Vous aimerez peut-être aussi
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceD'EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficacePas encore d'évaluation
- CAM - Rappel Sur Les Liaisons Mécaniques 1Document20 pagesCAM - Rappel Sur Les Liaisons Mécaniques 1Moslem ZariatPas encore d'évaluation
- CI01 TD01 Sujet - Analyser Et Décrire Les Fonctions D - Un SystèmeDocument3 pagesCI01 TD01 Sujet - Analyser Et Décrire Les Fonctions D - Un SystèmeKhaled JberiPas encore d'évaluation
- (TDM) (FO) Formulaire Theorie Des MecanismesDocument2 pages(TDM) (FO) Formulaire Theorie Des MecanismesSimoMonkadPas encore d'évaluation
- Sujet VeloDocument10 pagesSujet VeloKhaled SouaissaPas encore d'évaluation
- (Edm) (TD) Chaise D EscalierDocument2 pages(Edm) (TD) Chaise D EscalierJunior KamdemPas encore d'évaluation
- PSI C2 Chap4 TD4V2 PDFDocument10 pagesPSI C2 Chap4 TD4V2 PDFElkettany mohamedPas encore d'évaluation
- CCP Tsi Si 2016eDocument30 pagesCCP Tsi Si 2016ekamalPas encore d'évaluation
- TD 01Document4 pagesTD 01Asmaa KasmiPas encore d'évaluation
- Modele Quadrirotor - PDF Version 1Document12 pagesModele Quadrirotor - PDF Version 1org 2019Pas encore d'évaluation
- TP Scie SauteuseDocument5 pagesTP Scie SauteuseremivsnPas encore d'évaluation
- LOI ENTREE SORTIE (B)Document4 pagesLOI ENTREE SORTIE (B)Ibrahim ManganePas encore d'évaluation
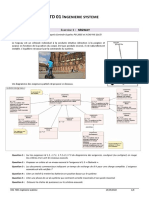
- ANA TD01 - Ingénierie SystèmeDocument8 pagesANA TD01 - Ingénierie Systèmebijhou mcPas encore d'évaluation
- MHDDocument6 pagesMHDAbdessemed FouziPas encore d'évaluation
- CI01 TD02 Corrigé - Analyser Et Décrire La Structure D - Un SystèmeDocument2 pagesCI01 TD02 Corrigé - Analyser Et Décrire La Structure D - Un SystèmeKhaled JberiPas encore d'évaluation
- 3 - Electronique Des Hautes FrýquencesDocument33 pages3 - Electronique Des Hautes FrýquencesaldondonPas encore d'évaluation
- ANA02 TD Sujet - D+®crire Une Activit+® dÔÇÖun Syst+¿me Par Une Cha+ Ne Fonctionnelle PDFDocument6 pagesANA02 TD Sujet - D+®crire Une Activit+® dÔÇÖun Syst+¿me Par Une Cha+ Ne Fonctionnelle PDFvalePas encore d'évaluation
- Devoir Mecanique V2Document6 pagesDevoir Mecanique V2MATOUMBA PAULINPas encore d'évaluation
- TD 20 - Loi Entrée-Sortie À L'aide D'un Produit Scalaire Constant de Deux Vecteurs D'orientationDocument6 pagesTD 20 - Loi Entrée-Sortie À L'aide D'un Produit Scalaire Constant de Deux Vecteurs D'orientationibrahim rabbajPas encore d'évaluation
- 4790 Corrige E52 Bts Crsa 2014 PDFDocument6 pages4790 Corrige E52 Bts Crsa 2014 PDFredPas encore d'évaluation
- Flexion (Elevateur de Voitures)Document3 pagesFlexion (Elevateur de Voitures)SERGIOPas encore d'évaluation
- Robotique: Enseignant: Jean-Philippe RobergeDocument45 pagesRobotique: Enseignant: Jean-Philippe RobergerabehvillaPas encore d'évaluation
- Liaison Hélicoidale ProfDocument12 pagesLiaison Hélicoidale ProftounsiPas encore d'évaluation
- Klubprepa Extrait 4747Document2 pagesKlubprepa Extrait 4747Asmaa KasmiPas encore d'évaluation
- (TDP) (TD) Differentiel Du Chariot de GolfDocument1 page(TDP) (TD) Differentiel Du Chariot de GolfyassPas encore d'évaluation
- Concours 2017 SI (Doc Énoncé)Document11 pagesConcours 2017 SI (Doc Énoncé)Lefi ABDELLAOUIPas encore d'évaluation
- Transmission de Puissance Avec Transformation de MouvementDocument19 pagesTransmission de Puissance Avec Transformation de MouvementPhil ČhrýstaĺPas encore d'évaluation
- (TDM) (CO) Theorie Des MecanismesDocument13 pages(TDM) (CO) Theorie Des MecanismesKhaled SouaissaPas encore d'évaluation
