Vous aimerez peut-être aussi
- Exemple de ProcedureDocument38 pagesExemple de ProcedureIlyes kPas encore d'évaluation
- RADIOGRAPHIEDocument5 pagesRADIOGRAPHIEGustave NGOKAPas encore d'évaluation
- COURS UT2 Général-Septembre-2011Document184 pagesCOURS UT2 Général-Septembre-2011Oualid Aissat100% (2)
- Controle Non DestructifDocument83 pagesControle Non DestructifAmina Ramina100% (2)
- COURS - UT1 - GENERAL Mars 2018Document181 pagesCOURS - UT1 - GENERAL Mars 2018DëLux OwO100% (1)
- Procedure Pour UtDocument27 pagesProcedure Pour UtSérgio RibeiroPas encore d'évaluation
- Lab Gta 07Document68 pagesLab Gta 07ÄbÔùbäkër Ïd Ômâr100% (1)
- Exposé RadiograghieDocument9 pagesExposé Radiograghiecarly rae100% (2)
- CNR 125Document22 pagesCNR 125taxby msgPas encore d'évaluation
- CNDDocument81 pagesCNDMohamed Hammi Gmp100% (3)
- Prcédure de Radiographie Rev00Document9 pagesPrcédure de Radiographie Rev00Usama SaPas encore d'évaluation
- FR Présentation Sur Contrôle Non Destructif Dans L'aéronautique 2013Document17 pagesFR Présentation Sur Contrôle Non Destructif Dans L'aéronautique 2013schnekenburgerPas encore d'évaluation
- Guide Pour La Radiographie Numérique Des Pièces MouléesDocument8 pagesGuide Pour La Radiographie Numérique Des Pièces Mouléesatika kabouyaPas encore d'évaluation
- Radio NumériqueDocument8 pagesRadio NumériquedarouichPas encore d'évaluation
- Règle APSAD R81 Septembre 20151Document6 pagesRègle APSAD R81 Septembre 20151Fabrice TouzannePas encore d'évaluation
- R M WXWXWX M 'E T WXWXWX D E PDocument18 pagesR M WXWXWX M 'E T WXWXWX D E PMohamed HOUGGAALIPas encore d'évaluation
- TP CNDDocument4 pagesTP CNDAmih Shkf100% (2)
- Moyen de Controle de SoudureDocument17 pagesMoyen de Controle de SoudureFilaliAbderrahimPas encore d'évaluation
- TP CND 2Document5 pagesTP CND 2Amih Shkf100% (1)
- Iec60945-Cor1 (Ed4 0) B PDFDocument4 pagesIec60945-Cor1 (Ed4 0) B PDFJoannes Lenny EstibeiroPas encore d'évaluation
- 277 TP 9 Le Controle Non DestructifDocument10 pages277 TP 9 Le Controle Non DestructifdjomecaPas encore d'évaluation
- Règle APSAD R82 Février 2016Document5 pagesRègle APSAD R82 Février 2016bergenyPas encore d'évaluation
- Règle APSAD R82 Février 2016Document5 pagesRègle APSAD R82 Février 2016bergeny100% (1)
- RechercheDocument5 pagesRechercheouedraogo abdoul nassirPas encore d'évaluation
- Fiches CND Safran 2018 0Document17 pagesFiches CND Safran 2018 0Errel AlfPas encore d'évaluation
- 2711 07 FDocument21 pages2711 07 FhamoudabiPas encore d'évaluation
- Ac 683 Cafe - VersaillesDocument60 pagesAc 683 Cafe - VersaillesAIME KOULOUPas encore d'évaluation
- 632XR FR Updated1Document2 pages632XR FR Updated1Jackson KandaPas encore d'évaluation
- FicheB3-5-Guide Auscultation Ouvrage Art-Cahier Interactif IfsttarDocument2 pagesFicheB3-5-Guide Auscultation Ouvrage Art-Cahier Interactif IfsttarWalid Ben AmirPas encore d'évaluation
- CNDDocument81 pagesCNDSid Bouha75% (4)
- DRA-15-149138-10562C - Guide FO - VFDocument69 pagesDRA-15-149138-10562C - Guide FO - VFBarbaraPas encore d'évaluation
