Vous aimerez peut-être aussi
- CEWAC QMOS ExplicationDocument2 pagesCEWAC QMOS ExplicationAmi Roslane100% (1)
- Controle Soudage Globale 2016Document129 pagesControle Soudage Globale 2016walid walid100% (1)
- 1 PDFDocument41 pages1 PDFKhalidMoutarajiPas encore d'évaluation
- Diaporama 9606 1 PDFDocument28 pagesDiaporama 9606 1 PDFZouhair BenmabroukPas encore d'évaluation
- 2 - Séquence 2 Etude de Prix Niv1 TD3Document7 pages2 - Séquence 2 Etude de Prix Niv1 TD3cacaaPas encore d'évaluation
- P Et F NembDocument5 pagesP Et F NembH_DEBIANEPas encore d'évaluation
- Aquap SNCTDocument22 pagesAquap SNCTRobertBostanPas encore d'évaluation
- 119f 2019-1 Guide Sur Les Modes Operatoires de SoudageDocument30 pages119f 2019-1 Guide Sur Les Modes Operatoires de Soudagesakina laabidPas encore d'évaluation
- Rédaction Dmos WPS de Soudage Eswl 01 2019Document2 pagesRédaction Dmos WPS de Soudage Eswl 01 2019saxhorn100% (2)
- Cours Calcul en ChaudronnerieDocument50 pagesCours Calcul en Chaudronnerierayen stitiPas encore d'évaluation
- 8634 Chaine Numerique en Chaudronnerie PDFDocument17 pages8634 Chaine Numerique en Chaudronnerie PDFOmarPas encore d'évaluation
- La Fissuration A ChaudDocument6 pagesLa Fissuration A ChaudMak BZPas encore d'évaluation
- Application CodapDocument1 pageApplication CodapChaker AmirPas encore d'évaluation
- Fiche I Serrage Des Boulons Non - Précontraints SBDocument7 pagesFiche I Serrage Des Boulons Non - Précontraints SBOUSSAMA taibiPas encore d'évaluation
- NF en 14276-1+a1Document86 pagesNF en 14276-1+a1Nicolas PELTIER100% (1)
- Guide-Preparation-36 CHAUDRONNERIEDocument13 pagesGuide-Preparation-36 CHAUDRONNERIENeo PacifistaPas encore d'évaluation
- CDET - E - Généralités Codap - V1Document19 pagesCDET - E - Généralités Codap - V1alassanePas encore d'évaluation
- Guide D'utilisation Des Normes NF en 287-1 Et NF en ISO 15614-1Document45 pagesGuide D'utilisation Des Normes NF en 287-1 Et NF en ISO 15614-1asta57100% (1)
- Rediger Et Verifier Un Cahier de SoudageDocument2 pagesRediger Et Verifier Un Cahier de SoudageTeam QuestIn100% (2)
- Technique de Contr Le Visuels PDFDocument13 pagesTechnique de Contr Le Visuels PDFamjed_de_enimPas encore d'évaluation
- Programme MIG MAGprogramme MIG-MAG - Docprogramme MIG-MAGDocument4 pagesProgramme MIG MAGprogramme MIG-MAG - Docprogramme MIG-MAGDanem HalasPas encore d'évaluation
- Assistant de Soudage Et ASMEDocument11 pagesAssistant de Soudage Et ASMEDanem Halas100% (1)
- Submerger PDFDocument6 pagesSubmerger PDFyoussefPas encore d'évaluation
- Dimension NementDocument30 pagesDimension NementAyoub M'hailaPas encore d'évaluation
- SEANCE-45 - Lire Et Interpréter La Norme de Qualification de Soudage ISO 9606-1Document21 pagesSEANCE-45 - Lire Et Interpréter La Norme de Qualification de Soudage ISO 9606-1Julian EmpraPas encore d'évaluation
- Projet de Procédés Et Métallurgie de Soudage DMOSP Yasmine MohamedDocument15 pagesProjet de Procédés Et Métallurgie de Soudage DMOSP Yasmine MohamedYasmine HammamiPas encore d'évaluation
- PQR 06-19 PDFDocument34 pagesPQR 06-19 PDFbouchoucha jebaliPas encore d'évaluation
- Programme MIG-MAGDocument3 pagesProgramme MIG-MAGDanem HalasPas encore d'évaluation
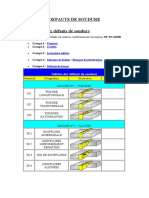
- Defauts de SoudureDocument3 pagesDefauts de SoudureaminePas encore d'évaluation
- Calcul Fond GRC CodapDocument4 pagesCalcul Fond GRC CodapHarambe HarambePas encore d'évaluation
