Vous aimerez peut-être aussi
- Rapport de Stage Ocp - CompressDocument34 pagesRapport de Stage Ocp - CompressGhita BouzoubaaPas encore d'évaluation
- Les Transferts massifs d'eau: Outils de développement ou instruments de pouvoir ?D'EverandLes Transferts massifs d'eau: Outils de développement ou instruments de pouvoir ?Pas encore d'évaluation
- Maitrise Et Optimisation de La Filiere Boue de La Step de KhouribgaDocument79 pagesMaitrise Et Optimisation de La Filiere Boue de La Step de KhouribgaMr FlipoPas encore d'évaluation
- PFE Stage Master 2 - Corrigé PDF FinalfofanaDocument65 pagesPFE Stage Master 2 - Corrigé PDF FinalfofanaZakaria El FarrichaPas encore d'évaluation
- Cours Procédé de Séparation Khaless M2Document203 pagesCours Procédé de Séparation Khaless M2Manal ChaibPas encore d'évaluation
- Le Dessalement D'eau Au MarocDocument18 pagesLe Dessalement D'eau Au Marocabdelhamid.tairPas encore d'évaluation
- Oc P RDocument44 pagesOc P Rayoub0% (1)
- Maîtrise Et Optimisation de La Station de Traitement Et D'épuration de Khouribga Maroc - ECHAKRAOUI ZhourDocument18 pagesMaîtrise Et Optimisation de La Station de Traitement Et D'épuration de Khouribga Maroc - ECHAKRAOUI ZhourMahaPas encore d'évaluation
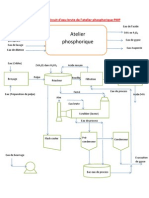
- Diagramme Bloc PhosphoriqueDocument1 pageDiagramme Bloc PhosphoriqueYounèss BourbiiPas encore d'évaluation
- Chrouqat SaadDocument36 pagesChrouqat SaadmansouriPas encore d'évaluation
- Optimisation de Traitement Des - ADIL Salah-Eddine - 3230 PDFDocument42 pagesOptimisation de Traitement Des - ADIL Salah-Eddine - 3230 PDFHamza KhamlichPas encore d'évaluation
- Technologie Membranaire Génie de Procédes Ssa Metaiche MehdiDocument83 pagesTechnologie Membranaire Génie de Procédes Ssa Metaiche MehdiAbdelhadi BentouamiPas encore d'évaluation
- Acide PhosphoriqueDocument234 pagesAcide Phosphoriqueksimo smara100% (1)
- La Gestion Des Déchets Industriels Au Niveau Des Installations Portuaires Du Pôle Industriel OCP Jorf Lasfar - Karmouda NourelhoDocument63 pagesLa Gestion Des Déchets Industriels Au Niveau Des Installations Portuaires Du Pôle Industriel OCP Jorf Lasfar - Karmouda NourelhoMerzouq IngPas encore d'évaluation
- Présentation SarraDocument13 pagesPrésentation Sarrahamdi guesmiPas encore d'évaluation
- Synthèse Par Voie Électrochimique de Nanostructures de Polymères Conducteurs Sans Emploi D'une Matrice Support: Applications Aux (Bio) CapteursDocument225 pagesSynthèse Par Voie Électrochimique de Nanostructures de Polymères Conducteurs Sans Emploi D'une Matrice Support: Applications Aux (Bio) CapteursCommerce GuelmaPas encore d'évaluation
- Rapport ORMVAHDocument65 pagesRapport ORMVAHHam ZAPas encore d'évaluation
- EtudeCas RabatDocument12 pagesEtudeCas RabatMohssine EL BajiPas encore d'évaluation
- Ms Hyd CherifDocument170 pagesMs Hyd CherifBernice HoungbemePas encore d'évaluation
- Soulaima Final 2015Document42 pagesSoulaima Final 2015Abderrahim BelmJouJPas encore d'évaluation
