bois Et Isolation Thermique Des BardagesDocument48 pagesCahiers Du CSTB 3316 (2001.02) - Ossature Bois Et Isolation Thermique Des BardagesMohamed Seghir BenzemranePas encore d'évaluation
- TP Essai de DuretéDocument13 pagesTP Essai de DuretéRihab HammamiPas encore d'évaluation
- Les FusiblesDocument5 pagesLes Fusiblespyramiang2keops100% (1)
- Desordres Appareils D Appui Cle2a922eDocument26 pagesDesordres Appareils D Appui Cle2a922eslimPas encore d'évaluation
- Fiche Produit Carreau YtongDocument2 pagesFiche Produit Carreau Ytongmircea_sibana158Pas encore d'évaluation
- Exposé Des Chaussées en Béton HydrauliqueDocument27 pagesExposé Des Chaussées en Béton HydrauliqueCastigliano100% (1)
- Poutre BADocument7 pagesPoutre BAamalPas encore d'évaluation
- TP-Flexion SimpleDocument7 pagesTP-Flexion Simpleberrahou ayoubPas encore d'évaluation
- 15 106Document1 page15 106AkramKassisPas encore d'évaluation
- WC Suspendu Eureka Siamp BlancDocument16 pagesWC Suspendu Eureka Siamp BlancManPas encore d'évaluation
- Piece 2c - Agdez - PortailDocument80 pagesPiece 2c - Agdez - PortailMohammed DarroussiPas encore d'évaluation
- Fatimazohra - Dakhmouche 1963Document260 pagesFatimazohra - Dakhmouche 1963Houssem SalaanyPas encore d'évaluation
- RDM NotationsDocument1 pageRDM Notationsbtp formationPas encore d'évaluation
- Calcul Des Structures Metalliques de Longue PortéeDocument204 pagesCalcul Des Structures Metalliques de Longue PortéeGilles NtsanaPas encore d'évaluation
- 02 13 462 PDFDocument154 pages02 13 462 PDFFekir EL KahinaPas encore d'évaluation
- Nortec 600D FR 201802 Web PDFDocument3 pagesNortec 600D FR 201802 Web PDFAminePas encore d'évaluation
- Poteau SismiqueDocument12 pagesPoteau SismiqueOlivier Rack RoyalPas encore d'évaluation
- Cours 2016 LTARC1260 PDFDocument3 pagesCours 2016 LTARC1260 PDFPM LoPas encore d'évaluation
- Guide Pratique BRF-FRDocument11 pagesGuide Pratique BRF-FROuassim EssaidiPas encore d'évaluation
- Rdc-Etages/Poteaux Section 20x30 Page 1/1: Pos. Armature Forme Acier NombreDocument1 pageRdc-Etages/Poteaux Section 20x30 Page 1/1: Pos. Armature Forme Acier NombreJean Emmanuel DjomoPas encore d'évaluation
- Calcul Des Structures - Cours6Document24 pagesCalcul Des Structures - Cours6Badr ChattahyPas encore d'évaluation
- Installation de ChantierDocument4 pagesInstallation de ChantierKh MohamedPas encore d'évaluation