Vous aimerez peut-être aussi
- Chapitre 5 FSBDocument93 pagesChapitre 5 FSBFaranaicht BlindPas encore d'évaluation
- TP3 Groupe 5Document13 pagesTP3 Groupe 5Arsenic RubuzPas encore d'évaluation
- TP3 Groupe 5Document11 pagesTP3 Groupe 5Arsenic RubuzPas encore d'évaluation
- Economi Les Differentes Utilisations Du BoisDocument9 pagesEconomi Les Differentes Utilisations Du BoisHanis SabrinaPas encore d'évaluation
- Cours Industrie ForestièreDocument11 pagesCours Industrie ForestièreDL AgroalimentairePas encore d'évaluation
- Briques Hourdis Tuyaux Tuiles PDFDocument21 pagesBriques Hourdis Tuyaux Tuiles PDFKhadir YassinePas encore d'évaluation
- Briques Hourdis Tuyaux TuilesDocument21 pagesBriques Hourdis Tuyaux TuilesKhadir YassinePas encore d'évaluation
- Chapitre 5. Les Opérations de Sciage de La 1ere Transformation Du BoisDocument40 pagesChapitre 5. Les Opérations de Sciage de La 1ere Transformation Du BoisreyannadjessiPas encore d'évaluation
- Travaux Pratique Coffrage FerraillageDocument10 pagesTravaux Pratique Coffrage FerraillageAbdlkarim elasri100% (2)
- Procédés DDocument22 pagesProcédés DGeess AccrePas encore d'évaluation
- La MenuiserieDocument111 pagesLa MenuiserieBapsbabcar SowPas encore d'évaluation
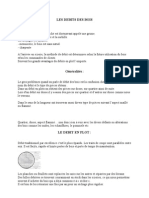
- Les Debits Des Bois2Document5 pagesLes Debits Des Bois2Ouahid AbdouhPas encore d'évaluation
- Les Informations G N Rales Sur Les Articles de L Architecture de Jardin en BoisDocument6 pagesLes Informations G N Rales Sur Les Articles de L Architecture de Jardin en BoisRémi VandaelePas encore d'évaluation
- Charpente Catalogue PrixDocument9 pagesCharpente Catalogue PrixAntoine DemPas encore d'évaluation
- CoffrageDocument6 pagesCoffrageJihene Ben KacemPas encore d'évaluation
- FR Notice de Montage Le Panyol 120 190620Document30 pagesFR Notice de Montage Le Panyol 120 190620simon lafatPas encore d'évaluation
- Cours 2 Bois Et BriquesDocument15 pagesCours 2 Bois Et BriquescomboudriPas encore d'évaluation
- Chap 1 Les Bois Structuraux SynthéseDocument18 pagesChap 1 Les Bois Structuraux SynthéseFaranaicht BlindPas encore d'évaluation
- Construire Un Muret PDFDocument5 pagesConstruire Un Muret PDFFarid TataPas encore d'évaluation
- Guide Charpente Traditionnelle 092010Document24 pagesGuide Charpente Traditionnelle 092010nicoteen100% (2)
- Guide Pratique Professionel 2017Document20 pagesGuide Pratique Professionel 2017BALLOUK SoufianePas encore d'évaluation
- Bois Et DérivésDocument17 pagesBois Et Dérivésantolebgdu54Pas encore d'évaluation
- Les Coffrages ProfDocument3 pagesLes Coffrages ProfboukacemPas encore d'évaluation
- Mo Dule Coffr Age T C - WatermarkDocument52 pagesMo Dule Coffr Age T C - Watermarkahmed hmedPas encore d'évaluation
- CECO-1715 Fiche PLancher WEBDocument12 pagesCECO-1715 Fiche PLancher WEBMachinPas encore d'évaluation
- Bambouuu 1Document19 pagesBambouuu 1nicsdcPas encore d'évaluation
- Construction en BoisDocument35 pagesConstruction en Boisaboutahir fatima zahraPas encore d'évaluation
- Le Bois Et Les Panneaux PDFDocument4 pagesLe Bois Et Les Panneaux PDFMamou DeflaouiPas encore d'évaluation
- Techno Mat A1Document60 pagesTechno Mat A1Pierrot KazumbaPas encore d'évaluation
