Vous aimerez peut-être aussi
- Les Cycles FixesDocument28 pagesLes Cycles FixesYosr Maiza100% (1)
- Annex Fonctions Preparatoires Code IsoDocument2 pagesAnnex Fonctions Preparatoires Code IsoProf AmaraPas encore d'évaluation
- Fonction MiroirDocument6 pagesFonction MiroirEganfack Tabougue Lyns LeonnelPas encore d'évaluation
- Cycle Poche Et G70-G71Document7 pagesCycle Poche Et G70-G71Ř.1.Ý.ËPas encore d'évaluation
- Fonction Miroir G51.1Document10 pagesFonction Miroir G51.1Lahnine IsmailPas encore d'évaluation
- Annexe Code G - Fonctions ISODocument3 pagesAnnexe Code G - Fonctions ISOSabri Belaidi67% (3)
- Cycle Fanuc FraisageDocument33 pagesCycle Fanuc FraisageBarou Haya SanniPas encore d'évaluation
- TxD2 - FbAaODocument17 pagesTxD2 - FbAaOhamza chaabaniPas encore d'évaluation
- Document PDFDocument51 pagesDocument PDFAyadi HouaidaPas encore d'évaluation
- Correction TD1Document9 pagesCorrection TD1saif SaadiPas encore d'évaluation
- Chapitre 4 Les Cycles Fixes de TournageDocument24 pagesChapitre 4 Les Cycles Fixes de TournageAmeni Khaled100% (3)
- Ravaux Irigés Rogrammation DES Machines À Commande NumériqueDocument22 pagesRavaux Irigés Rogrammation DES Machines À Commande Numériqueya ssminePas encore d'évaluation
- ANNEXE - Fiche Des Codes CNDocument2 pagesANNEXE - Fiche Des Codes CNMOUNIR FRIJAPas encore d'évaluation
- ANNEXE - Fiche Des Codes CNDocument2 pagesANNEXE - Fiche Des Codes CNMOUNIR FRIJAPas encore d'évaluation
- ProgCN 2Document13 pagesProgCN 2Rahmani AbdelazizPas encore d'évaluation
- CN 2Document7 pagesCN 2Wafaa Boufal100% (1)
- 3-Fonctions Preparatoires PDFDocument4 pages3-Fonctions Preparatoires PDFatoha007Pas encore d'évaluation
- Controle 2011Document2 pagesControle 2011Jamal Bahri0% (1)
- Centre de Tournage: Programmation CNCDocument42 pagesCentre de Tournage: Programmation CNCYassine FKPas encore d'évaluation
- O00028Document2 pagesO00028zouaouiPas encore d'évaluation
- Travail Dirigé CNCDocument5 pagesTravail Dirigé CNCKhayri BelhajPas encore d'évaluation
- Corrigé Ex 2 Prog Tournage CodeGDocument3 pagesCorrigé Ex 2 Prog Tournage CodeGHab Benz100% (1)
- Chapitre 2 Les Cycles Fixes de TournageDocument24 pagesChapitre 2 Les Cycles Fixes de Tournagesummaries & Goals ملخصات وأهدافPas encore d'évaluation
- EXAM2016 CNCDocument2 pagesEXAM2016 CNCCharafEddinBounitPas encore d'évaluation
- 11 Langage ISO, ProgrammationDocument15 pages11 Langage ISO, ProgrammationKld MntPas encore d'évaluation
- Codes ISODocument3 pagesCodes ISOChokri AtefPas encore d'évaluation
- Techniques de Mise en Oeuvre Des ProcedesDocument57 pagesTechniques de Mise en Oeuvre Des ProcedesZied AbidiPas encore d'évaluation
- Exercice Corrigé Programmation Tournage CNDocument3 pagesExercice Corrigé Programmation Tournage CNamr79% (14)
- RourDocument7 pagesRourEl Hadj Mor SeckPas encore d'évaluation
- Programmation Theorique PDFDocument12 pagesProgrammation Theorique PDFالمركز الخاص بالتكوين المهنيPas encore d'évaluation