- Ac 406 AnsarDocument57 pagesAc 406 AnsarAIME KOULOUPas encore d'évaluation
- Document DmeDocument132 pagesDocument DmeAnonymous Eo6iXYmPas encore d'évaluation
- Technologie RoFDocument30 pagesTechnologie RoFMohamadou Mouctar OUMAROU SEYBOU100% (1)
- Formation CND4 V5Document30 pagesFormation CND4 V5Sylvain AlquierPas encore d'évaluation
- CND 140620102500 Phpapp02Document81 pagesCND 140620102500 Phpapp02SaidPas encore d'évaluation
- Masterys GP4 60 120 - Tender Document - 2017-12 - Ted - FRDocument9 pagesMasterys GP4 60 120 - Tender Document - 2017-12 - Ted - FRkarim ghePas encore d'évaluation
- OF Field Testing Procedure 4 - 1 FR - 1 PDFDocument66 pagesOF Field Testing Procedure 4 - 1 FR - 1 PDFAbderrazak LemkhenterPas encore d'évaluation
- Catalogue Formation CND 2018Document56 pagesCatalogue Formation CND 2018darouichPas encore d'évaluation
- Scanographe CCTP Lot 1Document15 pagesScanographe CCTP Lot 1kate lutunduPas encore d'évaluation
- Section ASME Contre Art 2 EspagnolDocument9 pagesSection ASME Contre Art 2 EspagnolScribdTranslationsPas encore d'évaluation
- RVG Digital Radiography SystemsDocument39 pagesRVG Digital Radiography SystemsSohaib BouzaouitPas encore d'évaluation
- EN ISO 22476-2 (2005) (F) CodifiedDocument6 pagesEN ISO 22476-2 (2005) (F) CodifiedSalem IddirPas encore d'évaluation
- Rapport de Visite de Plateau Technique D'analyses Physico-Chimiques USTHBDocument23 pagesRapport de Visite de Plateau Technique D'analyses Physico-Chimiques USTHBEskander SamPas encore d'évaluation
- Radiography in Moderne Industry VFDocument20 pagesRadiography in Moderne Industry VFAbdessalam RePas encore d'évaluation
- Ultrason N2Document4 pagesUltrason N2Ilyes kPas encore d'évaluation
- Cetim catalogueFormationCND-2017Document48 pagesCetim catalogueFormationCND-2017Samira MimountPas encore d'évaluation
- M08 Installation D'une Prise de Terre PDFDocument73 pagesM08 Installation D'une Prise de Terre PDFferiel aissi100% (6)
- Procédure de Controle Par Ultrsons US Rev00Document23 pagesProcédure de Controle Par Ultrsons US Rev00Usama Sa100% (4)
- PRT SD 007-Rev.04Document9 pagesPRT SD 007-Rev.04ماهر زارعيPas encore d'évaluation
- Etude Et Exploitation D'un Mini Spectromètre Germanium PortableDocument69 pagesEtude Et Exploitation D'un Mini Spectromètre Germanium PortableKOULAPas encore d'évaluation
- Technologie Rfid (Radio Frequency Identification) : Concepts Et Stratégie de Mise en OeuvreDocument145 pagesTechnologie Rfid (Radio Frequency Identification) : Concepts Et Stratégie de Mise en OeuvrenguelePas encore d'évaluation
- Standar de QualitéDocument37 pagesStandar de QualitéWissale BoukarrouPas encore d'évaluation
- TP RadiographieDocument9 pagesTP Radiographiecheriet.naila.01Pas encore d'évaluation
- Pid PDFDocument101 pagesPid PDFdhouah maghraoui100% (1)
- Presentation 1 Ultrason INTRODUCTIONDocument9 pagesPresentation 1 Ultrason INTRODUCTIONCheikh Abdoul Hakim BABOUPas encore d'évaluation