- Mémoire Fin EtudesDocument63 pagesMémoire Fin EtudesAbderrahim BelmJouJPas encore d'évaluation
- Traitements Des EauxDocument11 pagesTraitements Des EauxAya AlouaniPas encore d'évaluation
- Page de GardeDocument11 pagesPage de Gardenadia benmehdiaPas encore d'évaluation
- Le Traitement Des Eaux. OPDocument58 pagesLe Traitement Des Eaux. OPPardonné KiamessoPas encore d'évaluation
- MarrakechDocument4 pagesMarrakechSIMEDPas encore d'évaluation
- Ressource en Eau MarocDocument55 pagesRessource en Eau MarocAsmaa KasmiPas encore d'évaluation
- Pfe SanaDocument94 pagesPfe SanaMaha KahlaouiPas encore d'évaluation
- Step PDFDocument51 pagesStep PDFAbdou BakiaPas encore d'évaluation
- Rapport Stage 2A - FDocument36 pagesRapport Stage 2A - FMohammed Elhiyane43% (7)
- Rapport Projet Station de Traitement - ModèleDocument46 pagesRapport Projet Station de Traitement - Modèlesalaheddine bella100% (1)
- F PereiraDocument232 pagesF PereiraHamza Badri100% (1)
- STEP Fqih Ben SalehDocument1 pageSTEP Fqih Ben SalehZakaria11111Pas encore d'évaluation
- Etude Des Performances de Fonctionnement D'un Ouvrage Hydraulique: Cas de La Station de Dessalement D'eau de Chatt El Hilal de Beni SafDocument114 pagesEtude Des Performances de Fonctionnement D'un Ouvrage Hydraulique: Cas de La Station de Dessalement D'eau de Chatt El Hilal de Beni SafMoussa MoussaPas encore d'évaluation
- Drarga Eau UseeDocument20 pagesDrarga Eau UseeCertaf MaghnjaPas encore d'évaluation
- Chapitre IDocument27 pagesChapitre IMoujahed Farés100% (1)
- Station Boues ActivéDocument76 pagesStation Boues ActivéAghai Mohamed100% (1)
- Optimisation Générale Du Processus de Traitement Des Eaux Résiduaires de La CBGN - BAHI BouthaynaDocument59 pagesOptimisation Générale Du Processus de Traitement Des Eaux Résiduaires de La CBGN - BAHI BouthaynaFouad AdoumazPas encore d'évaluation
- 4 - Etude de Cas 1 Guide-Preselection-Site D'une DéchargeDocument80 pages4 - Etude de Cas 1 Guide-Preselection-Site D'une Déchargeافلام حصرية ومسرحياتPas encore d'évaluation
- SALMA AKHCHANE Commune Ain AoudaDocument30 pagesSALMA AKHCHANE Commune Ain AoudaMaintenance InformatiquePas encore d'évaluation
- Manuel Stockage Convoyage Dosage Mise en Flux para MetresDocument64 pagesManuel Stockage Convoyage Dosage Mise en Flux para Metresh.f.ahmed9003Pas encore d'évaluation
- Dossier Technique MBR 400 Dgapr Step Arjat 2Document19 pagesDossier Technique MBR 400 Dgapr Step Arjat 2Soufiane El RhaouasPas encore d'évaluation
- 120 Traitement Des Eaux UseesDocument4 pages120 Traitement Des Eaux UseesMohamed MehdiPas encore d'évaluation
- PDPGDMA MARRAKECH - M3 - 02 10 2019 VdefDocument81 pagesPDPGDMA MARRAKECH - M3 - 02 10 2019 VdefAbdelghani Ouchen100% (1)
- Stage de Fin de Formation 1Document32 pagesStage de Fin de Formation 1Abderrahim BelmJouJPas encore d'évaluation
- Rapport Final 7Document88 pagesRapport Final 7hamzaPas encore d'évaluation