- Longechal Robert - MenuiserieDocument69 pagesLongechal Robert - MenuiserienouzikayPas encore d'évaluation
- Cou VertureDocument67 pagesCou VerturegelpaylasPas encore d'évaluation
- Charpente Bois RougeDocument30 pagesCharpente Bois RougeMoroccan EntrepreneursPas encore d'évaluation
- Cintrage Des BoisDocument15 pagesCintrage Des BoisToinou0686% (7)
- Pose Bardeaux BituméDocument6 pagesPose Bardeaux BitumépapalonPas encore d'évaluation
- MenuiserieDocument42 pagesMenuiserieDounia Jerando100% (3)
- ApiruchesDocument8 pagesApiruchese.toile100% (2)
- Les CoffragesDocument24 pagesLes Coffragessoumiat100% (3)
- AGEKA StructuresDocument48 pagesAGEKA StructuresAgeka68Pas encore d'évaluation
- Connaître Les Dérivés Du BoisDocument14 pagesConnaître Les Dérivés Du BoisarnaudeyrieyPas encore d'évaluation
- Le Matériau Bois: Bouabdillah Ahmed Bousfiha ImameDocument23 pagesLe Matériau Bois: Bouabdillah Ahmed Bousfiha Imameme lioPas encore d'évaluation
- Materiaux Composites 1 Document (1) PresenterDocument16 pagesMateriaux Composites 1 Document (1) PresenterDANKOUREPas encore d'évaluation
- Chapitre PRODUITS CERAMIQUESDocument8 pagesChapitre PRODUITS CERAMIQUESTouoyem100% (1)
- 31 05 11CM La QuincaillerieDocument33 pages31 05 11CM La QuincaillerieHugo Gustave100% (3)
- Nouveau Document Microsoft WordDocument7 pagesNouveau Document Microsoft WordChaker ZaagPas encore d'évaluation
- Construction en PiséDocument63 pagesConstruction en Pisékhalifa sbaiPas encore d'évaluation
- Fiche Poser Du LambriDocument6 pagesFiche Poser Du LambrithibaultlamerceriePas encore d'évaluation
- Synthèse CDB Janvier 2023 PDFDocument14 pagesSynthèse CDB Janvier 2023 PDFgailly.cyrilPas encore d'évaluation
- Materiaux LocauxDocument21 pagesMateriaux LocauxLengani Kader EvaricePas encore d'évaluation
- Fiche Realiser Le TerDocument12 pagesFiche Realiser Le TerbassPas encore d'évaluation
- Cours de BriquesDocument21 pagesCours de BriquescomboudriPas encore d'évaluation
- Un Outil Aide Matériellement Le Technicien À RDocument60 pagesUn Outil Aide Matériellement Le Technicien À RInedit BFPas encore d'évaluation
- Capture D'écran . 2021-12-17 À 14.47.19Document25 pagesCapture D'écran . 2021-12-17 À 14.47.192v56vgvp67Pas encore d'évaluation
- Matériaux de Construction 4Document21 pagesMatériaux de Construction 4sadiomane20050220Pas encore d'évaluation
- Concevoir Un Ouvrage en BoisDocument7 pagesConcevoir Un Ouvrage en BoisMOHAM BELHOUDAPas encore d'évaluation
- Cours Transformation Du Bois 2023Document47 pagesCours Transformation Du Bois 2023romaint237100% (2)
- L'architecture et la construction pratique: Mise à la portée des gens du monde, des élèves et de tous ceux qui veulent faire bâtirD'EverandL'architecture et la construction pratique: Mise à la portée des gens du monde, des élèves et de tous ceux qui veulent faire bâtirPas encore d'évaluation
- Evaluation Année MPCG L2 L3 GC 2022Document2 pagesEvaluation Année MPCG L2 L3 GC 2022Arsenic RubuzPas encore d'évaluation
- Quelques Techniques de Constructionassociees Aux Fondations ProfondesDocument25 pagesQuelques Techniques de Constructionassociees Aux Fondations ProfondesArsenic RubuzPas encore d'évaluation