- Brochure Activités Du CETIME ©2019Document14 pagesBrochure Activités Du CETIME ©2019Le CETIME - Centre Technique des Industries Mécaniques et Électriques100% (1)
- Qualification de Revetements de SurfaceDocument4 pagesQualification de Revetements de SurfaceZANZANPas encore d'évaluation
- Recherche psychosociale: Pour harmoniser recherche et pratique. 2e éditionD'EverandRecherche psychosociale: Pour harmoniser recherche et pratique. 2e éditionPas encore d'évaluation
- Procedura Ut en Francese IngleseDocument16 pagesProcedura Ut en Francese IngleseMassimo Fumarola100% (1)
- PND001 - RT - Radiographic Examination - CL - EN - Rev01 FRDocument20 pagesPND001 - RT - Radiographic Examination - CL - EN - Rev01 FRMassimo FumarolaPas encore d'évaluation
- Niveau de Particules Magnétiques I - FRDocument12 pagesNiveau de Particules Magnétiques I - FRMassimo FumarolaPas encore d'évaluation
- Metalor Ut 1Document1 pageMetalor Ut 1Massimo FumarolaPas encore d'évaluation
- PND002 - PT - Dye Penetrant Examination - CL - EN - Rev0 FRDocument9 pagesPND002 - PT - Dye Penetrant Examination - CL - EN - Rev0 FRMassimo FumarolaPas encore d'évaluation
- Méthode Niveau II RT - FRDocument27 pagesMéthode Niveau II RT - FRMassimo FumarolaPas encore d'évaluation
- Méthode D RT Niveau 1 - FRDocument19 pagesMéthode D RT Niveau 1 - FRMassimo FumarolaPas encore d'évaluation
- CS316L-GTSM-001 R.05Document2 pagesCS316L-GTSM-001 R.05Massimo FumarolaPas encore d'évaluation
- Balisage en RadioprotectionDocument2 pagesBalisage en RadioprotectionMassimo FumarolaPas encore d'évaluation
- CE0045-Procedure de Contrôle Visuel Et Dimensionnel Des SouduresDocument8 pagesCE0045-Procedure de Contrôle Visuel Et Dimensionnel Des SouduresKhaled Bouhlel100% (7)
- 316L-GTSM-002 R.00Document3 pages316L-GTSM-002 R.00Massimo FumarolaPas encore d'évaluation
- Welding Procedure Specification Descript de Mode Opératoire de SoudageDocument2 pagesWelding Procedure Specification Descript de Mode Opératoire de SoudageMassimo FumarolaPas encore d'évaluation
- CS304L-GT-001 R.05Document3 pagesCS304L-GT-001 R.05Massimo FumarolaPas encore d'évaluation
- CS-FC-007 R.00Document2 pagesCS-FC-007 R.00Massimo FumarolaPas encore d'évaluation
- CS-FC-007 R.00Document2 pagesCS-FC-007 R.00Massimo FumarolaPas encore d'évaluation
- CS-GTSM-002 R.00Document3 pagesCS-GTSM-002 R.00Massimo FumarolaPas encore d'évaluation
- CS-GT-009 R.00Document2 pagesCS-GT-009 R.00Massimo FumarolaPas encore d'évaluation
- CS-GTSM-002 R.00Document3 pagesCS-GTSM-002 R.00Massimo FumarolaPas encore d'évaluation
- CS-FC-004 R.00Document1 pageCS-FC-004 R.00Massimo FumarolaPas encore d'évaluation
- CS-GTSM-002 R.00Document3 pagesCS-GTSM-002 R.00Massimo FumarolaPas encore d'évaluation
- Swi-017 R.00Document6 pagesSwi-017 R.00Massimo FumarolaPas encore d'évaluation
- Swi-005 Rev.00Document25 pagesSwi-005 Rev.00Massimo FumarolaPas encore d'évaluation
- 1-Cours - CND-2016-2017 - Pour Cite Internet PDFDocument125 pages1-Cours - CND-2016-2017 - Pour Cite Internet PDFRABHI Mouldi100% (2)
- Sim-Qap-001 Rev.00Document24 pagesSim-Qap-001 Rev.00Massimo FumarolaPas encore d'évaluation