- Cours LP Procédés Extensifs-Chenal AlgalDocument53 pagesCours LP Procédés Extensifs-Chenal AlgalAbdelouahed OutfarouinPas encore d'évaluation
- Liste Des Entreprises Ayant Signées Le Contrat de PerformanceDocument10 pagesListe Des Entreprises Ayant Signées Le Contrat de PerformancerezaPas encore d'évaluation
- RS These CompleteconvectionDocument146 pagesRS These CompleteconvectionMontassar FerjaniPas encore d'évaluation
- L'Impact Des Dysfonctionnements Rencontrés Au Niveau Des Bassins D'aération de La STEP Et de Réutilisation Des Eaux Usées de Marrakech Sur La Qualité Des Eaux Traitées - Idabdellah-KahimDocument103 pagesL'Impact Des Dysfonctionnements Rencontrés Au Niveau Des Bassins D'aération de La STEP Et de Réutilisation Des Eaux Usées de Marrakech Sur La Qualité Des Eaux Traitées - Idabdellah-KahimDhikrane NafaaPas encore d'évaluation
- Etude Adit SolsDocument92 pagesEtude Adit SolschaimaPas encore d'évaluation
- Saraane BenyahiaDocument48 pagesSaraane BenyahiaJihane OsmanePas encore d'évaluation
- Suivi Et Amélioration de La Qualité Des Eaux Traitées Tertiaire Au Niveau de La STEP MarrakechDocument67 pagesSuivi Et Amélioration de La Qualité Des Eaux Traitées Tertiaire Au Niveau de La STEP MarrakechAminePas encore d'évaluation
- R.stage (Naoumia Aymen)Document27 pagesR.stage (Naoumia Aymen)ImmamHadramyPas encore d'évaluation
- Exercices - Pompages D'essai - Courte Durée - Longue Durée - I2 Mines 2020-2021Document3 pagesExercices - Pompages D'essai - Courte Durée - Longue Durée - I2 Mines 2020-2021lionel dahe100% (2)
- Fiche CalDocument19 pagesFiche CaljgjPas encore d'évaluation
- Cours de TraitementDocument86 pagesCours de TraitementAbdelilah KadriPas encore d'évaluation
- Deferrisation Eau de ForageDocument120 pagesDeferrisation Eau de ForageLoïc steve Nyamsi BefouraPas encore d'évaluation
- Des risques, des mines et des hommes: La perception du risque chez les mineurs de fond de l'Abitibi-TémiscamingueD'EverandDes risques, des mines et des hommes: La perception du risque chez les mineurs de fond de l'Abitibi-TémiscaminguePas encore d'évaluation
- Salamedine AyouchiDocument45 pagesSalamedine AyouchivuweriPas encore d'évaluation
- Rapport de Projet de Fin D'étude Salma BELLADocument73 pagesRapport de Projet de Fin D'étude Salma BELLAouiameabdel100% (2)
- GramDocument3 pagesGramnourPas encore d'évaluation
- Série 3-Complexes Et Solubilité - SMPC S2-CH Sol-2021-2022Document2 pagesSérie 3-Complexes Et Solubilité - SMPC S2-CH Sol-2021-2022-the queen-100% (1)
- TD CH - Org.Serie N°1 - 2021 - 22Document2 pagesTD CH - Org.Serie N°1 - 2021 - 22mohamedaminedarrajPas encore d'évaluation
- Chimie Organique en 27 Fiches: Nadège Lubin-GermainDocument13 pagesChimie Organique en 27 Fiches: Nadège Lubin-GermainSerge bonel DafonsecaPas encore d'évaluation
- Ademe - Metro - Chapitre 2 - EnergieDocument69 pagesAdeme - Metro - Chapitre 2 - EnergieESSEBA MASSIAPas encore d'évaluation
