Vous aimerez peut-être aussi
- États de Surface - Caractérisation: Réf.: R1230 V2Document24 pagesÉtats de Surface - Caractérisation: Réf.: R1230 V2fra_ingPas encore d'évaluation
- SVT SynthèseDocument8 pagesSVT SynthèseMichael GuillienPas encore d'évaluation
- Calcul Regime TransitoirDocument109 pagesCalcul Regime Transitoirsecto sectoPas encore d'évaluation
- Etude Économique Sur Le Gain de Coût Des Projets Routiers en AfriqueDocument415 pagesEtude Économique Sur Le Gain de Coût Des Projets Routiers en Afriqueandregermainmbogba100% (1)
- Analyse Environnement COBOMI 02-07-08Document5 pagesAnalyse Environnement COBOMI 02-07-08Salma CasafibrePas encore d'évaluation
- UntitledDocument19 pagesUntitledHouda SahraouiPas encore d'évaluation
- Les Travaux ('Puis' Nord-Africains) (... )Document9 pagesLes Travaux ('Puis' Nord-Africains) (... )Albert Orlando CortésPas encore d'évaluation
- SVT TP5Document4 pagesSVT TP5gabsensPas encore d'évaluation
- Xsara Picasso - Revue TechniqueDocument152 pagesXsara Picasso - Revue TechniqueAPTEL Jean PierrePas encore d'évaluation
- 1 Portees Accreditees BTP V 22-12-2017-CompressedDocument199 pages1 Portees Accreditees BTP V 22-12-2017-CompressedRachid HasnaouiPas encore d'évaluation
- Liste Des Portees de Laboratoires BTP Et Genie Civil Accredites Au MAROCDocument215 pagesListe Des Portees de Laboratoires BTP Et Genie Civil Accredites Au MAROCKyser SosePas encore d'évaluation
- VW LT Manuale 1978Document57 pagesVW LT Manuale 1978Miguel MartinPas encore d'évaluation
- Portees - Accreditees - Labo - BTP - Version - 29 - 09 - 2016 PDFDocument185 pagesPortees - Accreditees - Labo - BTP - Version - 29 - 09 - 2016 PDFalioun sisse0% (1)
- Dechets - Industriels AngedDocument2 pagesDechets - Industriels AngednajlaPas encore d'évaluation
- Progressions Digitalisées PCT - Chime - Physique 2023 - 2024Document46 pagesProgressions Digitalisées PCT - Chime - Physique 2023 - 2024cedric vivienPas encore d'évaluation
- TNPF Pneus Moto 2006Document2 pagesTNPF Pneus Moto 2006Enzo MarottaPas encore d'évaluation
- Portées D'accréditations Labo BTP Version 04.2023 VFDocument292 pagesPortées D'accréditations Labo BTP Version 04.2023 VFImadeddine AHARDANEPas encore d'évaluation
- Plan Hydroéologie BTSDocument3 pagesPlan Hydroéologie BTSbrice mouadjePas encore d'évaluation
- Determination of The Wax Content of BitumenDocument10 pagesDetermination of The Wax Content of BitumenNatalia KovalovaPas encore d'évaluation
- 6 Cylin Diesel VWDocument57 pages6 Cylin Diesel VWmichaelovitch100% (8)
- Portees Accreditees BTP - CompressedDocument142 pagesPortees Accreditees BTP - CompressedMANERERPas encore d'évaluation
- Description Des Roches Et Des Massifs Rocheux PDF FreeDocument15 pagesDescription Des Roches Et Des Massifs Rocheux PDF FreeFayçal MorenoPas encore d'évaluation
- Portees Accreditees BTP - Version 08.07.2019 - 2019 - CompressedDocument258 pagesPortees Accreditees BTP - Version 08.07.2019 - 2019 - CompressedPaul Zephyrin AwonaPas encore d'évaluation
- Portées D'accréditations BTP - Version 09.07.2021Document259 pagesPortées D'accréditations BTP - Version 09.07.2021Snoumatrap TpbPas encore d'évaluation
- Soutenance J LOPEZDocument42 pagesSoutenance J LOPEZhamid elayadiPas encore d'évaluation
- Plan Des Pistes 7 LauxDocument2 pagesPlan Des Pistes 7 LauxABerserkPas encore d'évaluation
- Super AlliageDocument33 pagesSuper Alliagepierre.aybramPas encore d'évaluation
- Classement Sol 01Document23 pagesClassement Sol 01duniaPas encore d'évaluation
- BLPC 232 99-104Document5 pagesBLPC 232 99-104ishaq AllalPas encore d'évaluation
