Vous aimerez peut-être aussi
- Modele Dmos Telechargeable 3Document4 pagesModele Dmos Telechargeable 3Matt SwennenPas encore d'évaluation
- 435-DMOS WPS ViergeDocument1 page435-DMOS WPS Viergesakina laabid86% (7)
- M12-Cours01 ProfDocument15 pagesM12-Cours01 ProfFathi KHOUDIPas encore d'évaluation
- Modele DMOS2022-03-0003-1Document7 pagesModele DMOS2022-03-0003-1maazouz radouanePas encore d'évaluation
- DMOSDocument13 pagesDMOSLycée Alfred kastler100% (2)
- DMOS ViergeDocument1 pageDMOS ViergeNicolas AUDUPas encore d'évaluation
- Fiche E Notions FondamentalesDocument9 pagesFiche E Notions FondamentalesOUSSAMA taibiPas encore d'évaluation
- Specification de de Soudage Partie Local Technique Z21: Type D'enrobageDocument2 pagesSpecification de de Soudage Partie Local Technique Z21: Type D'enrobagesifaouiPas encore d'évaluation
- Rédaction D'un D.M.O.S (EN ISO 15609 - 1)Document6 pagesRédaction D'un D.M.O.S (EN ISO 15609 - 1)sakina laabid100% (1)
- Assemblage Boulonné ISO Non PrécontraintDocument6 pagesAssemblage Boulonné ISO Non PrécontraintSalaheddine OURPas encore d'évaluation
- Dormer Technical HandbookDocument144 pagesDormer Technical HandbookshamusmtbPas encore d'évaluation
- Fiches Techniques - Tubes Anneles Premium System GroupDocument4 pagesFiches Techniques - Tubes Anneles Premium System GroupSerge TonioloPas encore d'évaluation
- WPS 01Document3 pagesWPS 01Zouhair BenmabroukPas encore d'évaluation
- BearingQuickReferenceGuide FR WebDocument20 pagesBearingQuickReferenceGuide FR Webabdelhadi houssinPas encore d'évaluation
- NF F 00-037 PDFDocument18 pagesNF F 00-037 PDFDaniel LodiPas encore d'évaluation
- TIABIDocument3 pagesTIABIMenad SalahPas encore d'évaluation
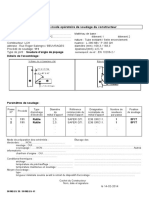
- Exemple Type Descriptif Mode Opératoire de SoudageDocument1 pageExemple Type Descriptif Mode Opératoire de SoudageMichelPas encore d'évaluation
- WPS SmawDocument1 pageWPS SmawTouil HoussemPas encore d'évaluation
- Fiche Produit Innershield Lincoln PDFDocument2 pagesFiche Produit Innershield Lincoln PDFAbdala Aziz HASSANPas encore d'évaluation
- Wps Type AsmeDocument3 pagesWps Type AsmeAnwar JbaliPas encore d'évaluation
- Dmos GRT Tamatave ReservoirsDocument14 pagesDmos GRT Tamatave ReservoirsRAOELINJATOVO NandrianinaPas encore d'évaluation
- FT-4105B-BELVIS 4T TX ZN TB12 D4,8x20-BardageDocument3 pagesFT-4105B-BELVIS 4T TX ZN TB12 D4,8x20-BardageChrisPas encore d'évaluation
- Certificat de Qualification Du Mode Opératoire de Soudage Cevital MS QMOS N3Document3 pagesCertificat de Qualification Du Mode Opératoire de Soudage Cevital MS QMOS N3Danem Halas100% (1)
- Usm 35x 2 FrancaisDocument1 pageUsm 35x 2 FrancaisAnonymous dziHEjc7YPas encore d'évaluation
- Tabelle MaterialiDocument41 pagesTabelle MaterialiEnrico MauroPas encore d'évaluation
- Chapitre0 - Info Technique PDFDocument93 pagesChapitre0 - Info Technique PDFAbdelmajid AittalebPas encore d'évaluation
- Cours #2 MRFMDocument10 pagesCours #2 MRFMbakkali ikramPas encore d'évaluation
