Vous aimerez peut-être aussi
- E848170000 D1A1521206 AmdecDocument7 pagesE848170000 D1A1521206 AmdeckhaledPas encore d'évaluation
- 2-8-MSA Analy System MesureDocument57 pages2-8-MSA Analy System Mesureelyes elyesPas encore d'évaluation
- Value Stream MappingDocument31 pagesValue Stream MappingKhalid HajirPas encore d'évaluation
- Classeur1 (MSA&MSP ET Traitement de Non Conf)Document11 pagesClasseur1 (MSA&MSP ET Traitement de Non Conf)Trabelsi MoncefPas encore d'évaluation
- PR htl4017-4014 Tier3-Tier2 E06.08Document577 pagesPR htl4017-4014 Tier3-Tier2 E06.08michaelPas encore d'évaluation
- Dauphin n3Document11 pagesDauphin n3kushankvjPas encore d'évaluation
- Ac Acs Plus 7-11-15s+opt11Document52 pagesAc Acs Plus 7-11-15s+opt11civodulPas encore d'évaluation
- 04 - Tds - Analyse de ParetoDocument7 pages04 - Tds - Analyse de ParetoSalah Eddine Chouikh100% (1)
- Bosch Efi - TechservicepartsDocument18 pagesBosch Efi - TechservicepartsdetworkshopPas encore d'évaluation
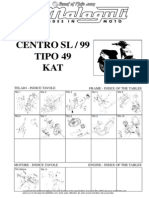
- CR Centro SL 50 99 KatDocument15 pagesCR Centro SL 50 99 KatGuse MarcelPas encore d'évaluation
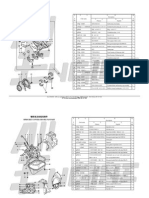
- Liste de Pièces 2Document2 pagesListe de Pièces 2Walid RzigPas encore d'évaluation
- 10-2 - TD - Indicateurs en Maintenance - Analyse de ParetoDocument8 pages10-2 - TD - Indicateurs en Maintenance - Analyse de ParetoHouciin El Maalem67% (3)
- Spare Parts Karcher - MISTRAL DS 2690 TDocument15 pagesSpare Parts Karcher - MISTRAL DS 2690 TosenlopPas encore d'évaluation
- Moteur lj276mt2Document18 pagesMoteur lj276mt2Hervé Dorvaux100% (1)
- RT EngineeringDataDocument17 pagesRT EngineeringDataCristian Contreras PerezPas encore d'évaluation
- Valve de RemplissageDocument8 pagesValve de RemplissageWalid RzigPas encore d'évaluation
- 97-04 Aixam 400 PDFDocument52 pages97-04 Aixam 400 PDFlucian_201050% (2)
- C-List 500 H A3 SpeedDocument12 pagesC-List 500 H A3 SpeedtechlabPas encore d'évaluation
- 724 - 904 - Catalogue de Pieces de RechangeDocument73 pages724 - 904 - Catalogue de Pieces de RechangenicolasPas encore d'évaluation
- TOUT Equipement 280SLCDocument9 pagesTOUT Equipement 280SLCALBATROSPas encore d'évaluation
- Dodge Tigear 2 20Document8 pagesDodge Tigear 2 20eecsacPas encore d'évaluation
- Spare Parts List WMF1400Document47 pagesSpare Parts List WMF1400bv_36100% (1)
- Catalogue Mot Perkins1104c-44 (7t)Document150 pagesCatalogue Mot Perkins1104c-44 (7t)goxmad100% (1)
- Moteur - Briggs Stratton - 31a607 0125 b1 - Vue Eclatee Liste Des PiecesDocument25 pagesMoteur - Briggs Stratton - 31a607 0125 b1 - Vue Eclatee Liste Des PiecesBenoît MARTINPas encore d'évaluation
- PSRPT 2018-04-17 16.58.22Document6 pagesPSRPT 2018-04-17 16.58.22semahPas encore d'évaluation
- 12H802-1824-B1 Sélection: Cames, Arbre À Cames, Vilebrequin, Cylindre, Carter D'huile Moteur, Kit/joints, Graissage, Groupe deDocument21 pages12H802-1824-B1 Sélection: Cames, Arbre À Cames, Vilebrequin, Cylindre, Carter D'huile Moteur, Kit/joints, Graissage, Groupe delazhorPas encore d'évaluation
- Mahle 2010 AP CompleteDocument20 pagesMahle 2010 AP CompleteAba AbbyPas encore d'évaluation
- Coupleur HydrauliqueDocument3 pagesCoupleur HydrauliqueAdnan Abu MohamedPas encore d'évaluation