- Lextenso Étudiant - Introduction Au DroitDocument3 pagesLextenso Étudiant - Introduction Au DroitstefPas encore d'évaluation
- Lextenso Étudiant - Introduction Au Droit (Corrigé Détaillé)Document6 pagesLextenso Étudiant - Introduction Au Droit (Corrigé Détaillé)stefPas encore d'évaluation
- Dechets Boues Petrolieres WA 112023168Document2 pagesDechets Boues Petrolieres WA 112023168makramPas encore d'évaluation
- Données Thermochimiques Nécessaires Aux Bilans ThermiquesDocument25 pagesDonnées Thermochimiques Nécessaires Aux Bilans ThermiquesRemi Joel Boris EssecofyPas encore d'évaluation
- Beddiar-Mohamed Ali (1) - CopieDocument65 pagesBeddiar-Mohamed Ali (1) - CopieAnis SELLAMPas encore d'évaluation
- Reacteur FermenteurDocument26 pagesReacteur FermenteurMolduc HarryPas encore d'évaluation
- Chimie IndustrielleDocument11 pagesChimie Industriellenadjib62Pas encore d'évaluation
- Évaporation - Principes Généraux: Réf.: F3003 V1Document24 pagesÉvaporation - Principes Généraux: Réf.: F3003 V1FATHIA RAHMANIPas encore d'évaluation
- Recherche de Polluant Dans L'environnement (Sol Équin)Document1 pageRecherche de Polluant Dans L'environnement (Sol Équin)Steevenson KolaniPas encore d'évaluation
- Remblais Et Couche de FormeDocument4 pagesRemblais Et Couche de FormeMaman1Pas encore d'évaluation
- 02 X TI Polymerisation en ChaîneDocument23 pages02 X TI Polymerisation en Chaînemoine dorotheePas encore d'évaluation
- Techniques Ingé PhosphatationDocument33 pagesTechniques Ingé Phosphatationxv kipPas encore d'évaluation
- Finale Recours Bac2 - Geo - Session1 FinDocument2 pagesFinale Recours Bac2 - Geo - Session1 FinEgide Ilunga MpianaPas encore d'évaluation
- LPseismeDocument16 pagesLPseismeernest muhasaPas encore d'évaluation
- UntitledDocument97 pagesUntitledES-SADIKIPas encore d'évaluation
- Pétrole Et Énergie Au SENEGALDocument23 pagesPétrole Et Énergie Au SENEGALdiop100% (1)
- Analyse Béton FraisDocument2 pagesAnalyse Béton FraisHassan Amerzag100% (1)
- Article Travaux - Mai 2011 - Renforcement de Sol Sous Réservoirs GNL 3Z À ArzewDocument7 pagesArticle Travaux - Mai 2011 - Renforcement de Sol Sous Réservoirs GNL 3Z À ArzewTriki SamirPas encore d'évaluation
- Mastère Ben Abdallah Randa' PDFDocument93 pagesMastère Ben Abdallah Randa' PDFMejri Mouhamed AliPas encore d'évaluation
- Pareto MaintenanceDocument3 pagesPareto MaintenanceWalidPas encore d'évaluation
- Corrélation Entre Les Propriétés Des SolsDocument13 pagesCorrélation Entre Les Propriétés Des SolsDY SAXPas encore d'évaluation
- 02 X TI Polymérisation Méchanisme AnnDocument23 pages02 X TI Polymérisation Méchanisme Annmoine dorotheePas encore d'évaluation
- Mélange Des Milieux Pâteux de Rhéologie Complexe. Théorie: Hervé DesplanchesDocument20 pagesMélange Des Milieux Pâteux de Rhéologie Complexe. Théorie: Hervé Desplanchesimen mehriPas encore d'évaluation
- Portées D'accréditations BTP - Version 01.2022Document284 pagesPortées D'accréditations BTP - Version 01.2022HichamSalamaPas encore d'évaluation
- PhysiqueDocument1 pagePhysiqueMokhtarBensaidPas encore d'évaluation
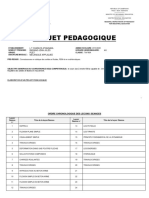
- Projet Pédagogique Méca Tle F4BADocument9 pagesProjet Pédagogique Méca Tle F4BAOnguetou JulesPas encore d'évaluation
- Détermination de L'angularité Des Gravillons Et Des SablesDocument10 pagesDétermination de L'angularité Des Gravillons Et Des SablesMed MohamedPas encore d'évaluation
- 2021 03 Plaquette Information Artisans Particuliers 1617011400Document2 pages2021 03 Plaquette Information Artisans Particuliers 1617011400Rim KhemiriPas encore d'évaluation
- Transbaltica10.1007 - 978-3-030-94774-3 FRDocument19 pagesTransbaltica10.1007 - 978-3-030-94774-3 FROusseini SidibePas encore d'évaluation
