Vous aimerez peut-être aussi
- M17 Montage+et+ajustement+d'arbres +de+roulements+et+de+coussinets+GE-ESADocument8 pagesM17 Montage+et+ajustement+d'arbres +de+roulements+et+de+coussinets+GE-ESAJàMàl MejorPas encore d'évaluation
- M21 - Accessoires de Transmission Et de Transformation Du Mouvement GE-ESADocument8 pagesM21 - Accessoires de Transmission Et de Transformation Du Mouvement GE-ESAMohammed Amine Kened0% (1)
- M12 - Usinage Manuel GE-ESADocument7 pagesM12 - Usinage Manuel GE-ESAMohammed Amine KenedPas encore d'évaluation
- M - 02 - Croquis Des Pièces MécaniquesDocument74 pagesM - 02 - Croquis Des Pièces MécaniquesalmisPas encore d'évaluation
- M08 Usinage Manue Mesure Contrôle-GE-MMODocument100 pagesM08 Usinage Manue Mesure Contrôle-GE-MMOKesraoui HichemPas encore d'évaluation
- Module n06 Lecture Et Interpretation Dun Dessin Technique Mecanique MmoampaDocument52 pagesModule n06 Lecture Et Interpretation Dun Dessin Technique Mecanique MmoampaATMANE ZIDOUHPas encore d'évaluation
- M12 - Usinage Manuel GE-ESADocument7 pagesM12 - Usinage Manuel GE-ESABakr IbrahimiPas encore d'évaluation
- M - 22 - Accessoires de Transmission Et de Transformation Du Mou - (WWW - Diploma.ma)Document51 pagesM - 22 - Accessoires de Transmission Et de Transformation Du Mou - (WWW - Diploma.ma)AMBARKI HOUSSAINE100% (1)
- M 06 Plans Mécaniques (WWW - Diploma.ma)Document50 pagesM 06 Plans Mécaniques (WWW - Diploma.ma)Adam CharafPas encore d'évaluation
- COURS AnalyseFonctionnelle PDFDocument31 pagesCOURS AnalyseFonctionnelle PDFwatsopPas encore d'évaluation
- Cours 2AS Completv1Document58 pagesCours 2AS Completv1MohamedAyoubPas encore d'évaluation
- Module 04 Marocetude - Com Realisation D Ouvrage Simples Chaudronnes Et Tuyautes CM TSBECM PDFDocument72 pagesModule 04 Marocetude - Com Realisation D Ouvrage Simples Chaudronnes Et Tuyautes CM TSBECM PDFAtef AboubPas encore d'évaluation
- Polycopié CAO Couleur - 2012 PDFDocument199 pagesPolycopié CAO Couleur - 2012 PDFnb jyPas encore d'évaluation
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- Ordre Chronologique ProductionDocument1 pageOrdre Chronologique ProductionYounes ZidaniPas encore d'évaluation
- Analyser Temporelle Des PhasesDocument3 pagesAnalyser Temporelle Des PhasesBen FahPas encore d'évaluation
- REF Bac Pro Fabrication MécaniqueDocument202 pagesREF Bac Pro Fabrication MécaniqueTaoufiqBaouch100% (1)
- M02-Fabrication de Pièce D'usinage Simpl en Fraisage FM-MFMDocument103 pagesM02-Fabrication de Pièce D'usinage Simpl en Fraisage FM-MFMTaha ZianePas encore d'évaluation
- Réglage Et Lancement D'uneDocument116 pagesRéglage Et Lancement D'unentayoub50% (2)
- Désignation Plaquette Et Porte Plaquette ProfDocument5 pagesDésignation Plaquette Et Porte Plaquette Profsaif Saadi100% (2)
- Gamme D UsinageDocument5 pagesGamme D UsinageImedooImedPas encore d'évaluation
- Conduite D Une Production de SerieDocument100 pagesConduite D Une Production de SerieZotan ZandryPas encore d'évaluation
- Puissances Coupe Prof PDFDocument5 pagesPuissances Coupe Prof PDFamr_akram_2100% (2)
- M18 Organisation D - Un Poste de Travail-FM-TFMDocument46 pagesM18 Organisation D - Un Poste de Travail-FM-TFMvladeni61Pas encore d'évaluation
- M10 - Installation Conducteurs, Câbles, Boîtes Et AccessoiresDocument85 pagesM10 - Installation Conducteurs, Câbles, Boîtes Et Accessoiresنادي المعرفةPas encore d'évaluation
- Partie 2 MMT TechnologieDocument39 pagesPartie 2 MMT TechnologieAB lifestyle100% (1)