- CNC2016 Chapitre 3 Programmation Des MOCNDocument107 pagesCNC2016 Chapitre 3 Programmation Des MOCNImèn JndoubiPas encore d'évaluation
- Azzeddine Elkachkachi CFAODocument6 pagesAzzeddine Elkachkachi CFAOelkachkachi.azz.fstPas encore d'évaluation
- Cours 3-FAODocument32 pagesCours 3-FAOReda MoukhfiPas encore d'évaluation
- Pages de Cours Usinage CNC 2019Document2 pagesPages de Cours Usinage CNC 2019Parc Elyes100% (1)
- 2882Document2 pages2882Usi redPas encore d'évaluation
- Chapitre 004 - Programmation Des MOCN1Document107 pagesChapitre 004 - Programmation Des MOCN1Salem Al farhani100% (3)
- Porte ClefsDocument83 pagesPorte ClefslabfaoPas encore d'évaluation
- Code GgroupefonctionDocument6 pagesCode GgroupefonctionAbdelkader LoussaiefPas encore d'évaluation
- Exercice CN TOURNAGEDocument5 pagesExercice CN TOURNAGEBouallegue Mounir0% (1)
- TPCN T200Document3 pagesTPCN T200JMPas encore d'évaluation
- Les Cycles Fixes D'usinageDocument9 pagesLes Cycles Fixes D'usinageEganfack Tabougue Lyns LeonnelPas encore d'évaluation
- TD1 Fao + Correction X1Document3 pagesTD1 Fao + Correction X1Roua Khalifa100% (2)
- 4d Roller Gear PDFDocument24 pages4d Roller Gear PDFdunareanu_marian8668Pas encore d'évaluation
- Exemple de Palpage Renishaw Mori-SeikiDocument2 pagesExemple de Palpage Renishaw Mori-SeikiPierre-Émile BoiretPas encore d'évaluation
- Frais AgeDocument4 pagesFrais Ageyassirsalhi0614Pas encore d'évaluation
- Notice Gyroscope Futaba Gy401Document17 pagesNotice Gyroscope Futaba Gy401hal91Pas encore d'évaluation
- MOCNDocument73 pagesMOCNSahil MohamedPas encore d'évaluation
- G Code en FRDocument5 pagesG Code en FRZack MahmoudiPas encore d'évaluation
- Part 2Document3 pagesPart 2DamirPas encore d'évaluation
- 0 7drill (1)Document2 pages0 7drill (1)Gourav PatelPas encore d'évaluation
- Etude de CasDocument10 pagesEtude de CasIheb MzehPas encore d'évaluation
- Gcode Linuxcnc PDFDocument43 pagesGcode Linuxcnc PDFChristopher BenjaminPas encore d'évaluation
- Naouaoui Roudab TPMOCNDocument17 pagesNaouaoui Roudab TPMOCNAHMED BENHAMDIAPas encore d'évaluation
- Exercice Gravage Et Contournage FAKER El MouatezDocument5 pagesExercice Gravage Et Contournage FAKER El MouatezEl Mouatez FakerPas encore d'évaluation
- Cours CNCDocument59 pagesCours CNCAyman Mark100% (1)
- Cours de Programmation ISODocument8 pagesCours de Programmation ISOJorge Amaral100% (2)
- Le syndrome périodique associé à la cryopyrine (CAPS)D'EverandLe syndrome périodique associé à la cryopyrine (CAPS)Pas encore d'évaluation
- Les Mors Doux: DATE: 07/03/2022Document8 pagesLes Mors Doux: DATE: 07/03/2022Lahnine IsmailPas encore d'évaluation
- Rapprt Les Mors DouxDocument16 pagesRapprt Les Mors DouxLahnine IsmailPas encore d'évaluation
- Rapprt Les Mors DouxDocument16 pagesRapprt Les Mors DouxLahnine IsmailPas encore d'évaluation
- Vue Densemble de Produit Pour PC Industriels Moniteurs Et Thin ClientsDocument15 pagesVue Densemble de Produit Pour PC Industriels Moniteurs Et Thin ClientsLahnine IsmailPas encore d'évaluation