- Paramètres - TournageDocument6 pagesParamètres - TournageMed Ali Maatoug100% (1)
- Cours-Etude-Coupe-CFM-Mai-2020-Partie IDocument30 pagesCours-Etude-Coupe-CFM-Mai-2020-Partie Isaif Saadi100% (1)
- NM 01 .4.097 2000Document14 pagesNM 01 .4.097 2000Fatima Zahra SalehPas encore d'évaluation
- NM01 4 097Document20 pagesNM01 4 097Mouad El Moussaoui Ouryaghli100% (2)
- Partie 4 - Mise en Forme Par Déformation Plastique PDFDocument46 pagesPartie 4 - Mise en Forme Par Déformation Plastique PDFamalPas encore d'évaluation
- NM 01.4.097Document16 pagesNM 01.4.097aborazanePas encore d'évaluation
- DMOS 135 Bout À BoutDocument1 pageDMOS 135 Bout À BoutMhd OuakPas encore d'évaluation
- NM 01.4.095 (Ronds Lisses)Document15 pagesNM 01.4.095 (Ronds Lisses)Amine FerhaniPas encore d'évaluation
- Résumé SOUDAGEDocument24 pagesRésumé SOUDAGEFaiez Ghrab100% (5)
- Catalgueproduits PDFDocument8 pagesCatalgueproduits PDFRifi MohamedPas encore d'évaluation
- Informations Techniques Boulonnerie Wurth PDFDocument71 pagesInformations Techniques Boulonnerie Wurth PDFtoto-gmbhPas encore d'évaluation
- Assemblage Eurocode 3 BABADocument13 pagesAssemblage Eurocode 3 BABAsun_rachidPas encore d'évaluation
- Assemblage Eurocode 3 BABADocument13 pagesAssemblage Eurocode 3 BABAhghghghghghPas encore d'évaluation
- B4 Fixations-en-acier-inoxydable-ISO-3506Document3 pagesB4 Fixations-en-acier-inoxydable-ISO-3506lecaudeydidierPas encore d'évaluation
- Fondation ProfiléeDocument7 pagesFondation ProfiléePhilip RichPas encore d'évaluation
- Assemblages Par Boulons NormauxDocument141 pagesAssemblages Par Boulons NormauxKarim BakrimPas encore d'évaluation
- La Mécanique de La RuptureDocument35 pagesLa Mécanique de La Rupturesara100% (4)
- 5-FTP PVC Assainissement SN4Document1 page5-FTP PVC Assainissement SN4Mustapha AchPas encore d'évaluation
- Catalogue Fts Welding WebDocument45 pagesCatalogue Fts Welding WeblabfaoPas encore d'évaluation
- Dmos WBDocument2 pagesDmos WBBAGLIN MAELPas encore d'évaluation
- Cours Codification ISO Plaquettes TournageDocument1 pageCours Codification ISO Plaquettes TournageSven TackPas encore d'évaluation
- Chapitre 5ADocument10 pagesChapitre 5AbenchallalhaitamPas encore d'évaluation
- NC080625DP01 - Plat Soudé en T Par Deux Cordons Parallèles Soumis À Force ObliqueDocument5 pagesNC080625DP01 - Plat Soudé en T Par Deux Cordons Parallèles Soumis À Force ObliqueihihiunuigPas encore d'évaluation
- VIL - BSA - OUT - EXE - TTP - A1 - A2 - TTN - CES - FPR - 05A - 203 - 0 - Belvis 5.5x25Document4 pagesVIL - BSA - OUT - EXE - TTP - A1 - A2 - TTN - CES - FPR - 05A - 203 - 0 - Belvis 5.5x25siuluis1Pas encore d'évaluation
- PVC EXPANSE FOREX LITE Fiche Technique 030321Document1 pagePVC EXPANSE FOREX LITE Fiche Technique 030321Guillaume SarlandiePas encore d'évaluation
- Black and Gray Minimalist Presentations Work Summary PlanDocument26 pagesBlack and Gray Minimalist Presentations Work Summary PlanSouidiPas encore d'évaluation
- dm14 EV2Document13 pagesdm14 EV2othmane alaouiPas encore d'évaluation