- e 1200 H21 TXDocument213 pagese 1200 H21 TXLidia PopaPas encore d'évaluation
- Choix D'un Vérin PDFDocument2 pagesChoix D'un Vérin PDFKarem JebrilPas encore d'évaluation
- 760 PontsDocument74 pages760 PontsSarrauste JulienPas encore d'évaluation
- Cours C++Document501 pagesCours C++Sara AbPas encore d'évaluation
- Note de Calcul PoutreDocument6 pagesNote de Calcul PoutreAno Nymous ProPas encore d'évaluation
- As 70671 LR-Z SG 470FR FR 1056-2Document2 pagesAs 70671 LR-Z SG 470FR FR 1056-2a.ghani BaRaCuDaPas encore d'évaluation
- TDN°4 FiltrageDocument2 pagesTDN°4 FiltrageIsmail Lasri100% (1)
- ManualDocument7 pagesManualGomez, Francisco (AJR)Pas encore d'évaluation
- IsostatismeDocument36 pagesIsostatismedidinedPas encore d'évaluation
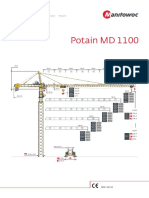
- R3t1fnhswjbl9uxvpotain MD 1100 Tower Crane NetworkDocument8 pagesR3t1fnhswjbl9uxvpotain MD 1100 Tower Crane Networkubeydullah coşkunPas encore d'évaluation
- Cours Sur Le Disque DurDocument11 pagesCours Sur Le Disque DurHabib FayePas encore d'évaluation
- TC Qqla 27464Document174 pagesTC Qqla 27464Sabri Naima GhoutiaPas encore d'évaluation
- L'artichaut de Madagascar Aux PommuiesDocument7 pagesL'artichaut de Madagascar Aux Pommuiesfrederic bertrandPas encore d'évaluation
- L'Usine Marémotrice de La RanceDocument45 pagesL'Usine Marémotrice de La RanceSalem ARIFPas encore d'évaluation
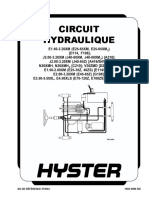
- Circuit HydrauliqDocument90 pagesCircuit Hydrauliqsafwen ranenPas encore d'évaluation
- 4-FT Technoseal 20 VV 60 F.FDocument2 pages4-FT Technoseal 20 VV 60 F.Fconstantine2008Pas encore d'évaluation
- Filtrage en RadarDocument177 pagesFiltrage en RadarMariamPas encore d'évaluation
- Commande FacturationDocument10 pagesCommande FacturationXavier Le Roy100% (1)
- 4 HG0201 Enonce PDFDocument2 pages4 HG0201 Enonce PDFbougherara100% (1)
- Le Triac en Commutation - Commande Des Relais Statiques - Princ Ipe ÉlectroniqueDocument13 pagesLe Triac en Commutation - Commande Des Relais Statiques - Princ Ipe ÉlectroniqueJiress MuswilPas encore d'évaluation
- IND2201 PresentationDocument2 pagesIND2201 PresentationCharles-André GuénettePas encore d'évaluation
- TS Phy Chap6 PDFDocument11 pagesTS Phy Chap6 PDFnizar hadhriPas encore d'évaluation
- PcastucesDocument108 pagesPcastucesmohamed rifkiPas encore d'évaluation
- Examen Mecanique Du SolDocument2 pagesExamen Mecanique Du SolgoboPas encore d'évaluation
- Renoform TD 2010Document2 pagesRenoform TD 2010angel de mi guardaPas encore d'évaluation
- 580 680 570 670 Reparatie PDFDocument309 pages580 680 570 670 Reparatie PDFGeorge Geo75% (4)
- Beton Arme Cours Complet Chap9 PDFDocument47 pagesBeton Arme Cours Complet Chap9 PDFTOVIHO SessinouPas encore d'évaluation
- Emd2 Info4 2014Document2 pagesEmd2 Info4 2014Amar AlichePas encore d'évaluation
- Tutoriel Etablissements Origine Adele FRDocument7 pagesTutoriel Etablissements Origine Adele FRPamela TitoPas encore d'évaluation
- XMLRPCDocument4 pagesXMLRPCElhadji Malick GayePas encore d'évaluation