- Tournage Sur Machines Conventionnelles-1647542102Document2 pagesTournage Sur Machines Conventionnelles-1647542102Lahnine IsmailPas encore d'évaluation
- Rapprt Les Mors DouxDocument16 pagesRapprt Les Mors DouxLahnine IsmailPas encore d'évaluation
- Fonction G52 Présentation AaaDocument25 pagesFonction G52 Présentation AaaLahnine IsmailPas encore d'évaluation
- Limites Et Continuite Exercices Non Corriges 10 4Document1 pageLimites Et Continuite Exercices Non Corriges 10 4Lahnine IsmailPas encore d'évaluation
- Fraisage Facile Avec ShopMill SINUMERIKDocument214 pagesFraisage Facile Avec ShopMill SINUMERIKLahnine IsmailPas encore d'évaluation
- Limites Et Continuite Serie D Exercices 1 4Document3 pagesLimites Et Continuite Serie D Exercices 1 4Lahnine IsmailPas encore d'évaluation
- AyaaaaDocument2 pagesAyaaaaLahnine IsmailPas encore d'évaluation
- Limites Et Continuite Serie D Exercices 1 5Document8 pagesLimites Et Continuite Serie D Exercices 1 5Lahnine IsmailPas encore d'évaluation
- Enoncé FF - V1 2020Document13 pagesEnoncé FF - V1 2020Lahnine IsmailPas encore d'évaluation
- Walid PDFDocument1 pageWalid PDFLahnine IsmailPas encore d'évaluation
- Les Polynomes Exercices Non Corriges 1Document2 pagesLes Polynomes Exercices Non Corriges 1Lahnine IsmailPas encore d'évaluation
- Examen de Fin de Formation 2016 V1 TSMFM Mouahbi AyoubDocument14 pagesExamen de Fin de Formation 2016 V1 TSMFM Mouahbi AyoubLahnine IsmailPas encore d'évaluation
- Profil RegDocument106 pagesProfil RegBENABBI OussamaPas encore d'évaluation
- MeiiDocument15 pagesMeiiLahnine IsmailPas encore d'évaluation
- Projections de Population 2014-2030. Région Souss MassaDocument78 pagesProjections de Population 2014-2030. Région Souss MassaLahnine IsmailPas encore d'évaluation
- TiznitDocument31 pagesTiznitLahnine IsmailPas encore d'évaluation
- Lexique Mecanique Anglais FrancaisDocument227 pagesLexique Mecanique Anglais FrancaisAymen HileliPas encore d'évaluation
- EFF 2018 V2 PrincipaleDocument15 pagesEFF 2018 V2 PrincipaleLahnine IsmailPas encore d'évaluation
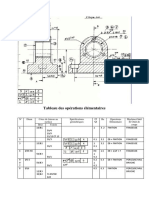
- Tableau Des Opérations Élémentaires Exemple 3Document4 pagesTableau Des Opérations Élémentaires Exemple 3Lahnine IsmailPas encore d'évaluation
- TSMFM - M05-TD 1Document5 pagesTSMFM - M05-TD 1Lahnine IsmailPas encore d'évaluation
- B-M ChambreDocument1 pageB-M ChambreLahnine IsmailPas encore d'évaluation
- 538 CBFB 851 F 1 DDocument39 pages538 CBFB 851 F 1 DSoukaina MoumenPas encore d'évaluation
- TSMFM - M05-TD 1Document5 pagesTSMFM - M05-TD 1Lahnine IsmailPas encore d'évaluation
- Eliraoui KarimDocument33 pagesEliraoui KarimLahnine Ismail100% (1)
- Moment D'Une Force: M M M MDocument2 pagesMoment D'Une Force: M M M MMoustapha100% (1)
- CrNNum1 MVT de Rotaion Autour Axe FixeDocument6 pagesCrNNum1 MVT de Rotaion Autour Axe Fixemed ledafPas encore d'évaluation
- Feuille Exercice S 1Document5 pagesFeuille Exercice S 1Klvk DPas encore d'évaluation
- Math 6èmeDocument7 pagesMath 6èmeAhmadou Gueye SallPas encore d'évaluation
- 111 1 9 Cinematique GraphiqueDocument10 pages111 1 9 Cinematique GraphiqueCherki ONkPas encore d'évaluation
