Vous aimerez peut-être aussi
- TurbineDocument21 pagesTurbineMoussaoui Ferhat Sofiane50% (2)
- Rapport de StagejjjjDocument32 pagesRapport de StagejjjjaremPas encore d'évaluation
- Rapport de StageDocument10 pagesRapport de StageMarouane ChadiPas encore d'évaluation
- Chapitre IX Régimes D'ecoulementDocument13 pagesChapitre IX Régimes D'ecoulementAli TrikiPas encore d'évaluation
- Chapitre-1 KZDocument16 pagesChapitre-1 KZKhaoula ZefanePas encore d'évaluation
- TP MDS 02Document7 pagesTP MDS 02Redouane AmigoPas encore d'évaluation
- Ratt 2 EME Raffinage 2017Document6 pagesRatt 2 EME Raffinage 2017Æbęđ Œmæïr100% (1)
- RapportDocument73 pagesRapportRyma Kermeche75% (4)
- Rapport de Stage SONELGAZ 2020Document25 pagesRapport de Stage SONELGAZ 2020яασυf zєɒPas encore d'évaluation
- Support de Cours Instrumentation, Régulation Et AsservissementDocument58 pagesSupport de Cours Instrumentation, Régulation Et AsservissementGwladys KomPas encore d'évaluation
- Page de GardeDocument1 pagePage de GardeBen SlimPas encore d'évaluation
- Rapport de TP Mesures de Débits Dans Les Écoulements en ChargesDocument7 pagesRapport de TP Mesures de Débits Dans Les Écoulements en ChargesDjaha EmmanuelPas encore d'évaluation
- TD1 Version 1Document3 pagesTD1 Version 1najat ammiche50% (2)
- Prsentation HEHDocument26 pagesPrsentation HEHabderahmane aiadPas encore d'évaluation
- Rapport de StageDocument19 pagesRapport de StageIslam DjouabPas encore d'évaluation
- Le Gamma DensimétreDocument6 pagesLe Gamma Densimétresiham beltas100% (2)
- Essai Labo Béton Cours Pour Technicien Du BâtimentDocument49 pagesEssai Labo Béton Cours Pour Technicien Du BâtimentAbdelaliJlioui100% (1)
- Rapport de StageDocument43 pagesRapport de StageMENAI HOUCINEPas encore d'évaluation
- TD3sujet PDFDocument5 pagesTD3sujet PDFYounes OumaimounPas encore d'évaluation
- T-P M.D.FDocument34 pagesT-P M.D.FririPas encore d'évaluation
- Tp1: Banc Hydraulique VolumetriqueDocument3 pagesTp1: Banc Hydraulique Volumetriquezaidzd8Pas encore d'évaluation
- S7.10.4 L'essai ProctorDocument5 pagesS7.10.4 L'essai Proctortheo NdoutoumePas encore d'évaluation
- Rapport de StageDocument17 pagesRapport de StageÑo ÑaměPas encore d'évaluation
- Etude Technique de L Évaluation Du Forage Underbalance (UBD) en AlgérieDocument98 pagesEtude Technique de L Évaluation Du Forage Underbalance (UBD) en Algériezeroo85100% (2)
- Resistivite SolDocument1 pageResistivite Solkarem754Pas encore d'évaluation
- PRC5-Gestion Et Optimisation Des Opération de Raffinerie - LectureDocument39 pagesPRC5-Gestion Et Optimisation Des Opération de Raffinerie - LectureAmougou ayissiPas encore d'évaluation
- Drilling QCMDocument3 pagesDrilling QCMAkrem HkimiPas encore d'évaluation
- Rapport de Stage IAPDocument18 pagesRapport de Stage IAPMessaoud Hattabi100% (1)
- tp3 FinalDocument27 pagestp3 Finallando de chancePas encore d'évaluation
- TP N02 Analyse Granulométrique Et Mesure de La Limites D'atterbergDocument7 pagesTP N02 Analyse Granulométrique Et Mesure de La Limites D'atterbergFatiha Bouzidi100% (2)
- Ecoulement A Travers Un Orifice Ecouleme PDFDocument5 pagesEcoulement A Travers Un Orifice Ecouleme PDFfarouk achiaPas encore d'évaluation
- Le Système MWDDocument7 pagesLe Système MWDAli Alnafe100% (1)
- Rapport de StageDocument22 pagesRapport de StageLouai Dhia erahmane BoucheninePas encore d'évaluation
