Vous aimerez peut-être aussi
- Le Matériau AcierDocument11 pagesLe Matériau AcierSaidDiasPas encore d'évaluation
- Boulons Dans Le BatimentDocument14 pagesBoulons Dans Le BatimentAnonymous FBFoaVMuPas encore d'évaluation
- Fiche Aciers de Charpente MétalliqueDocument3 pagesFiche Aciers de Charpente MétalliqueMark budrew100% (1)
- Valeurs Dureté Aciers + Divers TOPDocument18 pagesValeurs Dureté Aciers + Divers TOPJohakim974Pas encore d'évaluation
- DS CM GCV2 2019 2020Document2 pagesDS CM GCV2 2019 2020douoPas encore d'évaluation
- 6 Pieds de PoteauxDocument4 pages6 Pieds de Poteauxعہبد الہحہلہيہمPas encore d'évaluation
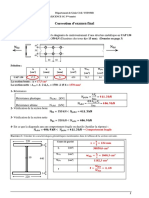
- Correction D'examen Final CMDocument2 pagesCorrection D'examen Final CMCara mellaPas encore d'évaluation
- Chapitre 5Document54 pagesChapitre 5Wajdi SaidPas encore d'évaluation
- Achar2Bases de Calcul de lEC3Document19 pagesAchar2Bases de Calcul de lEC3Omar OmarPas encore d'évaluation
- Examen Session Rattrapage CM Et CAC GCV2 2020 2021Document3 pagesExamen Session Rattrapage CM Et CAC GCV2 2020 2021douoPas encore d'évaluation
- STI2D Et236 Proprietes MecaniquesDocument5 pagesSTI2D Et236 Proprietes MecaniquesAsma SalmaPas encore d'évaluation
- Cours CM CGV2Document138 pagesCours CM CGV2sahar omranePas encore d'évaluation
- Chapitre 1 GénéralitéDocument14 pagesChapitre 1 GénéralitéOuleydiPas encore d'évaluation
- 5 EC01 EC1 Action NeigeDocument29 pages5 EC01 EC1 Action NeigeFayza BELOUAFIPas encore d'évaluation
- CH 06 Les Assemblages Soudés Sayeh 2018Document10 pagesCH 06 Les Assemblages Soudés Sayeh 2018Ni NouchaPas encore d'évaluation
- Historique de La Désignation Des AciersDocument10 pagesHistorique de La Désignation Des Aciersg33k59100% (2)
- Fiche 13 - Charpente Industrielle 2020Document8 pagesFiche 13 - Charpente Industrielle 2020Frankie KowaPas encore d'évaluation
- Cours PDFDocument260 pagesCours PDFDimitri NtimbanePas encore d'évaluation
- Chap1 Cm2 Suptp 2022Document26 pagesChap1 Cm2 Suptp 2022Elhadji Mayacine NguiranePas encore d'évaluation
- Assemblages Sous Chargement StatiqueDocument21 pagesAssemblages Sous Chargement StatiquemlamourPas encore d'évaluation
- EX 7-10 Eléments Comprimés Et FléchisDocument10 pagesEX 7-10 Eléments Comprimés Et FléchisLahlou DahmaniPas encore d'évaluation
- OM - Contrôle 2014 - Correction - VBDocument8 pagesOM - Contrôle 2014 - Correction - VBMarioPas encore d'évaluation
- GCI 210 Résistance Des MatériauxDocument4 pagesGCI 210 Résistance Des Matériauxmarf1912Pas encore d'évaluation
- AssemblageDocument74 pagesAssemblageKKDPPas encore d'évaluation
- CM Deversement Elastique Construction Metallique GaleaDocument25 pagesCM Deversement Elastique Construction Metallique GaleaNassim MthPas encore d'évaluation
- BTP 111-TD 4Document6 pagesBTP 111-TD 4AbdelaliJlioui100% (1)
- PDF - Cours7Document17 pagesPDF - Cours7Simon HoudePas encore d'évaluation
- Assemblages en CMDocument48 pagesAssemblages en CMPapa NdiayePas encore d'évaluation
- Cours ACIERS DE CONSTRUCTIONDocument5 pagesCours ACIERS DE CONSTRUCTIONCarmen AdlerPas encore d'évaluation
- CH 4 Structure 2Document25 pagesCH 4 Structure 2faty brddPas encore d'évaluation
- Chapitre 1 LIC 3Document14 pagesChapitre 1 LIC 3Marie NDOURPas encore d'évaluation
- Tableau Des Propriétés Des Matériaux Pour L'acier de Construction S235, S275, S355, S420Document4 pagesTableau Des Propriétés Des Matériaux Pour L'acier de Construction S235, S275, S355, S420Abdelkader KarimPas encore d'évaluation
- RMChap3 (Traction) Exemple SupDocument5 pagesRMChap3 (Traction) Exemple Supcephas Ntonkoka100% (1)
- Dilatation 20et 20retraitDocument7 pagesDilatation 20et 20retraitKamel FedaouiPas encore d'évaluation
- Technologie General La Charpente MétalliqueDocument1 pageTechnologie General La Charpente MétalliqueSaid BenayadPas encore d'évaluation
