Vous aimerez peut-être aussi
- Guide Charpente Traditionnelle 092010Document24 pagesGuide Charpente Traditionnelle 092010nicoteen100% (2)
- La MenuiserieDocument111 pagesLa MenuiserieBapsbabcar SowPas encore d'évaluation
- Bambouuu 1Document19 pagesBambouuu 1nicsdcPas encore d'évaluation
- Construction en BoisDocument35 pagesConstruction en Boisaboutahir fatima zahraPas encore d'évaluation
- Paille-Tech - Brochure Maison OptimaleDocument14 pagesPaille-Tech - Brochure Maison OptimaleFaranaicht BlindPas encore d'évaluation
- Cintrage Des BoisDocument15 pagesCintrage Des BoisToinou0686% (7)
- Argumentaire Suisse COBDocument20 pagesArgumentaire Suisse COBpsoudie100% (1)
- 2016 11 22 AAB Guide EbenisterieDocument23 pages2016 11 22 AAB Guide EbenisteriebhardhamuPas encore d'évaluation
- Denfer Charpente Menuiserie 1892 PDFDocument635 pagesDenfer Charpente Menuiserie 1892 PDFtheo boeglinPas encore d'évaluation
- Le Bois Et Les Panneaux PDFDocument4 pagesLe Bois Et Les Panneaux PDFMamou DeflaouiPas encore d'évaluation
- Bardeaux Guide de PoseDocument16 pagesBardeaux Guide de PosezefsfzPas encore d'évaluation
- Technique de CharpenteDocument10 pagesTechnique de CharpenteGerfelin Nsinda MambaPas encore d'évaluation
- 8 Le BoisDocument15 pages8 Le BoisWidad SanhajiPas encore d'évaluation
- Descriptif Technique Maison Ossature Bois: StructureDocument23 pagesDescriptif Technique Maison Ossature Bois: Structureridwane nabolePas encore d'évaluation
- Longechal Robert - MenuiserieDocument69 pagesLongechal Robert - MenuiserienouzikayPas encore d'évaluation
- Routage StatiqueDocument34 pagesRoutage Statiquednlpio baPas encore d'évaluation
- Le Matériau Bois: Bouabdillah Ahmed Bousfiha ImameDocument23 pagesLe Matériau Bois: Bouabdillah Ahmed Bousfiha Imameme lioPas encore d'évaluation
- Les FustesDocument9 pagesLes FustesdoubePas encore d'évaluation
- Emd2 Linux Corrigé 2009-2010Document4 pagesEmd2 Linux Corrigé 2009-2010light dark0% (1)
- BoisDocument74 pagesBoisOthmane Rihani100% (1)
- Plessage Des HaiesDocument4 pagesPlessage Des HaiesMakarov ForovskyPas encore d'évaluation
- Lames de Scie Circulaire - Choix, Types Et Utilisation - C1F1814 UnsecuredDocument3 pagesLames de Scie Circulaire - Choix, Types Et Utilisation - C1F1814 UnsecuredaabPas encore d'évaluation
- Glossaire Des Défauts Du Bois.Document8 pagesGlossaire Des Défauts Du Bois.Ouahid AbdouhPas encore d'évaluation
- Construction Bois ArgumentaireDocument20 pagesConstruction Bois ArgumentaireFongwe Williams100% (1)
- Charpente Catalogue PrixDocument9 pagesCharpente Catalogue PrixAntoine DemPas encore d'évaluation
- GUIDE Moodle-VF.4 Enseignant 2024Document30 pagesGUIDE Moodle-VF.4 Enseignant 2024csdfs.chimiePas encore d'évaluation
- Economi Les Differentes Utilisations Du BoisDocument9 pagesEconomi Les Differentes Utilisations Du BoisHanis SabrinaPas encore d'évaluation
- Rombauts 06Document4 pagesRombauts 06Ali lambadouzaPas encore d'évaluation
- CharpenteDocument12 pagesCharpenteMarwa MiragePas encore d'évaluation
- Recyclage de Bois Pour D F Rents Qualit SDocument19 pagesRecyclage de Bois Pour D F Rents Qualit Somar zemali100% (1)