- GénéralitésDocument7 pagesGénéralitéssofien benbrahim100% (1)
- Le Process, Les SéparateursDocument34 pagesLe Process, Les SéparateursDany Anthea Nkollo0% (1)
- Les Outils de Contrôle Interne Des Pipelines (Racleurs Instrumentés)Document52 pagesLes Outils de Contrôle Interne Des Pipelines (Racleurs Instrumentés)Alaa edine SmaaliPas encore d'évaluation
- 38 IndusPétro Génie Du RaffinageDocument56 pages38 IndusPétro Génie Du Raffinagemaki100% (1)
- Cours Fluide Forage PDFDocument12 pagesCours Fluide Forage PDFMejdi AbassiPas encore d'évaluation
- HINSON CV Actualisé 2020Document2 pagesHINSON CV Actualisé 2020Hinson Yaovi MarcPas encore d'évaluation
- Rapport LPEE CEMGI - CHABBOUBA Hicham PDFDocument52 pagesRapport LPEE CEMGI - CHABBOUBA Hicham PDFHicham Chabbouba100% (2)
- Analyse GranulometriqueDocument6 pagesAnalyse Granulometriquefathi hicharPas encore d'évaluation
- Réservoirs de Stockage Échanntillaunage Et JaugeageDocument54 pagesRéservoirs de Stockage Échanntillaunage Et Jaugeagekhenfer mohamedPas encore d'évaluation
- TP Masse Volumique Humide Et SècheDocument10 pagesTP Masse Volumique Humide Et Sèchekhaled sioud100% (1)
- TP 02 Essai de ProctorDocument11 pagesTP 02 Essai de ProctorBïlãl Sîd100% (1)
- TP 1 Regulation de NiveauDocument8 pagesTP 1 Regulation de Niveauصلاح الدين100% (1)
- 2 - Flambement D'une Poutre DroiteDocument11 pages2 - Flambement D'une Poutre DroiteFiras OunifiPas encore d'évaluation
- Omv Tunesien Production GMBH PDFDocument108 pagesOmv Tunesien Production GMBH PDFTuesou MacherePas encore d'évaluation
- TP MDC 3 Masses VolumiqueDocument12 pagesTP MDC 3 Masses VolumiqueBennour AymenePas encore d'évaluation
- ENAPDocument15 pagesENAPRou DjdaPas encore d'évaluation
- CHP2 HydrstatiqueDocument17 pagesCHP2 HydrstatiqueMohamed Anis Boumaza100% (2)
- CC Et CorrectionsDocument7 pagesCC Et CorrectionsBeki DabalambiPas encore d'évaluation
- Stockage Des Produits PétroliersDocument84 pagesStockage Des Produits PétroliersZamoum Said50% (2)
- Calcimetrie PDFDocument11 pagesCalcimetrie PDFChéri Fa0% (1)
- Rendu TP Hydraulique PDFDocument4 pagesRendu TP Hydraulique PDFNawress YahyaPas encore d'évaluation
- Memoire NaftalDocument93 pagesMemoire NaftalkoubaPas encore d'évaluation
- T.D Technique AvancéeDocument9 pagesT.D Technique Avancéesoufiane souf67% (3)
- Sonatrach BéjaiaDocument26 pagesSonatrach BéjaiaNabil Ark100% (5)
- Compte Rendu TP2Document20 pagesCompte Rendu TP2Hamza HaikiPas encore d'évaluation
- TurbineDocument21 pagesTurbineassilPas encore d'évaluation
- LES ETAPES DE L Acquisition Du LangageDocument4 pagesLES ETAPES DE L Acquisition Du LangageHamlaoui Khiereddine100% (1)
- Liste Des ÉleveursDocument1 pageListe Des ÉleveursHamlaoui KhiereddinePas encore d'évaluation
- Attestation de Participation: Comité D'organisationDocument30 pagesAttestation de Participation: Comité D'organisationHamlaoui KhiereddinePas encore d'évaluation
- Af 981604003154Document1 pageAf 981604003154Hamlaoui KhiereddinePas encore d'évaluation
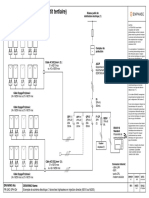
- 3 Branches Triphasées en Injection Directe M215 Ou M250Document1 page3 Branches Triphasées en Injection Directe M215 Ou M250MbgardPas encore d'évaluation
- Mesure de Compression Moteur Vers FinaleDocument46 pagesMesure de Compression Moteur Vers FinaleRaouf HarzallahPas encore d'évaluation
