Vous aimerez peut-être aussi
- Correction-Devoir de Controle N3-1AS-2015-etau DE PLOMBIER PDFDocument3 pagesCorrection-Devoir de Controle N3-1AS-2015-etau DE PLOMBIER PDFYosra Flh60% (10)
- Pfe 8D YazzakiDocument87 pagesPfe 8D YazzakiAyoubHamdaoui86% (14)
- Audit Des Contrats À Long Terme Dans Le Secteur Du BTPDocument115 pagesAudit Des Contrats À Long Terme Dans Le Secteur Du BTPAbd El Mounim BzizPas encore d'évaluation
- Fiche Pédagogique - Le Son (T)Document3 pagesFiche Pédagogique - Le Son (T)Elle MemePas encore d'évaluation
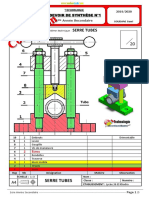
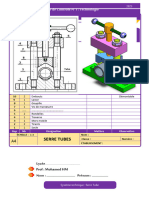
- Correction Devoir+de+Synthese+N1 1AS 2019 Serre Tube PDFDocument6 pagesCorrection Devoir+de+Synthese+N1 1AS 2019 Serre Tube PDFMustafa Semmaa86% (7)
- LamyDocument18 pagesLamyIbtihal MahsoubPas encore d'évaluation
- SCOP Et Reprise D'entreprise en Difficultés Perspectives Pour Une Efficacité RenforcéeDocument9 pagesSCOP Et Reprise D'entreprise en Difficultés Perspectives Pour Une Efficacité RenforcéeJuan Camilo ApontePas encore d'évaluation
- Cas AuchanDocument3 pagesCas Auchaniman.oualla7Pas encore d'évaluation
- DTDocument4 pagesDTmohamed1101Pas encore d'évaluation
- DG - Expression de Besoins Mise en Oeuvre 5sDocument3 pagesDG - Expression de Besoins Mise en Oeuvre 5sMaxy DjissoPas encore d'évaluation
- LIGNEiuydxfcghjkDocument38 pagesLIGNEiuydxfcghjkmatteo2605.9Pas encore d'évaluation
- RévisionDocument1 pageRévisionAissatou guissePas encore d'évaluation
- Devoir de Contrôle N°2 2ème Semestre - Génie Mécanique Un Palettiseur - Bac Technique (2018-2019) MR Dhifaoui AbdelwahebDocument9 pagesDevoir de Contrôle N°2 2ème Semestre - Génie Mécanique Un Palettiseur - Bac Technique (2018-2019) MR Dhifaoui Abdelwahebabdelbasset110% (1)
- BAC Etude-des-Constructions 2008 STIELECTECH PDFDocument29 pagesBAC Etude-des-Constructions 2008 STIELECTECH PDFJawher SalemPas encore d'évaluation
- U41 Nc2019 Dossier Corrige CopieDocument17 pagesU41 Nc2019 Dossier Corrige CopieFadwa GHANIPas encore d'évaluation
- Liste Stock Pour BeninDocument1 pageListe Stock Pour BeninEl diablo 63Pas encore d'évaluation
- Liste Stock Pour BeninDocument1 pageListe Stock Pour BeninEl diablo 63Pas encore d'évaluation
- Ensacheuse À Engrais - Dossier Technique PDFDocument7 pagesEnsacheuse À Engrais - Dossier Technique PDFSkapping MkPas encore d'évaluation
- Downwards ExhaustDocument4 pagesDownwards ExhaustridaPas encore d'évaluation
- Sac SphinxDocument10 pagesSac SphinxblancPas encore d'évaluation
- Hygiene Express Mars 2019 3Document16 pagesHygiene Express Mars 2019 3medjtouhPas encore d'évaluation
- Commande DiboblyDocument2 pagesCommande DiboblySamassy OusmanePas encore d'évaluation
- Ds11213 4st Sousse Complet Prod Pots Miel PRDocument35 pagesDs11213 4st Sousse Complet Prod Pots Miel PRFadwa GHANIPas encore d'évaluation