- Fonction Distribuer Preactionneurs Electriques ExercicesDocument13 pagesFonction Distribuer Preactionneurs Electriques ExercicesvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvPas encore d'évaluation
- Programme TerminaleDocument9 pagesProgramme TerminalefatihamPas encore d'évaluation
- TP3moulage ChariotDocument6 pagesTP3moulage ChariotJaouad ElPas encore d'évaluation
- Theorie Des Mecanismes PDFDocument9 pagesTheorie Des Mecanismes PDFSafiya TouilPas encore d'évaluation
- Mouvements Plans-Exercices-ÉlèveDocument5 pagesMouvements Plans-Exercices-ÉlèveYoussef DahaniPas encore d'évaluation
- Devoir RégulationDocument1 pageDevoir RégulationAshraf TrescaPas encore d'évaluation
- 4 BarresDocument2 pages4 BarresAbdelilah Elmesbahi50% (2)
- Sinus MaticDocument3 pagesSinus MaticAbdelali YacoubiPas encore d'évaluation
- Rapport RoulementDocument7 pagesRapport RoulementChristian Nkomayombi100% (1)
- Principe Fondamental de La StatiqueDocument8 pagesPrincipe Fondamental de La StatiqueFaouzi KoussaPas encore d'évaluation
- Cours CPGE - Modélisation Des Actions MécaniquesDocument11 pagesCours CPGE - Modélisation Des Actions MécaniquesAnonymous OG8ApT4go100% (2)
- TD 6 Hyperstatisme - Degré D'hyperstaticitéDocument3 pagesTD 6 Hyperstatisme - Degré D'hyperstaticitéahmedguerinPas encore d'évaluation
- TD 05 Corrigé - Comportement Temporel Des SLCI Proportionnel, Dérivateur, Intégrateur Et Du 1er OrdreDocument6 pagesTD 05 Corrigé - Comportement Temporel Des SLCI Proportionnel, Dérivateur, Intégrateur Et Du 1er OrdreMohamed AbaakilPas encore d'évaluation
- Mini ProjetDocument8 pagesMini ProjetLaila OmaryPas encore d'évaluation
- Mimoir Final YaaichDocument102 pagesMimoir Final YaaichikramPas encore d'évaluation
- Palans ElectriquesDocument20 pagesPalans ElectriquesHAFSA ZERHOUNIPas encore d'évaluation
- dm1 MathsDocument14 pagesdm1 Mathssamim1971Pas encore d'évaluation
- Corrigé - Controle de Pompes Hydraulique - 2021-22Document4 pagesCorrigé - Controle de Pompes Hydraulique - 2021-22Djouweinannodji YvesPas encore d'évaluation
- UntitledDocument78 pagesUntitledAbdessamad Ben-amarPas encore d'évaluation
- Examen Si SMB 2022 Session Rattrapage SujetDocument17 pagesExamen Si SMB 2022 Session Rattrapage SujetAsmae BellaPas encore d'évaluation
- TDs Calcul Structures - Corrigé 2212 - 231222 - 143922Document7 pagesTDs Calcul Structures - Corrigé 2212 - 231222 - 143922anasidy4Pas encore d'évaluation
- Statique GraphiqueDocument3 pagesStatique Graphiquesallsmart100% (1)
- TD Mont RoulementsDocument5 pagesTD Mont Roulementshello youPas encore d'évaluation
- 05 TDs Logique CombinatoireDocument18 pages05 TDs Logique CombinatoireIlyas MhammediPas encore d'évaluation
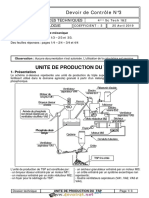
- Devoir de Contrôle N°3 2ème Semestre - Génie Mécanique - UNITE DE PRODUCTION DU TSP - Bac Technique (2018-2019) MR Bakini NoomenDocument7 pagesDevoir de Contrôle N°3 2ème Semestre - Génie Mécanique - UNITE DE PRODUCTION DU TSP - Bac Technique (2018-2019) MR Bakini NoomenYasmine SolenePas encore d'évaluation
- Chapitre-Introduction Aux Systèmes MécatroniquesDocument8 pagesChapitre-Introduction Aux Systèmes Mécatroniquesoussama jouiniPas encore d'évaluation
- Catalogue de Commandes MATLABDocument8 pagesCatalogue de Commandes MATLABMohamed Ghassen BoudrigaPas encore d'évaluation
- TN06 PDFDocument34 pagesTN06 PDFMa HdiPas encore d'évaluation
- PhA ESA 2018Document8 pagesPhA ESA 2018othmane mrichPas encore d'évaluation