- Exam. F.CDocument2 pagesExam. F.CmidsmasherPas encore d'évaluation
- Observons:: Nature Du Complément Circonstanciel de TempsDocument2 pagesObservons:: Nature Du Complément Circonstanciel de TempsMehdi YMPas encore d'évaluation
- Calendrier Des Examens Semestre Impair Janvier 2022 AlphaDocument28 pagesCalendrier Des Examens Semestre Impair Janvier 2022 AlphaMeg JustMegPas encore d'évaluation
- Canalisations de Gaz NaturelDocument120 pagesCanalisations de Gaz NaturelJean-David DelordPas encore d'évaluation
- Exposé MDE Et Énergie RenouvelablesDocument12 pagesExposé MDE Et Énergie Renouvelablesromain fokamPas encore d'évaluation
- 3 Partie Caractéristiques Des LubrifiantDocument32 pages3 Partie Caractéristiques Des Lubrifiantsamir belamriPas encore d'évaluation
- Observatoire National de La Filiere Riz Du Burkina Faso (Onriz)Document6 pagesObservatoire National de La Filiere Riz Du Burkina Faso (Onriz)toni_yousf2418Pas encore d'évaluation
- 2nd - Exercices Corrigés - Variations D'une FonctDocument1 page2nd - Exercices Corrigés - Variations D'une Fonctalyahmed610Pas encore d'évaluation
- Exercice D'application Optique VDocument1 pageExercice D'application Optique VARDALAn MohamedPas encore d'évaluation
- Les Étapes de Formation Des Roches SédimentaireDocument2 pagesLes Étapes de Formation Des Roches Sédimentairehamada2002100% (1)
- Depliant ELM MasterDocument3 pagesDepliant ELM MasterYazid AbouchihabeddinePas encore d'évaluation
- Arval - Cofrastra 40Document16 pagesArval - Cofrastra 40helder.fradePas encore d'évaluation
- PV Liste-De-Prix Onduleurs HUAWEI 11-2023 FRDocument2 pagesPV Liste-De-Prix Onduleurs HUAWEI 11-2023 FRkoumbounisdimPas encore d'évaluation
- Analyse D'une Situation de Communication en TaDocument2 pagesAnalyse D'une Situation de Communication en Taroger martin bassong batiigPas encore d'évaluation
- Caplp Externe Genie Electrique Electrotechnique Et Energie Epreuve 1 Doc RessourcesDocument28 pagesCaplp Externe Genie Electrique Electrotechnique Et Energie Epreuve 1 Doc RessourcesOus SàmàPas encore d'évaluation
- Prise en Main de Microsoft Office Excel 2016Document713 pagesPrise en Main de Microsoft Office Excel 2016max80% (5)
- Tube VentouriDocument10 pagesTube VentouriMohammed BoulbairPas encore d'évaluation
- Controle Et Suivi Chantier RoutierhjhDocument14 pagesControle Et Suivi Chantier Routierhjhعثمان البريشيPas encore d'évaluation
- Cahier D Exercices Ile Aux Mots 8hDocument88 pagesCahier D Exercices Ile Aux Mots 8hCizPas encore d'évaluation
- Thèse Data IntegrityDocument83 pagesThèse Data IntegrityBasma YagoubiPas encore d'évaluation
- AnnexeDocument168 pagesAnnexeMoez AliPas encore d'évaluation
- Introduction À La RobotiqueDocument19 pagesIntroduction À La RobotiqueRazzougui SarahPas encore d'évaluation
- The Cuban Missile CrisisDocument8 pagesThe Cuban Missile Crisismilan.bodis523Pas encore d'évaluation
- Racines Carrees BaseDocument8 pagesRacines Carrees Basejulien9562Pas encore d'évaluation
- Af Sen GaeDocument42 pagesAf Sen GaeعبداللهبنزنوPas encore d'évaluation
- Chapitre 1 LES OUTILS MATHEMATIQUESDocument9 pagesChapitre 1 LES OUTILS MATHEMATIQUESa.ddPas encore d'évaluation
- Memoire Inj Messaoud BENZOUAIDocument168 pagesMemoire Inj Messaoud BENZOUAIManong ShegueyPas encore d'évaluation
- Process AciérieDocument6 pagesProcess Aciériesanae jaouiPas encore d'évaluation