- Devoir de Synthèse N°1 - Technologie CHAINE D'EMBALLAGE DES FEUILLES DE PAPIER - Bac Technique (2012-2013) MR Hadjkacem AbdelkarimDocument11 pagesDevoir de Synthèse N°1 - Technologie CHAINE D'EMBALLAGE DES FEUILLES DE PAPIER - Bac Technique (2012-2013) MR Hadjkacem Abdelkarimيس المباركيPas encore d'évaluation
- PROFormaDocument5 pagesPROFormaNIKIEMA MAHAMOUDOUPas encore d'évaluation
- 08-09 ATI1 OI TP Implantation TP4-1Document7 pages08-09 ATI1 OI TP Implantation TP4-1Anonymous 9qKdViDP4Pas encore d'évaluation
- Dyka Productdatasheet LucoflexacollerDocument1 pageDyka Productdatasheet Lucoflexacollerlemit lienafPas encore d'évaluation
- BL Imc Wo10001-2-2Document2 pagesBL Imc Wo10001-2-2daherkhater17Pas encore d'évaluation
- Kits CISCO AmbilobeDocument2 pagesKits CISCO AmbilobemiralarrytsarafaraPas encore d'évaluation
- DS2 3ScT 2019-2020Document9 pagesDS2 3ScT 2019-2020Ridha ManaaPas encore d'évaluation
- Sac Cabas FouineDocument14 pagesSac Cabas FouineblancPas encore d'évaluation
- Bon de Sortie Pompage 2022Document12 pagesBon de Sortie Pompage 2022Achraf AEPPas encore d'évaluation
- Suivie de StockDocument12 pagesSuivie de StockRobert KoechPas encore d'évaluation
- Arte Ego A1 Actividades PDFDocument130 pagesArte Ego A1 Actividades PDFJimrjimenezPas encore d'évaluation
- Alter Ego 1 Exercicios (Recuperado)Document130 pagesAlter Ego 1 Exercicios (Recuperado)Aivy Aguirre100% (1)
- Devoir de Synthèse N°1 - Technologie - MECANISME ENTRAINEMENT DU TAPIS - Bac Technique (2017-2018) MR GHORBEL MAMDOUHDocument7 pagesDevoir de Synthèse N°1 - Technologie - MECANISME ENTRAINEMENT DU TAPIS - Bac Technique (2017-2018) MR GHORBEL MAMDOUHhousinmechani1Pas encore d'évaluation
- Devoir de Synthèse N°1 2017 2018 (MR Ghorbel Mamdouh) PDFDocument7 pagesDevoir de Synthèse N°1 2017 2018 (MR Ghorbel Mamdouh) PDFPiere EbrahimPas encore d'évaluation
- Tds Commerce InternationalDocument57 pagesTds Commerce InternationalMERRY PARKERPas encore d'évaluation
- 5025 U41 Elements de Correction PDFDocument20 pages5025 U41 Elements de Correction PDFAsmae koutriPas encore d'évaluation
- Liste Des Fournitures BesoinsDocument3 pagesListe Des Fournitures BesoinsFarid InoussaPas encore d'évaluation
- NERVURESDocument2 pagesNERVURESEmmanuel Francis100% (2)
- Proforma Booko 60110000Document1 pageProforma Booko 60110000Issa KonatePas encore d'évaluation
- AnkroboxDocument4 pagesAnkroboxecbstmaloPas encore d'évaluation
- TD Devis Excel Nov 2023Document12 pagesTD Devis Excel Nov 2023Şãįd Íbn MhdPas encore d'évaluation
- Devoir Syn FullDocument10 pagesDevoir Syn FullMouad Memni0% (1)
- Liste de StockDocument32 pagesListe de StockNabil SouissiPas encore d'évaluation
- Demande de Proforma SIHRLODocument3 pagesDemande de Proforma SIHRLOMaxy DjissoPas encore d'évaluation
- DC 142022Document19 pagesDC 142022ezzinePas encore d'évaluation
- Alter Ego Plus A1 Cahier D' ActivitesDocument130 pagesAlter Ego Plus A1 Cahier D' ActivitesKatherine Brito josePas encore d'évaluation
- Devis Estimatif Et Quantitatif Pour Les Travaux de Cloture Maman IsaDocument2 pagesDevis Estimatif Et Quantitatif Pour Les Travaux de Cloture Maman IsaEmmanuelPas encore d'évaluation