- Cours 2 Bois Et BriquesDocument15 pagesCours 2 Bois Et BriquescomboudriPas encore d'évaluation
- Rombauts 04Document4 pagesRombauts 04Ali lambadouzaPas encore d'évaluation
- Les Debits Des Bois2Document5 pagesLes Debits Des Bois2Ouahid AbdouhPas encore d'évaluation
- chapitre 5Document8 pageschapitre 5Kahina KahinaPas encore d'évaluation
- Questions Matériaux BoisDocument37 pagesQuestions Matériaux BoisSylv GrzPas encore d'évaluation
- BoisDocument3 pagesBoisHanis SabrinaPas encore d'évaluation
- Chapitre 5. Les Opérations de Sciage de La 1ere Transformation Du BoisDocument40 pagesChapitre 5. Les Opérations de Sciage de La 1ere Transformation Du BoisreyannadjessiPas encore d'évaluation
- Chapitre 4 FSBDocument59 pagesChapitre 4 FSBFaranaicht BlindPas encore d'évaluation
- Rombauts 05Document2 pagesRombauts 05Ali lambadouzaPas encore d'évaluation
- TP 2-1Document55 pagesTP 2-1Arsenic RubuzPas encore d'évaluation
- Guide - Du - Charpentier - Et - Du - (... ) Pioche - (Architecte) - bpt6k5432815m - Scara Beton CircularaDocument55 pagesGuide - Du - Charpentier - Et - Du - (... ) Pioche - (Architecte) - bpt6k5432815m - Scara Beton CircularaAna CristinaPas encore d'évaluation
- Connaître Les Dérivés Du BoisDocument14 pagesConnaître Les Dérivés Du BoisarnaudeyrieyPas encore d'évaluation
- CECO-1715 Fiche PLancher WEBDocument12 pagesCECO-1715 Fiche PLancher WEBMachinPas encore d'évaluation
- 2014 01 Drying Back To Basics Francais Suny B SmithDocument34 pages2014 01 Drying Back To Basics Francais Suny B SmithWajdi Ben SaidaPas encore d'évaluation
- Chap 1 Les Bois Structuraux SynthéseDocument18 pagesChap 1 Les Bois Structuraux SynthéseFaranaicht BlindPas encore d'évaluation
- Fiche Elaguer Un ArbreDocument6 pagesFiche Elaguer Un Arbreuvt61304Pas encore d'évaluation
- Bois Et DérivésDocument17 pagesBois Et Dérivésantolebgdu54Pas encore d'évaluation
- Palettes Recup-Special JardinDocument329 pagesPalettes Recup-Special JardinNoNoPas encore d'évaluation
- Rombauts 10Document2 pagesRombauts 10Ali lambadouzaPas encore d'évaluation
- Chene Sessile Chene Pedoncule PDFDocument4 pagesChene Sessile Chene Pedoncule PDFElja MohcinePas encore d'évaluation
- Bardages Bois - GadimatDocument2 pagesBardages Bois - Gadimatbmganet74Pas encore d'évaluation
- Devoir d'EBALE AKONO Produits Structuraux À Base de BoisDocument13 pagesDevoir d'EBALE AKONO Produits Structuraux À Base de BoisLEIS DJIFACKPas encore d'évaluation
- 3e Annees Cours GDocument52 pages3e Annees Cours GNoémie LARCHER-MARBOEUF100% (1)
- BoisDocument3 pagesBoismohammedPas encore d'évaluation
- Art Consctruction FT Remplacer Une Lame de ParquetDocument3 pagesArt Consctruction FT Remplacer Une Lame de ParquetJeff CarvalhoPas encore d'évaluation
- BoisDocument13 pagesBoisHugo FPas encore d'évaluation
- Cours Bois SimplifiéDocument4 pagesCours Bois SimplifiéKhezami RawiaPas encore d'évaluation
- ConceptionDocument9 pagesConceptionImad BannanyPas encore d'évaluation
- Bois de Chez NousDocument4 pagesBois de Chez NousSalaheddine KhaiPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Chapitre 3 FSBDocument65 pagesChapitre 3 FSBFaranaicht BlindPas encore d'évaluation