- Analyse Fonctionnelle PDFDocument15 pagesAnalyse Fonctionnelle PDFkhocinePas encore d'évaluation
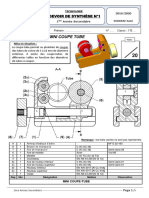
- Devoire de Synthése N°1 - Technique - 1ére Année Secondaire (2019 - 2020) Lycée El Khadra36 - MR Soudani SamiDocument5 pagesDevoire de Synthése N°1 - Technique - 1ére Année Secondaire (2019 - 2020) Lycée El Khadra36 - MR Soudani SamiZaineb LaouiniPas encore d'évaluation
- Visserie Et BoulonnerieDocument3 pagesVisserie Et BoulonnerieTresor SafouPas encore d'évaluation
- Guide Du Dessinateur Industriel 2003 PDFDocument338 pagesGuide Du Dessinateur Industriel 2003 PDFmohamed fourti100% (1)
- Production AutomatiséeDocument118 pagesProduction AutomatiséeFirass ChafaiPas encore d'évaluation
- Le Vérin PneumatiqueDocument7 pagesLe Vérin Pneumatiqueyouri59490Pas encore d'évaluation
- I-Mise en Situation:: (Voir Livre de TP Page 19) ConclusionDocument3 pagesI-Mise en Situation:: (Voir Livre de TP Page 19) Conclusionhammamin2008Pas encore d'évaluation
- Le TournageDocument11 pagesLe TournageEL Araouri AchrafPas encore d'évaluation
- TP AffutageDocument12 pagesTP AffutageEya EssayelPas encore d'évaluation
- Module Techniques D Usinage Mécanique Les Bases PDFDocument9 pagesModule Techniques D Usinage Mécanique Les Bases PDFMohamed SahilPas encore d'évaluation
- 16 EX9 PerceuseDocument1 page16 EX9 PerceuseChokri Atef100% (1)
- M01 - Métier Et Formation GE-ESA PDFDocument7 pagesM01 - Métier Et Formation GE-ESA PDFSaad Jlaidi0% (3)
- Centre Usinage Réglage003Document3 pagesCentre Usinage Réglage003Stephane Durel Mbida100% (2)
- Progression Programme 2STMDocument1 pageProgression Programme 2STMadil100% (1)
- 1 Contrôle CorrectionDocument6 pages1 Contrôle CorrectionChahida Elouahabi0% (1)
- D-Géometrie Des Outils Tournage PDFDocument4 pagesD-Géometrie Des Outils Tournage PDFRamzi Boug100% (1)
- m04 Marocetude - Com Analyse de Produits Et Gamme de Montage-Fm-TsmfmDocument133 pagesm04 Marocetude - Com Analyse de Produits Et Gamme de Montage-Fm-TsmfmYounes Elhamri75% (4)
- Filetage Taraudage 1 PDFDocument5 pagesFiletage Taraudage 1 PDFTriki BilelPas encore d'évaluation
- Fabrication Industrielle-Chapitre 2 PDFDocument61 pagesFabrication Industrielle-Chapitre 2 PDFiraoui jamal (Ebay)Pas encore d'évaluation
- Calcul Clavette2Document16 pagesCalcul Clavette2Adima SaidPas encore d'évaluation
- TOM TraçageDocument2 pagesTOM TraçageAina RATSIMBAZAFYPas encore d'évaluation
- Controle 02-2016-2017 - RepDocument4 pagesControle 02-2016-2017 - RepkhocinePas encore d'évaluation
- TP CompresseurDocument2 pagesTP CompresseurMohsen SaidiPas encore d'évaluation
- M4 - Fabrication de Pièces D'usinage Simples en Fraisage 45h 1er AnnéeDocument93 pagesM4 - Fabrication de Pièces D'usinage Simples en Fraisage 45h 1er AnnéeMOHAM BELHOUDAPas encore d'évaluation
- Technologie - STS Microtechniques - Fraisage HélicoïdalDocument9 pagesTechnologie - STS Microtechniques - Fraisage HélicoïdalHamza Elallam100% (1)
- DC-L3CFM Novembre 2020 FAO DR - CorrectionDocument4 pagesDC-L3CFM Novembre 2020 FAO DR - Correctionhannachi medaminePas encore d'évaluation
- Analyse FonctionnelleDocument3 pagesAnalyse FonctionnelleYoussef YouriPas encore d'évaluation
- M25 Dépannage Des Compresseurs Et de Moteurs Pneumatiques - 112706Document14 pagesM25 Dépannage Des Compresseurs Et de Moteurs Pneumatiques - 112706mohamed toumiPas encore d'évaluation
- Les Courroies - ExercicesDocument4 pagesLes Courroies - ExercicesDjamel DjamPas encore d'évaluation