- Caniveau - TypeDocument1 pageCaniveau - TypetsilaPas encore d'évaluation
- Devoir de Contrôle N°2 - Technologie - DISPOSITIF DE BLOCAGE DES TUBES - 2ème Technique (2015-2016) MR Gassoumi TarekDocument4 pagesDevoir de Contrôle N°2 - Technologie - DISPOSITIF DE BLOCAGE DES TUBES - 2ème Technique (2015-2016) MR Gassoumi Tarekhayet debbichPas encore d'évaluation
- DC1 2024Document5 pagesDC1 2024Arwa BerrichPas encore d'évaluation
- Mur Types PDFDocument76 pagesMur Types PDFWafaa ElyaâgoubiPas encore d'évaluation
- CAROTIDEDocument3 pagesCAROTIDEGeeTheWhizzPas encore d'évaluation
- VERSION FINALE D.Tech DS1 2019 2020Document3 pagesVERSION FINALE D.Tech DS1 2019 2020Bouabdellaoui saif ennasrPas encore d'évaluation
- EcoTank L3110 DatasheetDocument2 pagesEcoTank L3110 DatasheetToto TimPas encore d'évaluation
- Haiti - Catalogue Des Dispositifs Medicaux Promess 2021 - 0Document1 pageHaiti - Catalogue Des Dispositifs Medicaux Promess 2021 - 0Félix Houphouët KouadioPas encore d'évaluation
- DT Copie1 4eme NRDocument6 pagesDT Copie1 4eme NRChokri Jaballi100% (1)
- Correction Exercice 1 Expedition de Caisses de Champagne Vers Les États-UnisDocument27 pagesCorrection Exercice 1 Expedition de Caisses de Champagne Vers Les États-UnisWijdane HassanainPas encore d'évaluation
- Devoir de Contrôle N°2 - Génie Mécanique Technique SYSTEME DE FABRICATION Du CARTON ONDULÉ - 3ème Technique (2011-2012) Elève FaissalDocument6 pagesDevoir de Contrôle N°2 - Génie Mécanique Technique SYSTEME DE FABRICATION Du CARTON ONDULÉ - 3ème Technique (2011-2012) Elève FaissalMrnadhir Mecanique67% (3)
- ChoixMOSAIC BatiboxDocument1 pageChoixMOSAIC BatiboxalmisPas encore d'évaluation
- Diminution CHEPDocument7 pagesDiminution CHEPYoucef AkkafPas encore d'évaluation
- Traiter 2 SteDocument50 pagesTraiter 2 SteFadwa GHANIPas encore d'évaluation
- 34 - Systèmes Séquentiels - GRAFCET - Structure de Base OU Et ET Divers TDDocument8 pages34 - Systèmes Séquentiels - GRAFCET - Structure de Base OU Et ET Divers TDFadwa GHANIPas encore d'évaluation
- GRAFCET AUTOMATISME #8 - Exemple D'une Macro Étape – Système de Remplissage D'un BacDocument4 pagesGRAFCET AUTOMATISME #8 - Exemple D'une Macro Étape – Système de Remplissage D'un BacFadwa GHANIPas encore d'évaluation
- Cours SysMLDocument19 pagesCours SysMLFaska TalhoutPas encore d'évaluation
- الامتحان الوطني في علوم المهندس 2019 مسلك علوم كهربائية الدورة العاديةDocument29 pagesالامتحان الوطني في علوم المهندس 2019 مسلك علوم كهربائية الدورة العاديةAbdelbasset ZaiechPas encore d'évaluation
- Filtrage Analogique Lineaire ExercicesDocument4 pagesFiltrage Analogique Lineaire ExercicesFadwa GHANIPas encore d'évaluation
- TD08 Filtrage-Lineaire 2023Document8 pagesTD08 Filtrage-Lineaire 2023Fadwa GHANIPas encore d'évaluation
- Cours Grafcet AutomateDocument2 pagesCours Grafcet AutomateFadwa GHANIPas encore d'évaluation
- U41 Nc2019 Dossier Corrige CopieDocument17 pagesU41 Nc2019 Dossier Corrige CopieFadwa GHANIPas encore d'évaluation