- Chapitre 2 FSBDocument175 pagesChapitre 2 FSBFaranaicht BlindPas encore d'évaluation
- Chapitre 4 FSBDocument59 pagesChapitre 4 FSBFaranaicht BlindPas encore d'évaluation
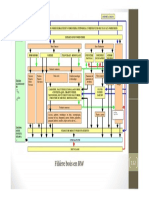
- Schema Filiere BoisDocument1 pageSchema Filiere BoisFaranaicht BlindPas encore d'évaluation
- Chapitre 1Document176 pagesChapitre 1Faranaicht BlindPas encore d'évaluation
- Cours SM en Ligne-ConvertiDocument72 pagesCours SM en Ligne-ConvertiAnfel CPas encore d'évaluation
- Defi3 Mediation U6Document14 pagesDefi3 Mediation U6SmithPas encore d'évaluation
- Diplômes Et FormationsDocument1 pageDiplômes Et FormationsmohamedPas encore d'évaluation
- Alphabet Et Couleurs CP RituelDocument1 pageAlphabet Et Couleurs CP RituelAmel AhmedPas encore d'évaluation
- OGC Chap 3Document46 pagesOGC Chap 3Lengani Kader EvaricePas encore d'évaluation
- Dahmane MouradDocument152 pagesDahmane Mouradbright.bandjePas encore d'évaluation
- FeuilletageDocument28 pagesFeuilletageKarim AlamiPas encore d'évaluation
- DSI1 - BDR - Contrôle #1 - Semestre 2 - 2020-2021 - CorrigéDocument2 pagesDSI1 - BDR - Contrôle #1 - Semestre 2 - 2020-2021 - CorrigéFattane RayhanePas encore d'évaluation
- Presentation EGFIDocument33 pagesPresentation EGFIbelkakarim98Pas encore d'évaluation
- Pistolet de Massage Musculaire, Cotsoco Massage GuDocument2 pagesPistolet de Massage Musculaire, Cotsoco Massage GuorelcreppyPas encore d'évaluation
- Boucif Smail PDFDocument128 pagesBoucif Smail PDFTayeb GherbiPas encore d'évaluation
- CH 4. Essais MecaniquesDocument9 pagesCH 4. Essais MecaniquesSimo Magri100% (2)
- Chapitre IVDocument7 pagesChapitre IVincocc nnuuPas encore d'évaluation
- Systemes Embarques ConnectesDocument18 pagesSystemes Embarques ConnectesAlaa SmetiPas encore d'évaluation
- MCC 1 0 0 FRDocument31 pagesMCC 1 0 0 FRDenis SpeicherPas encore d'évaluation
- Bulletin 021 07Document3 pagesBulletin 021 07Walid NessabPas encore d'évaluation
- MOUILLOUR Marceau-ACDocument1 pageMOUILLOUR Marceau-ACouiPas encore d'évaluation
- Tout Savoir Sur Les Granulats Fiche TP 2017Document4 pagesTout Savoir Sur Les Granulats Fiche TP 2017Ah MedPas encore d'évaluation
- Informatique Et Societe QuebecDocument9 pagesInformatique Et Societe QuebecKalinatsiPas encore d'évaluation
- PRESENTATION DE L'ENVIRONNEMENT WINDOWS (Enregistrement Automatique)Document25 pagesPRESENTATION DE L'ENVIRONNEMENT WINDOWS (Enregistrement Automatique)traore falyPas encore d'évaluation
- Business Plan MfruitierDocument24 pagesBusiness Plan Mfruitierahmed hamza khabouzePas encore d'évaluation
- Dimensionnement TurbinesDocument30 pagesDimensionnement TurbinesUlrich NDJIKIPas encore d'évaluation
- Confirmation de L'inscription À La Journée D'introductionDocument3 pagesConfirmation de L'inscription À La Journée D'introductionjimmy.gasserPas encore d'évaluation
- Polycopie TP GE 2023Document51 pagesPolycopie TP GE 2023mariam.ouaaabedPas encore d'évaluation
- CH 2Document9 pagesCH 2Rahal karimPas encore d'évaluation
- AOP TA (1)Document9 pagesAOP TA (1)El Hasnaoui YsfPas encore d'évaluation
- 06 Identite VisuelleDocument10 pages06 Identite VisuelleOliver VADELEUXPas encore d'évaluation