- Importing LNGDocument3 pagesImporting LNGOusseini SidibePas encore d'évaluation
- PersusDocument1 pagePersusOusseini SidibePas encore d'évaluation
- Formulaire MedicalDocument1 pageFormulaire MedicalOusseini SidibePas encore d'évaluation
- Implosion D'une Canette 1Document3 pagesImplosion D'une Canette 1baraka youssefPas encore d'évaluation
- Chapitre1+++++mesure de PressionDocument32 pagesChapitre1+++++mesure de PressionMiliani Ahmed100% (1)
- Specific Properties of Supercritical Fluids For Fast and Exothermic Reactive SystemsDocument308 pagesSpecific Properties of Supercritical Fluids For Fast and Exothermic Reactive SystemsAstridPas encore d'évaluation
- Chapitre 6 Dynamique Des Fluides Non-NewtoniensDocument3 pagesChapitre 6 Dynamique Des Fluides Non-NewtoniensAya DgmPas encore d'évaluation
- Chapitre 3Document22 pagesChapitre 3hmedhichri02Pas encore d'évaluation
- Les Différents Types de SoudageDocument7 pagesLes Différents Types de SoudageHamada Hamada100% (2)
- Techniques Des FluidesDocument14 pagesTechniques Des FluidesNdendenguiPas encore d'évaluation
- M1 CP Examen 2021Document2 pagesM1 CP Examen 2021safia taibaouiPas encore d'évaluation
- Dist Chap1Document15 pagesDist Chap1henry0% (1)
- ViscositDocument7 pagesViscositmedali_bPas encore d'évaluation
- Os Chimie Chap1 p39-40 ExercicesDocument2 pagesOs Chimie Chap1 p39-40 ExercicesCassandra MaaloufPas encore d'évaluation
- Memoire Version Finale Corrigé M. OLOUDE A.O. Honoré Et M. IDJI K. ElidjaDocument68 pagesMemoire Version Finale Corrigé M. OLOUDE A.O. Honoré Et M. IDJI K. ElidjaJojo AssouPas encore d'évaluation
- HVAC RefrigerationDocument200 pagesHVAC RefrigerationMohamed Rjeb100% (2)
- Les CondenseursDocument9 pagesLes Condenseursabdessamad CHADDOUPas encore d'évaluation
- Chapitre 5 CryogénieDocument6 pagesChapitre 5 Cryogéniellagrang100% (1)
- 7-Le Gaz NaturelDocument11 pages7-Le Gaz NaturelHassen Hadir100% (1)
- C3 S1 PC 1AC FR EX 9 WWW - DIMASCHOOL.COM - 2Document1 pageC3 S1 PC 1AC FR EX 9 WWW - DIMASCHOOL.COM - 2mariam chokairiPas encore d'évaluation
- BITZER Agregaty Skraplajace PDFDocument32 pagesBITZER Agregaty Skraplajace PDFcommercial acicsarlPas encore d'évaluation
- 1ER-PC-CHAP 05 ExercicesDocument72 pages1ER-PC-CHAP 05 Exercicesarthur pasquetPas encore d'évaluation
- Le Photovoltaïque - Master EER2023students1-fDocument55 pagesLe Photovoltaïque - Master EER2023students1-fFadma FatahPas encore d'évaluation
- Coefficients ThermoelastiquesDocument12 pagesCoefficients ThermoelastiquesAsmaa FelidjPas encore d'évaluation
- TD Centrale Thermique - Cycle VapeurDocument2 pagesTD Centrale Thermique - Cycle Vapeur22073 22073100% (1)
- Travaux Pratiques de Mécanique Des Fluides: ObjectifsDocument23 pagesTravaux Pratiques de Mécanique Des Fluides: ObjectifsKilani NihedPas encore d'évaluation
- TD RefrigerateurDocument4 pagesTD RefrigerateurAmine BenjamiaPas encore d'évaluation
- Diagramme de MollierDocument5 pagesDiagramme de MollierAlphonse OwolabiPas encore d'évaluation
- Diagramme Air Humide EcodimeDocument20 pagesDiagramme Air Humide EcodimeAbdelillah feghoulPas encore d'évaluation
- Support de Cours Part I - Climatisation Solaire MGCME FSB MASTERE 2017Document38 pagesSupport de Cours Part I - Climatisation Solaire MGCME FSB MASTERE 2017Amine AlouiPas encore d'évaluation
- 11BAC - Rapport InspectionDocument11 pages11BAC - Rapport Inspectionenergy techPas encore d'évaluation
- Corrige D'exercices en HydrologieDocument6 pagesCorrige D'exercices en HydrologieMustafa Mostafa100% (2)
- Poly 13x14 BinairesDocument33 pagesPoly 13x14 BinairesMohammed Az-GOUNDERPas encore d'évaluation