- TDDocument6 pagesTDYassir Ez-znafryPas encore d'évaluation
- Série 4 - Mouvement de Rotation D'un Corps Solide Autour D'un Axe FixeDocument1 pageSérie 4 - Mouvement de Rotation D'un Corps Solide Autour D'un Axe FixeMajed GharibPas encore d'évaluation
- DS7-2bis MECANIQUE CCP MP 2003 Effet de Maree CorrigeDocument7 pagesDS7-2bis MECANIQUE CCP MP 2003 Effet de Maree CorrigemouloudPas encore d'évaluation
- Cours RotationDocument2 pagesCours RotationbidaouimounirPas encore d'évaluation
- TD CinematiqueDocument5 pagesTD Cinematiquebenchara100% (1)
- Caractéristiques D'une Géométriques Des Surfaces PlanesDocument18 pagesCaractéristiques D'une Géométriques Des Surfaces Planesyolande patricia bekada massiaPas encore d'évaluation
- Notes de Cours 285 Chap 4 3Document5 pagesNotes de Cours 285 Chap 4 3Junior GaspardPas encore d'évaluation
- DYN Cours - Dynamique Et Énergétique Des Systèmes de Solides Indéformables - CorrigéDocument22 pagesDYN Cours - Dynamique Et Énergétique Des Systèmes de Solides Indéformables - CorrigéCandy Soundouss100% (1)
- Serie1 MADocument3 pagesSerie1 MAHocine HohoPas encore d'évaluation
- 07 Mecanisme HireDocument1 page07 Mecanisme HirePoiloiPas encore d'évaluation
- Addition de Moments CinétiquesDocument12 pagesAddition de Moments CinétiquesatmanPas encore d'évaluation
- 222 Dyn TD Calcul de Matrices D InertieDocument8 pages222 Dyn TD Calcul de Matrices D Inertiejhpjx5d9ycPas encore d'évaluation
- Rotation D Un Solide Indeformable Autour D Un Axe Fixe Exercices CorrigesDocument7 pagesRotation D Un Solide Indeformable Autour D Un Axe Fixe Exercices CorrigesEphrak CinéPas encore d'évaluation
- TD N 3 CinematiqueDocument3 pagesTD N 3 Cinematiques.msofianePas encore d'évaluation
- Tmvibration TP #É Torsion: Université Aazzzzzzz TCFD: TC S.E.T.IDocument7 pagesTmvibration TP #É Torsion: Université Aazzzzzzz TCFD: TC S.E.T.IBelkacem MohammedPas encore d'évaluation
- Sã©rie 1 - MVT de RotationDocument2 pagesSã©rie 1 - MVT de RotationYASSINE VRGSPas encore d'évaluation
- MidoxDocument6 pagesMidoxChaimaa ChahidPas encore d'évaluation
- Mecanique Appliquée 2 - 2018-2019Document43 pagesMecanique Appliquée 2 - 2018-2019Christian YepjoPas encore d'évaluation
- RunDocument168 pagesRunChloe ChooPas encore d'évaluation
- 1 - Mouvement de Rotation D'un Corps Solide FRDocument16 pages1 - Mouvement de Rotation D'un Corps Solide FRmomo ridjPas encore d'évaluation
- Biof Exercices de Rotation 11-04-2020Document6 pagesBiof Exercices de Rotation 11-04-2020opoyui097Pas encore d'évaluation
- Torseur Cinematique CorrigeDocument2 pagesTorseur Cinematique CorrigeAmal Fatouh100% (1)
- Série 4 - Mouvement de Rotation D'un Corps Solide Autour D'un Axe FixeDocument2 pagesSérie 4 - Mouvement de Rotation D'un Corps Solide Autour D'un Axe Fixeykarmi100% (4)
- Corrige 2Document6 pagesCorrige 2Amin TaamouchPas encore d'évaluation
- Presentation Cinematique Du PointDocument23 pagesPresentation Cinematique Du PointMouhcine Ben Moussa100% (1)