- Nouvelle Norme en 1090-2 Quest-Ce Qui A ChangeDocument4 pagesNouvelle Norme en 1090-2 Quest-Ce Qui A ChangeMenad SalahPas encore d'évaluation
- InterpretationDocument75 pagesInterpretationMohamed Madene100% (2)
- Cours Guide en 15614-1Document33 pagesCours Guide en 15614-1laz_kPas encore d'évaluation
- Support de CoursDocument43 pagesSupport de CoursSalah Jallali0% (1)
- Infos Qualite 3Document4 pagesInfos Qualite 3Patrick BaridonPas encore d'évaluation
- Le Soudage - Le Controle Visuel PDFDocument13 pagesLe Soudage - Le Controle Visuel PDFYas SinePas encore d'évaluation
- Cetim - Fiches Données Pratiques en Soudage.1-122 PDFDocument122 pagesCetim - Fiches Données Pratiques en Soudage.1-122 PDFnooneoveronePas encore d'évaluation
- Iso 13920Document13 pagesIso 13920Мунир левPas encore d'évaluation
- AQUAP2Document16 pagesAQUAP2Damien BouticourtPas encore d'évaluation
- Sujet ChaudronnerieDocument17 pagesSujet Chaudronneriefokou.simplicegmail.com Fokou SimplicePas encore d'évaluation
- Situation Facture n07 22.06.2022Document14 pagesSituation Facture n07 22.06.2022mohaPas encore d'évaluation
- Qualification Des SoudeursDocument28 pagesQualification Des SoudeursDanem HalasPas encore d'évaluation
- Classification Et Montage de La TuyauterieDocument121 pagesClassification Et Montage de La TuyauterieimenePas encore d'évaluation
- Specification Soudage CharpenteDocument9 pagesSpecification Soudage CharpentehamzaPas encore d'évaluation
- Public Review Draft 2404Document87 pagesPublic Review Draft 2404Said100% (1)
- 0301f - Guide Pour La Demande de Qualification Des Inspecteurs en Soudage 2020 PDFDocument20 pages0301f - Guide Pour La Demande de Qualification Des Inspecteurs en Soudage 2020 PDFبريكي عقبةPas encore d'évaluation
- 1 - TABLEAU de CHIFFRAGE Offre Tech Com Four Ss Mo PLDocument6 pages1 - TABLEAU de CHIFFRAGE Offre Tech Com Four Ss Mo PLcacaaPas encore d'évaluation
- Fiche D'instruction VTDocument3 pagesFiche D'instruction VTjohan emilePas encore d'évaluation
- Anim Soudage OADocument46 pagesAnim Soudage OARebecca RileyPas encore d'évaluation
- Documentation Tuyauterie IsometriqueDocument5 pagesDocumentation Tuyauterie Isometriqueamine bouizar100% (1)
- Vademecum Pour Inspecteur - Type de Défauts - CopieDocument86 pagesVademecum Pour Inspecteur - Type de Défauts - CopieIbrahima BIBANG0% (1)
- Y - Taffard - Décembre 2006Document19 pagesY - Taffard - Décembre 2006RobertBostanPas encore d'évaluation
- Black and Gray Minimalist Presentations Work Summary PlanDocument26 pagesBlack and Gray Minimalist Presentations Work Summary PlanSouidiPas encore d'évaluation
- Qualification API 1104Document38 pagesQualification API 1104walid walid100% (1)
- Orientierung en Iso9606 1 - FDocument15 pagesOrientierung en Iso9606 1 - Fsakina laabidPas encore d'évaluation
- CandélabreDocument6 pagesCandélabreyoussefoneaneziPas encore d'évaluation
- 06.principales Collections de Normes EtrangèresDocument25 pages06.principales Collections de Normes Etrangèressamirfun2006Pas encore d'évaluation
- Uebersicht Klauke F Web PDFDocument28 pagesUebersicht Klauke F Web PDFSid Ali RABEHIPas encore d'évaluation
- Comparatif RTDocument3 pagesComparatif RTomarPas encore d'évaluation
- NF en Iso 15614-1 - 2017Document52 pagesNF en Iso 15614-1 - 2017Eric MeyerPas encore d'évaluation
- Hacking - Le Guide Complet Du de - Miles PriceDocument70 pagesHacking - Le Guide Complet Du de - Miles Pricesid ahmedPas encore d'évaluation