- MXL0Document13 pagesMXL0semahPas encore d'évaluation
- Emerson PDFDocument196 pagesEmerson PDFLuis ArmandoPas encore d'évaluation
- Ton Kho 22-6-2012Document170 pagesTon Kho 22-6-2012luongan1983Pas encore d'évaluation
- N° Référence DésignationDocument8 pagesN° Référence Désignationakram aissaPas encore d'évaluation
- S07 Poclain Multidisk Brakes MS18 BDocument11 pagesS07 Poclain Multidisk Brakes MS18 BMoises GmPas encore d'évaluation
- Atf 80 4Document17 pagesAtf 80 4Otto Heinrich WehmannPas encore d'évaluation
- Peças de Reposição - TFC46Document668 pagesPeças de Reposição - TFC46Roberio Barros100% (2)
- MR353VELSATIS1Document474 pagesMR353VELSATIS1phil_turboPas encore d'évaluation
- RAPPORT DE MISSION TVX GS2 de Medouneu À MITZIC V2 (Récupéré)Document5 pagesRAPPORT DE MISSION TVX GS2 de Medouneu À MITZIC V2 (Récupéré)ntllionnelPas encore d'évaluation
- Whirlpool Ach 807 808-01 (ET)Document7 pagesWhirlpool Ach 807 808-01 (ET)Raluca Georgiana ManolePas encore d'évaluation
- MR 295 Clio 1Document430 pagesMR 295 Clio 1Lina Calderon100% (2)
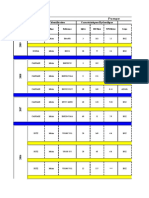
- Base Des Donn EsDocument43 pagesBase Des Donn EsAhmed BoussoffaraPas encore d'évaluation
- 02-SQF 3a-10Document12 pages02-SQF 3a-10zhonghaonigerPas encore d'évaluation
- (91 07 426 08) Groupe D'entrainement, Premonte - 20240330 - 110541Document3 pages(91 07 426 08) Groupe D'entrainement, Premonte - 20240330 - 110541ISMAIL GHABIAPas encore d'évaluation
- Einstellpotentiometer Ke-Jetronic 2017Document9 pagesEinstellpotentiometer Ke-Jetronic 2017PrudencioTeodosioPas encore d'évaluation
- Gavina GT F Confort InstaladorDocument18 pagesGavina GT F Confort Instaladorjuan carlosPas encore d'évaluation
- Service Bulletin HY30 3207 EU 147 WebDocument24 pagesService Bulletin HY30 3207 EU 147 WebthierrylindoPas encore d'évaluation
- Unite 25 Manuel OpératoireDocument201 pagesUnite 25 Manuel OpératoireAbdessalem BougoffaPas encore d'évaluation
- Inspection Report LHM 550 Serial Number 141254 (Enregistré Automatiquement)Document9 pagesInspection Report LHM 550 Serial Number 141254 (Enregistré Automatiquement)Gorgui Souleymane DIENGPas encore d'évaluation
- P15A0, P15A1, P15A8 Pression D'huile PSADocument10 pagesP15A0, P15A1, P15A8 Pression D'huile PSAChristian MillonPas encore d'évaluation
- PCT 339817jDocument25 pagesPCT 339817jjosuePas encore d'évaluation
- Norma TecnicaDocument2 235 pagesNorma Tecnicaivan0% (1)
- Moteurs Asynchrone Ie4Document8 pagesMoteurs Asynchrone Ie4YùriJiroùÈchiroPas encore d'évaluation
- 1000 Entretien Transmission BT808Document2 pages1000 Entretien Transmission BT808Hassan NouwaliPas encore d'évaluation
- 09 - Pieces de Rechange Iveco N 67 MsaeDocument79 pages09 - Pieces de Rechange Iveco N 67 MsaeOusmane DiakitéPas encore d'évaluation
- Vmi Berto Italia Spiral Mixer Spi 400 1998 ManualDocument29 pagesVmi Berto Italia Spiral Mixer Spi 400 1998 ManualjavierPas encore d'évaluation
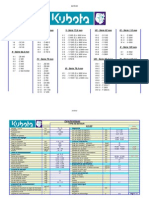
- Aprietes KubotaDocument78 pagesAprietes KubotaJOSEALBERICH80% (5)
- 13 Master GazDocument63 pages13 Master GazchkzaPas encore d'évaluation