- RESUME Fonction de Transfet - Filtres AnalogiquesDocument1 pageRESUME Fonction de Transfet - Filtres AnalogiquesFadwa GHANIPas encore d'évaluation
- Grafcet: 2 Ste Fonction: Traiter Pr. Ghani Unité: ATC Lycée Technique: ANOUALDocument2 pagesGrafcet: 2 Ste Fonction: Traiter Pr. Ghani Unité: ATC Lycée Technique: ANOUALFadwa GHANIPas encore d'évaluation
- S Sciences Ingenieur 2007 Metropole Sujet OfficielDocument16 pagesS Sciences Ingenieur 2007 Metropole Sujet OfficielFadwa GHANIPas encore d'évaluation
- Cours GFI Version PDFDocument35 pagesCours GFI Version PDFIslam El OusroutiPas encore d'évaluation
- UntitledDocument4 pagesUntitledDamien TalletPas encore d'évaluation
- Rapport Public 2018Document64 pagesRapport Public 2018OTPas encore d'évaluation
- La Gestion BudgetaireDocument11 pagesLa Gestion BudgetaireBachisse Mohamed AminePas encore d'évaluation
- La Communication Dans L EntrepriseDocument4 pagesLa Communication Dans L Entrepriseabdelouahed chakraPas encore d'évaluation
- Entrepreneuriat Cours 3 MarketingDocument6 pagesEntrepreneuriat Cours 3 MarketingHayet NegazPas encore d'évaluation
- Monographie Wilaya Souk AhrasDocument22 pagesMonographie Wilaya Souk AhrasMack ElevenPas encore d'évaluation
- Examen Final Travaux Inventaire..Document2 pagesExamen Final Travaux Inventaire..Ayman DoguiPas encore d'évaluation
- Taha HejjajDocument25 pagesTaha HejjajTaha HejjajPas encore d'évaluation
- Loi - 39 06 1Document55 pagesLoi - 39 06 1DAGHAYRACHIDPas encore d'évaluation
- HamidDocument13 pagesHamidHæ MïdPas encore d'évaluation
- Agenda 21Document3 pagesAgenda 21karouiPas encore d'évaluation
- Support Du Cours PDFDocument150 pagesSupport Du Cours PDFMeva RakotondramboaPas encore d'évaluation
- Flyer Rsti v2Document2 pagesFlyer Rsti v2Toure yvesPas encore d'évaluation
- Analyse SWOTDocument1 pageAnalyse SWOTHairaud RomainPas encore d'évaluation
- Brochure CMPIDocument11 pagesBrochure CMPIBrawkn kidPas encore d'évaluation
- Layher - Universel 2 - 221114 - 090200Document28 pagesLayher - Universel 2 - 221114 - 090200Baha-Eddine El Moufadal100% (1)
- Support Cours TD ContrôleDeGestion KBA2A 2017Document57 pagesSupport Cours TD ContrôleDeGestion KBA2A 2017Cheikh BayePas encore d'évaluation
- Emplois Du Temps: Commerce Et Gestion-Semestre 2 - SECTION ADocument1 pageEmplois Du Temps: Commerce Et Gestion-Semestre 2 - SECTION AYoussefPas encore d'évaluation
- Conditions Generales (Prevoyance Bureaux D'etudes)Document33 pagesConditions Generales (Prevoyance Bureaux D'etudes)Kév InPas encore d'évaluation
- Bao Checklist FournisseursDocument16 pagesBao Checklist FournisseursBILAL BENDJEDIDPas encore d'évaluation
- La Fonction MarketingDocument65 pagesLa Fonction MarketingMERi B100% (1)
- DroitDocument2 pagesDroitMichel BertePas encore d'évaluation
- Avantages Contrat de Distribution EcritDocument96 pagesAvantages Contrat de Distribution EcritIbrahim NjehPas encore d'évaluation
- Rapport MadautoDocument1 pageRapport MadautoEric HenranPas encore d'évaluation