- Aaa RMChap3 (Traction) ExSup PDFDocument6 pagesAaa RMChap3 (Traction) ExSup PDFTriki BilelPas encore d'évaluation
- CM1 Lassaâd PDFDocument161 pagesCM1 Lassaâd PDFEmna HadidiPas encore d'évaluation
- Etude Climatique RNVA2013Document33 pagesEtude Climatique RNVA2013Zakarya BenzPas encore d'évaluation
- Epreuve Procede de ConstructionDocument2 pagesEpreuve Procede de ConstructionAhmed Said NgamliyaPas encore d'évaluation
- Zidi CoursmatériauxDocument40 pagesZidi CoursmatériauxAhmed WalidPas encore d'évaluation
- Metallique Dimensionnement-LiaisonsDocument11 pagesMetallique Dimensionnement-LiaisonsmohamedPas encore d'évaluation
- Chap2 Cm2 Suptp 2022Document23 pagesChap2 Cm2 Suptp 2022Elhadji Mayacine Nguirane100% (1)
- 1810 Berard Statique VoutesDocument183 pages1810 Berard Statique Voutesemmanuel nuñez ruiz100% (1)
- ESITC CM00 SommaireDocument6 pagesESITC CM00 SommairelecaudeyPas encore d'évaluation
- Diapos APKDocument65 pagesDiapos APKFarahPas encore d'évaluation
- CNAM ResistanceDesMateriaux3 Annee2009-2010 Chapitre4Document12 pagesCNAM ResistanceDesMateriaux3 Annee2009-2010 Chapitre4Youssef AouniPas encore d'évaluation
- Résistance Des ÉlémentsDocument7 pagesRésistance Des Élémentsaams_sPas encore d'évaluation
- Cours 3-CTN 318Document62 pagesCours 3-CTN 318sbahadaPas encore d'évaluation
- Ccma 97 Et Ec3 Pot Flechis Et CompDocument63 pagesCcma 97 Et Ec3 Pot Flechis Et Compbrrakoto9094Pas encore d'évaluation
- Projet CM PortiquesDocument22 pagesProjet CM PortiquesAymen RahmouniPas encore d'évaluation
- Generalites Sur Les Ouvrages MetalliquesDocument5 pagesGeneralites Sur Les Ouvrages MetalliquesAnonymous d9aSnKrkPas encore d'évaluation
- Le Phénomène de StrictionDocument18 pagesLe Phénomène de StrictionAbir BenyahiaPas encore d'évaluation
- EcrouissageDocument4 pagesEcrouissageAlexis0% (1)
- Charpente MetalliqueDocument55 pagesCharpente Metalliqueayouta rezguiPas encore d'évaluation
- Sélection de Récapitulatifs MUR 02Document10 pagesSélection de Récapitulatifs MUR 02Bouaya oussamaPas encore d'évaluation
- CM ST4 06.ppsDocument104 pagesCM ST4 06.ppsNQT243Pas encore d'évaluation
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceD'EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficacePas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Feuillard11 Métallurgie SoudageDocument2 pagesFeuillard11 Métallurgie Soudagecisar0007Pas encore d'évaluation
- ODocument4 pagesOCasa Rabat CommercePas encore d'évaluation
- ST T61-L61Document8 pagesST T61-L61mohamed0167Pas encore d'évaluation
- ST T61-P61Document12 pagesST T61-P61mohamed0167Pas encore d'évaluation
- ST T60-P60Document10 pagesST T60-P60mohamed0167Pas encore d'évaluation
- ST T54-P54Document8 pagesST T54-P54mohamed0167Pas encore d'évaluation
- ST T55-P55Document8 pagesST T55-P55mohamed0167Pas encore d'évaluation
- ST T49-P49Document10 pagesST T49-P49mohamed0167Pas encore d'évaluation
- Specification Technique ST ONE #T14-P14Document11 pagesSpecification Technique ST ONE #T14-P14mohamed0167Pas encore d'évaluation
- ST T29-P29Document8 pagesST T29-P29mohamed0167Pas encore d'évaluation
- ST T46-P46Document12 pagesST T46-P46mohamed0167Pas encore d'évaluation
- ST T26-P26Document11 pagesST T26-P26mohamed0167Pas encore d'évaluation
- Specification Technique One ST #T25 - P25: Transformateurs de Puissance THT/HT/MTDocument30 pagesSpecification Technique One ST #T25 - P25: Transformateurs de Puissance THT/HT/MTmohamed0167Pas encore d'évaluation
- Specification Technique One ST #D60 - P60: Transformateurs de Puissance MT/BTDocument11 pagesSpecification Technique One ST #D60 - P60: Transformateurs de Puissance MT/BTmohamed0167Pas encore d'évaluation