- 1GM Cours Operations UsinageDocument5 pages1GM Cours Operations UsinageJairo ArmandoPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsD'EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsPas encore d'évaluation
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- Cours Electromecanique Usinage ManuelDocument48 pagesCours Electromecanique Usinage Manuelana ana100% (1)
- Universite 8 Mai 1945 Guelma ConformemenDocument283 pagesUniversite 8 Mai 1945 Guelma ConformemenmohamedouffaPas encore d'évaluation
- VentilationDocument20 pagesVentilationmohamedouffaPas encore d'évaluation
- 2021UPSLM014 ArchivageDocument233 pages2021UPSLM014 ArchivagemohamedouffaPas encore d'évaluation
- Creusement Des Ouvrages SouterrainsDocument80 pagesCreusement Des Ouvrages Souterrainsmohamedouffa100% (1)
- Creusement Des GaleriesDocument51 pagesCreusement Des GaleriesmohamedouffaPas encore d'évaluation
- Cours ProductionDocument24 pagesCours ProductionSamia OmranPas encore d'évaluation
- Béton Travaux Souterrains PDFDocument8 pagesBéton Travaux Souterrains PDFmohamedouffaPas encore d'évaluation
- Ac1 Calcul Stabilité PentesDocument42 pagesAc1 Calcul Stabilité Penteskarem754100% (1)
- Tassements Travaux SouterrainsDocument10 pagesTassements Travaux SouterrainsmohamedouffaPas encore d'évaluation
- Chapitre 5 LES PRINCIPAUX MOYENS DE RECONNAISSANCE PDFDocument7 pagesChapitre 5 LES PRINCIPAUX MOYENS DE RECONNAISSANCE PDFMarouane El AmeliPas encore d'évaluation
- Guide FreinageDocument7 pagesGuide FreinagemohamedouffaPas encore d'évaluation
- Cours Murs EcransDocument50 pagesCours Murs EcransmohamedouffaPas encore d'évaluation
- Chapitre I TunnelsDocument92 pagesChapitre I TunnelsAhmedEzzaytouni100% (1)
- Ac1 Calcul Stabilité PentesDocument42 pagesAc1 Calcul Stabilité Penteskarem754100% (1)
- TassementsDocument23 pagesTassementsmohamedouffaPas encore d'évaluation
- Art8-1 2Document8 pagesArt8-1 2rababsouiahPas encore d'évaluation
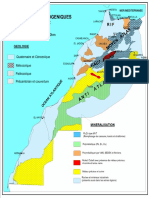
- Provinces Métallogéniquesmaroc PDFDocument1 pageProvinces Métallogéniquesmaroc PDFmohamedouffaPas encore d'évaluation
- Gestion Des Résidus de StérileDocument632 pagesGestion Des Résidus de StérileImad Soutaji100% (1)
- Boulonnage Des RochesDocument8 pagesBoulonnage Des RochesmohamedouffaPas encore d'évaluation
- Cyanuration AurifereDocument123 pagesCyanuration AuriferemohamedouffaPas encore d'évaluation
- Provinces MétallogéniquesMarocDocument1 pageProvinces MétallogéniquesMarocmohamedouffaPas encore d'évaluation
- Droit MinierDocument8 pagesDroit MiniermohamedouffaPas encore d'évaluation
- Le Manuel Du Technicien Photovoltaïque PDFDocument88 pagesLe Manuel Du Technicien Photovoltaïque PDFcompilerman200889% (9)
- 05b Dimensionnement Choix VérinDocument7 pages05b Dimensionnement Choix VérinYoussef Glissi100% (1)
- Laicité Et Etat CivilDocument10 pagesLaicité Et Etat CivilmohamedouffaPas encore d'évaluation
- 01 - Polycope ForageDocument61 pages01 - Polycope Foragehaouachem100% (8)
- Coursdephilosophie Albert MENDIRIDocument428 pagesCoursdephilosophie Albert MENDIRIStanislasPas encore d'évaluation
- Éric Geoffroy: Le Pluralisme Religieux en Islam, Ou La Conscience de L'altéritéDocument44 pagesÉric Geoffroy: Le Pluralisme Religieux en Islam, Ou La Conscience de L'altéritéFondapol100% (2)
- Code Minier PDFDocument46 pagesCode Minier PDFMarzouguiAlaPas encore d'évaluation
- Philosophie de La ReligionDocument37 pagesPhilosophie de La ReligionmohamedouffaPas encore d'évaluation