- EbullitionvaseDocument19 pagesEbullitionvaseibrahim boukhPas encore d'évaluation
- Clonage Artificiel de L EmailDocument5 pagesClonage Artificiel de L EmailMalek abidiPas encore d'évaluation
- Louvet 2014CLF22479Document207 pagesLouvet 2014CLF22479khalidPas encore d'évaluation
- 2.atome HydrogeneDocument24 pages2.atome HydrogeneLocation VoiturePas encore d'évaluation
- TD Dynamique Terrestre Mpsi 1Document3 pagesTD Dynamique Terrestre Mpsi 1aminealskjzPas encore d'évaluation
- Correction Activité1Document9 pagesCorrection Activité1Dany ObeidPas encore d'évaluation
- OndesDocument125 pagesOndesTRAOREPas encore d'évaluation
- Correction TD N°2 (EN2)Document12 pagesCorrection TD N°2 (EN2)wiem kahwechPas encore d'évaluation
- ExosupDocument4 pagesExosupHamza DhakerPas encore d'évaluation
- Cours 16Document5 pagesCours 16BalalaŇaŖîfPas encore d'évaluation
- Jacques Attali - Les Trois Mondes - Pour Une Théorie de L'après-Crise-Fayard (1981)Document337 pagesJacques Attali - Les Trois Mondes - Pour Une Théorie de L'après-Crise-Fayard (1981)said bouda100% (1)
- 2SM Test DiagnoDocument2 pages2SM Test DiagnoIS SamPas encore d'évaluation
- Chapitre V La Dynamique Des FluidesDocument9 pagesChapitre V La Dynamique Des FluidesSafianaPas encore d'évaluation
- Method Es IterativeDocument4 pagesMethod Es IterativeWalid OualidPas encore d'évaluation
- Commande Machines - Serie 2 - Exo 3Document2 pagesCommande Machines - Serie 2 - Exo 3Aya IrmaPas encore d'évaluation
- Catalogue Essais Et Mesures Pour Lindustrie CAPACITESDocument14 pagesCatalogue Essais Et Mesures Pour Lindustrie CAPACITESYouness FarezPas encore d'évaluation
- 19 Angles 5 eDocument5 pages19 Angles 5 eSyl VannoPas encore d'évaluation
- Maths1 td4Document3 pagesMaths1 td4wzk9jjm9z7Pas encore d'évaluation
- Ch3 Repère PlanDocument2 pagesCh3 Repère Planأسير العالم المظلمPas encore d'évaluation
- EnigmesDocument22 pagesEnigmesJordan MartinPas encore d'évaluation
- ECS1: Applications Linéaires en Dimension Finie: Fichier Extrait Du DocumentDocument4 pagesECS1: Applications Linéaires en Dimension Finie: Fichier Extrait Du DocumentABRAHAM NENEPas encore d'évaluation
- 1er Devoir Du 2ème Semestre Mathematiques Tle D 2021-2022 Ceg Le Nokoue PDFDocument2 pages1er Devoir Du 2ème Semestre Mathematiques Tle D 2021-2022 Ceg Le Nokoue PDFBen Dibal PendyPas encore d'évaluation
- Angles OrientésDocument5 pagesAngles Orientéshaddadmyriam19Pas encore d'évaluation
- L3 GC CHAP 10 Corrections SerieDocument20 pagesL3 GC CHAP 10 Corrections SerieIkram DahmaniPas encore d'évaluation
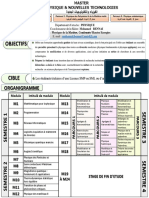
- Affiche MPNT 2017Document1 pageAffiche MPNT 2017Rochaid YoussefPas encore d'évaluation
- TD 4Document4 pagesTD 4Nour ouzeriPas encore d'évaluation
- Cours Calcul Numerique Esa 2016-2017Document43 pagesCours Calcul Numerique Esa 2016-2017Manzamasso HayissoPas encore d'évaluation
- Chapitre 1Document8 pagesChapitre 1Rayen Ben jaffelaPas encore d'évaluation
- Bac Blanc D Regional Ce 2023Document2 pagesBac Blanc D Regional Ce 2023timel oundouPas encore d'évaluation