- Inventaire Produits Chimiques LEDocument18 pagesInventaire Produits Chimiques LEAnaibar TarikPas encore d'évaluation
- JavelDocument5 pagesJavelmelxeroPas encore d'évaluation
- Zhang - Performance of Lead Anodes Used For Zinc Electrowinning and Their Effects On Energy Consumption and Cathode ImpuritiesDocument311 pagesZhang - Performance of Lead Anodes Used For Zinc Electrowinning and Their Effects On Energy Consumption and Cathode ImpuritiesCésar Cristov León OrtegaPas encore d'évaluation
- 5f5799430316d Soap-GuideDocument10 pages5f5799430316d Soap-GuideNatascha EngelsonPas encore d'évaluation
- 8 - 2 - 1-043 - Ressuage - Guide D'examen Pour La Certification InitialeDocument29 pages8 - 2 - 1-043 - Ressuage - Guide D'examen Pour La Certification InitialeOsman KanthePas encore d'évaluation
- TP N° 3 - Préparation Dune Solution - PDFDocument7 pagesTP N° 3 - Préparation Dune Solution - PDF지미라kim miraPas encore d'évaluation
- Procédure Gestion Et Conduite Des Chaudières À VapeurDocument6 pagesProcédure Gestion Et Conduite Des Chaudières À VapeurAnis SelmiPas encore d'évaluation
- FT NeemserDocument2 pagesFT NeemserRija Parfait RANDRIANANDRASANAPas encore d'évaluation
- Devoir ITADocument1 pageDevoir ITAAbdoulaye Junior Diallo0% (1)
- Effet de La Soude Caustique Su - Dahhane Salma - 2406Document31 pagesEffet de La Soude Caustique Su - Dahhane Salma - 2406Lyly BlPas encore d'évaluation
- Expose Petrole Et Gaz NaturelDocument4 pagesExpose Petrole Et Gaz NaturelJonathan N'guettia Kouadio100% (3)
- LETITANEDocument15 pagesLETITANEayoub dahbi100% (1)
- Tableau StupéfiantsDocument1 pageTableau StupéfiantsHousniPas encore d'évaluation
- Séance 1 - AGR241 - PédochimieDocument5 pagesSéance 1 - AGR241 - Pédochimieabdoul djalil soumana100% (1)
- Wahab Diop CHIMIE WTS LSLLDocument79 pagesWahab Diop CHIMIE WTS LSLLIkram Chamixo79% (14)
- 3 Principes - Et - Objectifs - de - La - PetrochimieDocument3 pages3 Principes - Et - Objectifs - de - La - PetrochimieainaneayoubPas encore d'évaluation
- Revue de Metallurgie 1934 t31 nr2 s90Document7 pagesRevue de Metallurgie 1934 t31 nr2 s90BarryPas encore d'évaluation
- Effets Électroniques Et Réactivité: L'Effet InductifDocument2 pagesEffets Électroniques Et Réactivité: L'Effet InductifSamba BarhamPas encore d'évaluation
- Rapport FinalDocument101 pagesRapport FinalAnas Kella BennaniPas encore d'évaluation
- Cinn Chim1Document4 pagesCinn Chim1Sarra HmPas encore d'évaluation
- Matériaux Composites - Ch1Document32 pagesMatériaux Composites - Ch1ibtihaj moulouad88% (8)
- TD N°2 Téchnique de Préparation Des Coupes Histologiques - Dr. ZOUAGHI Youcef - UFMC-2022-2023Document4 pagesTD N°2 Téchnique de Préparation Des Coupes Histologiques - Dr. ZOUAGHI Youcef - UFMC-2022-2023Aya KoudeihPas encore d'évaluation
- Composition PC Semestre 1 3eme 2019 2020Document1 pageComposition PC Semestre 1 3eme 2019 2020Elhadji GueyePas encore d'évaluation
- Polycope Complexation FSR 2015Document6 pagesPolycope Complexation FSR 2015PFEEPas encore d'évaluation