- 1.BPMN - Synthese de Travail Sur Le Schema Des Differents Processus MetierDocument7 pages1.BPMN - Synthese de Travail Sur Le Schema Des Differents Processus Metiermichaelle stephenPas encore d'évaluation
- Atelier 1 Unix Benslimane PDFDocument3 pagesAtelier 1 Unix Benslimane PDFM'VOULABOLOPas encore d'évaluation
- Google Traduction - Recherche GoogleDocument1 pageGoogle Traduction - Recherche GoogleAya RachidiPas encore d'évaluation
- Projet Fin D'etudeDocument44 pagesProjet Fin D'etudeSaadi Badis90% (10)
- Interrogation Langage CDocument2 pagesInterrogation Langage CKAMUAKAPas encore d'évaluation
- M3i PDFDocument2 pagesM3i PDFSafouane ElPas encore d'évaluation
- Que Signifie HTMLDocument20 pagesQue Signifie HTMLAbdel GansonrePas encore d'évaluation
- Driss BouamiDocument15 pagesDriss BouamiRoger Garaudy100% (1)
- 1705-La Veille Technologique Et L'intelligence Économique - Rouach Daniel PDFDocument124 pages1705-La Veille Technologique Et L'intelligence Économique - Rouach Daniel PDFKarim Bouchefa50% (2)
- ISO (Récupération Automatique)Document3 pagesISO (Récupération Automatique)SalaheddineHafedPas encore d'évaluation
- 2-Système Automatisé-GrafcetDocument13 pages2-Système Automatisé-GrafcetMohamed SomaiPas encore d'évaluation
- FRCHMTSMDocument311 pagesFRCHMTSMait mimounePas encore d'évaluation
- B2 Userguide PDFDocument7 pagesB2 Userguide PDFflashgratuitPas encore d'évaluation
- Windows 10 - 1Document9 pagesWindows 10 - 1Emmanuel kossi ADELANPas encore d'évaluation
- All Cours Rezo 430 PagesDocument430 pagesAll Cours Rezo 430 Pageskingmo644100% (1)
- Emplois GM2 2020-2021Document5 pagesEmplois GM2 2020-2021Hamza BNPas encore d'évaluation
- Le Circuit D'alimentation en Air - 1664021870300Document13 pagesLe Circuit D'alimentation en Air - 1664021870300Prosper NguessiPas encore d'évaluation
- 2018 12 12 Repertoire Atee Des Logiciels de Gestion EnergetiqueDocument107 pages2018 12 12 Repertoire Atee Des Logiciels de Gestion EnergetiqueSamir NaimiPas encore d'évaluation
- Les 10 Types de Cyberattaques Les Plus CourantsDocument25 pagesLes 10 Types de Cyberattaques Les Plus CourantsiiiPas encore d'évaluation
- ArcGIS Network AnalystDocument4 pagesArcGIS Network Analystass20Pas encore d'évaluation
- Partie Électrique: Bornes Du Arduino UnoDocument18 pagesPartie Électrique: Bornes Du Arduino Unoسلمي سلميPas encore d'évaluation
- Chapitre 2 Example Use CaseDocument11 pagesChapitre 2 Example Use Casehasan bishPas encore d'évaluation
- SAP SD Génération Et Distribution de Dossiers de VenteDocument27 pagesSAP SD Génération Et Distribution de Dossiers de VenteselmorabitiPas encore d'évaluation
- Blockchain ExposeDocument17 pagesBlockchain ExposeDjomo AnnickPas encore d'évaluation
- Bien Ecrire Au Travail Eyrolles PDFDocument218 pagesBien Ecrire Au Travail Eyrolles PDFSamiRachidi Rachidi100% (7)
- TP0412 714 Syst Inject HdiDocument13 pagesTP0412 714 Syst Inject HdiismailPas encore d'évaluation
- Averroès - Plateforme Integrée de Gestion Documentaire Et D'automatisation de ProcessusDocument4 pagesAverroès - Plateforme Integrée de Gestion Documentaire Et D'automatisation de Processusarchiveyourdocs100% (1)
- IIT PrésentationDocument14 pagesIIT PrésentationRidaAbdeLkrimiPas encore d'évaluation
- Szervizintervallumok Tablazat A4 v5Document2 pagesSzervizintervallumok Tablazat A4 v5Janos HallaPas encore d'évaluation