- Specification Technique One ST #D61 - P61: Cellules Préfabriquées MTDocument11 pagesSpecification Technique One ST #D61 - P61: Cellules Préfabriquées MTmohamed0167Pas encore d'évaluation
- Specification Technique ST ONE #T06-P06Document17 pagesSpecification Technique ST ONE #T06-P06mohamed0167Pas encore d'évaluation
- Specification Technique One ST #D66 - P66: Coffrets de Comptage Pour Clients Moyenne TensionDocument13 pagesSpecification Technique One ST #D66 - P66: Coffrets de Comptage Pour Clients Moyenne Tensionmohamed0167Pas encore d'évaluation
- Protection Cathodique PDFDocument80 pagesProtection Cathodique PDFMohamed Rjeb85% (13)
- Metallium Catalogue Profil S PDFDocument148 pagesMetallium Catalogue Profil S PDFamjed_de_enimPas encore d'évaluation
- CPHY-203 Famille D Elements Fiche ProfesseurDocument10 pagesCPHY-203 Famille D Elements Fiche ProfesseurCAROLINA VIÑAS SANTOSPas encore d'évaluation
- Alternate Materials - 1Document29 pagesAlternate Materials - 1pvssrh9929Pas encore d'évaluation
- Série N°3Document2 pagesSérie N°3kim namjoon100% (1)
- Magnesium Et AlliagesDocument2 pagesMagnesium Et AlliagesChristopher Sevilla (EXPERT HYDROGENE)Pas encore d'évaluation
- Exercice Physique 04 PDFDocument4 pagesExercice Physique 04 PDFأحمد الرفاعي جريفPas encore d'évaluation
- Les Douille À Billes PDFDocument50 pagesLes Douille À Billes PDFNadia DridiPas encore d'évaluation
- Kendu Cat2021Document283 pagesKendu Cat2021Mecaninor MecanizadosPas encore d'évaluation
- Aciers de Construction Nuances A Usinabilite Amelioree: Cette Norme REMPLACE La Norme S531101Document4 pagesAciers de Construction Nuances A Usinabilite Amelioree: Cette Norme REMPLACE La Norme S531101Miguel QueirosPas encore d'évaluation
- Série Réaction RédoxDocument2 pagesSérie Réaction Rédoxاپن فلسىطين المتمرد شخصىيآPas encore d'évaluation
- Technologie de Base (Cours #02)Document8 pagesTechnologie de Base (Cours #02)Your Tech100% (1)
- TD ElectrochimieDocument2 pagesTD ElectrochimieYahia chenna100% (1)
- Fiches PathologieDocument4 pagesFiches PathologieSamiRachidi RachidiPas encore d'évaluation
- Normes de Nomenclature Des MatériauxDocument20 pagesNormes de Nomenclature Des MatériauxAlex Dnp03Pas encore d'évaluation
- Métallurgie Des MétauxDocument11 pagesMétallurgie Des MétauxLoulou rifiaPas encore d'évaluation
- Devoir 2 Modele 2 Physique Chimie 3ac Semestre 1Document2 pagesDevoir 2 Modele 2 Physique Chimie 3ac Semestre 1larbi bassou100% (1)
- Meule À MainDocument2 pagesMeule À MainHamza 01100% (1)
- Zoom 941 Octobre2012Document14 pagesZoom 941 Octobre2012IbtiPas encore d'évaluation
- DOCUMENT HARMONISATION FM CM vf-1Document33 pagesDOCUMENT HARMONISATION FM CM vf-1Aziz KaborePas encore d'évaluation
- Feuilletage SciencesDocument14 pagesFeuilletage SciencesAbdoullah OuedraogoPas encore d'évaluation
- Chapitre 4Document6 pagesChapitre 4Zakaria AounPas encore d'évaluation
- Exercices Module 1Document25 pagesExercices Module 1audettecharlesPas encore d'évaluation
- Les Alliages Binaires Et Diagramme Fer Carbone - Rocd@cierDocument1 pageLes Alliages Binaires Et Diagramme Fer Carbone - Rocd@cierHoussam SaadPas encore d'évaluation
- Les Réactions de La LixiviationDocument11 pagesLes Réactions de La LixiviationCharles Walter100% (1)
- Revêtment Electrolétique de Zinc PDFDocument10 pagesRevêtment Electrolétique de Zinc PDFAksel SofianePas encore d'évaluation
- 2nde TP TableauDocument3 pages2nde TP Tableausidi mohamed el amine nekkalPas encore d'évaluation
- Regio and Stereoselective Hydrosilation of Abunsaturated Carbonyl Compounds PDFDocument276 pagesRegio and Stereoselective Hydrosilation of Abunsaturated Carbonyl Compounds PDFFahadQammarPas encore d'évaluation
- Correction CombustionDocument4 pagesCorrection CombustionUmmah ClPas encore d'évaluation
- 3e Cntphy 2013 11 26Document6 pages3e Cntphy 2013 11 26mohamedPas encore d'évaluation