- 020581-CPFG05-49ER-2311 Volume II Système 23-27-38 Manuel Opératoire Pour TurbinesDocument432 pages020581-CPFG05-49ER-2311 Volume II Système 23-27-38 Manuel Opératoire Pour TurbinesAbdessalem BougoffaPas encore d'évaluation
- Kaltstartventile 2022Document9 pagesKaltstartventile 2022Victor ZhicayPas encore d'évaluation
- Eta252 511Document20 pagesEta252 511José F. MartinezPas encore d'évaluation
- DR - Antidemarrage Citroen Et RenaultDocument6 pagesDR - Antidemarrage Citroen Et Renaultaymendab100% (1)
- LE CIRCUIT IMPRIME .-ConvertiDocument3 pagesLE CIRCUIT IMPRIME .-Convertiسعيد تامرPas encore d'évaluation
- Reglement Interieur AiehtpDocument5 pagesReglement Interieur AiehtpTaha BenPas encore d'évaluation
- Inf1600 Devoir 01Document3 pagesInf1600 Devoir 01Ahmed GafsiPas encore d'évaluation
- Therm - Stockage Et Aliment. Gaz FuelDocument72 pagesTherm - Stockage Et Aliment. Gaz FuelNizarChouchenePas encore d'évaluation
- Introduction À La Notion D'ordiDocument2 pagesIntroduction À La Notion D'ordikabi6713Pas encore d'évaluation
- Bac-Blanc LGM - 2021Document5 pagesBac-Blanc LGM - 2021Sébastien ONDO MINKOPas encore d'évaluation
- BNT Is Normal 2021Document25 pagesBNT Is Normal 2021YS ConsultingPas encore d'évaluation
- Classif CoursDocument86 pagesClassif Courskistidi33Pas encore d'évaluation
- LINFO1101Document10 pagesLINFO1101itsamePas encore d'évaluation
- Boulonnerie Visserie CoursDocument10 pagesBoulonnerie Visserie CoursRizouga AbdallahPas encore d'évaluation
- Planification D'urgenceDocument20 pagesPlanification D'urgenceABADI NAHIDPas encore d'évaluation
- 796Document8 pages796Simo SimoPas encore d'évaluation
- Les Abaques Multiplaz 3500Document5 pagesLes Abaques Multiplaz 3500Nacer MezghichePas encore d'évaluation
- Descriprion Procédé de PlâtreDocument3 pagesDescriprion Procédé de PlâtreErick basiluaPas encore d'évaluation
- PPA Solutions DownloadDocument16 pagesPPA Solutions DownloadSam BroisePas encore d'évaluation
- VERDITDocument27 pagesVERDITAya SePas encore d'évaluation
- Teufel ShopDocument1 pageTeufel ShopCaractère ExclusivePas encore d'évaluation
- A ImprimerDocument14 pagesA ImprimerhsnghhPas encore d'évaluation
- These Finale Gravé Sur DisqueDocument146 pagesThese Finale Gravé Sur DisqueMarie DaguidamPas encore d'évaluation
- Courroies Dentées ATN 1207Document8 pagesCourroies Dentées ATN 1207Claudine Elisseev100% (2)
- Script D'appel EntrantDocument2 pagesScript D'appel EntrantAudry Lucious Lyon100% (1)
- GACDocument2 pagesGACTelli Noel theaPas encore d'évaluation
- Communiquer Marjane Sapino - VFDocument2 pagesCommuniquer Marjane Sapino - VFFati FlourPas encore d'évaluation
- CV Ferdinand KAHENGA E VDocument2 pagesCV Ferdinand KAHENGA E VAnonymous KrNlWdkzcPas encore d'évaluation
- CNOM 2012 30 Juin 2013Document92 pagesCNOM 2012 30 Juin 2013micahloisvalmoriaPas encore d'évaluation
- TD Estimation 2022 2023Document2 pagesTD Estimation 2022 2023Mariam GueyePas encore d'évaluation
- Module 1 1 Gestion Des Investissements - Et - NVDocument30 pagesModule 1 1 Gestion Des Investissements - Et - NVTasnime NissadPas encore d'évaluation
- Application Mobile Netbeans PDFDocument18 pagesApplication Mobile Netbeans PDFABDELKADER GUENAIZIPas encore d'évaluation
- Ex06 - Etage D'adaptationDocument6 pagesEx06 - Etage D'adaptationAissa KalachePas encore d'évaluation