- Devoir de Contrôle N°1 - Sciences Physiques - Bac Sciences Exp (2011-2012) MR Fkih Jamel PDFDocument3 pagesDevoir de Contrôle N°1 - Sciences Physiques - Bac Sciences Exp (2011-2012) MR Fkih Jamel PDFMohamed SaidiPas encore d'évaluation
- (TDP) (TD) TS Monte ChargeDocument2 pages(TDP) (TD) TS Monte ChargemezziPas encore d'évaluation
- Dem Moteur MonophaséDocument4 pagesDem Moteur MonophaséEcouter le français100% (1)
- Application de Gestion Des StagiairesDocument7 pagesApplication de Gestion Des StagiairesAyoub JadiaPas encore d'évaluation
- DevoirDocument9 pagesDevoirP EPas encore d'évaluation
- Act1 - Images Et PixelsDocument3 pagesAct1 - Images Et PixelsloukasvillierPas encore d'évaluation
- Chapitre I Carte Les Supports de Vente en RestaurationDocument5 pagesChapitre I Carte Les Supports de Vente en RestaurationSalah KmadouPas encore d'évaluation
- Protocole de Recherche CONTRIBUTION DE L'AUDIT INTERNE A LA PERFORMANCE FINANCIEREDocument20 pagesProtocole de Recherche CONTRIBUTION DE L'AUDIT INTERNE A LA PERFORMANCE FINANCIERENupcia100% (1)
- Petrochimie PDFDocument4 pagesPetrochimie PDFMohamed CherbalPas encore d'évaluation
- THH 15-20 MarsDocument43 pagesTHH 15-20 MarsNarindra SafidinantenainaPas encore d'évaluation
- Chapitre 4 Certification Iso 9001Document51 pagesChapitre 4 Certification Iso 9001chaimae khebbazPas encore d'évaluation
- Olivier Assurance HabitationDocument40 pagesOlivier Assurance HabitationalPas encore d'évaluation
- Cat 936FDocument16 pagesCat 936FCarlos Arturo AcevedoPas encore d'évaluation
- 2007-Honda CR-V Manuel ProprietaireDocument344 pages2007-Honda CR-V Manuel ProprietairePhilippe BrichePas encore d'évaluation
- Rapport de StageDocument31 pagesRapport de StageAbdelaliPas encore d'évaluation
- These PharmacieDocument186 pagesThese PharmacieMounia ArfaouiPas encore d'évaluation
- 2018-03-01 CTG Aqueduc EgoutsDocument56 pages2018-03-01 CTG Aqueduc EgoutsAbib TallPas encore d'évaluation
- Correction EFF EP 2006 V18-ConvertiDocument8 pagesCorrection EFF EP 2006 V18-ConvertiImane ZahranePas encore d'évaluation
- Cours Electronique de Puissance EPDocument49 pagesCours Electronique de Puissance EPfarid saadPas encore d'évaluation
- Electronicien AutomobileDocument2 pagesElectronicien Automobilesarobidy HAJANAVALONAPas encore d'évaluation
- Exemple de Business Plan Powerpoint Pour Start UpDocument30 pagesExemple de Business Plan Powerpoint Pour Start UpSabeur Dammak100% (1)
- Rubrique Pour PoemeDocument1 pageRubrique Pour Poemeapi-322057382Pas encore d'évaluation
- Fiche Description Processus ProdDocument3 pagesFiche Description Processus ProdZeineb Hachicha100% (1)
- D ModulationDocument3 pagesD ModulationNajmeddine Ben MeftehPas encore d'évaluation
- II - La CertificationDocument5 pagesII - La CertificationZine eddinePas encore d'évaluation
- Sist Iec 60255 3 1995Document9 pagesSist Iec 60255 3 1995Singgih Anggi Dwi HermansyahPas encore d'évaluation
- Rapport de Stage BiskraDocument7 pagesRapport de Stage BiskraMed Anis bouzidPas encore d'évaluation
- Cours - MI2 - II - Arbre de DéfaillanceDocument27 pagesCours - MI2 - II - Arbre de DéfaillanceRafik BenhendaPas encore d'évaluation
- Radiolocman 2015/03Document84 pagesRadiolocman 2015/03Александр БорисовPas encore d'évaluation
- Aac 201f 17i PDFDocument1 pageAac 201f 17i PDFAnas JalalPas encore d'évaluation
- Catalogue Juin 2023Document26 pagesCatalogue Juin 2023Meva RakPas encore d'évaluation
- CV AiDocument1 pageCV AiFatima EzzahraPas encore d'évaluation
- DocumentDocument1 pageDocumentLoubert GeorgesPas encore d'évaluation