- Copie de TP de MPCG l3 GC PDFDocument8 pagesCopie de TP de MPCG l3 GC PDFArsenic RubuzPas encore d'évaluation
- Goupe 1 Diagramme Gantt MPGCDocument11 pagesGoupe 1 Diagramme Gantt MPGCArsenic RubuzPas encore d'évaluation
- Cours HNHDocument93 pagesCours HNHJoel MusondaPas encore d'évaluation
- TP2 - Groupe 5Document33 pagesTP2 - Groupe 5Arsenic RubuzPas encore d'évaluation
- L'assemblage Des Matériaux Plastiques - FinalDocument22 pagesL'assemblage Des Matériaux Plastiques - FinalArsenic RubuzPas encore d'évaluation
- Bs 34689Document358 pagesBs 34689Arsenic RubuzPas encore d'évaluation
- 5 Annexe Ouvrages Gestion EPDocument9 pages5 Annexe Ouvrages Gestion EPArsenic RubuzPas encore d'évaluation
- Cours Sur L'element BarreDocument12 pagesCours Sur L'element BarreSalim ZerroukPas encore d'évaluation
- 15 AFPS09 Bitar Final PubliéDocument11 pages15 AFPS09 Bitar Final PubliéBOPas encore d'évaluation
- Mef m1 STR Part - 2Document36 pagesMef m1 STR Part - 2rimah benredouanePas encore d'évaluation
- Analyse Numérique Des Équations Aux Dérivées Partielles. Différences FiniesDocument56 pagesAnalyse Numérique Des Équations Aux Dérivées Partielles. Différences FiniesArsenic RubuzPas encore d'évaluation
- Cinématique Des Fluides2Document21 pagesCinématique Des Fluides2Arsenic RubuzPas encore d'évaluation
- Chap 3 EmbDocument2 pagesChap 3 EmbArsenic RubuzPas encore d'évaluation
- 169 431 1 PBDocument63 pages169 431 1 PBAhmed Ben AhmedPas encore d'évaluation
- SAM PTS-Outillage Catalogue 2015 FRDocument72 pagesSAM PTS-Outillage Catalogue 2015 FRhmayda riadPas encore d'évaluation
- Die MaticDocument36 pagesDie Maticsfrancois21Pas encore d'évaluation
- Catalogue Général SKF CG6000Document1 102 pagesCatalogue Général SKF CG6000ahmed ben rejebPas encore d'évaluation
- Lettre 56Document12 pagesLettre 56kakem61Pas encore d'évaluation
- LuriferDocument2 pagesLuriferMicheline CousinPas encore d'évaluation
- La FlottationDocument3 pagesLa FlottationTaha Oukase75% (4)
- Les EngrenagesDocument14 pagesLes EngrenagesYacine SougaPas encore d'évaluation
- Expertise Terrre Armée - PROFACTALDocument4 pagesExpertise Terrre Armée - PROFACTALalexoplayPas encore d'évaluation
- CH.3 Calcul Des Pannes PDFDocument20 pagesCH.3 Calcul Des Pannes PDFromPas encore d'évaluation
- D9r-Check List CorrigesDocument22 pagesD9r-Check List CorrigesCarlosPas encore d'évaluation
- Règles BF 88 (DTU P92-703) Méthode de Justification Par Le Calcul de La Résistance Au Feu Des Structures en BoisDocument9 pagesRègles BF 88 (DTU P92-703) Méthode de Justification Par Le Calcul de La Résistance Au Feu Des Structures en Boisyuri2010100% (1)
- ++3202540111 U43Document30 pages++3202540111 U43MohamedZenaidyPas encore d'évaluation
- Cofreet Fiche SymbolesDocument3 pagesCofreet Fiche Symboleskth79100% (1)
- 3 - 01 - Oligocyclique X5CrNiMo17 12 2Document3 pages3 - 01 - Oligocyclique X5CrNiMo17 12 2bagueneau YOUTUBEPas encore d'évaluation
- Autonomie PDFDocument8 pagesAutonomie PDFArthur TRIBOUILLOYPas encore d'évaluation
- TP FCDocument10 pagesTP FCElivs ECPas encore d'évaluation
- FR 9902860016 Decolletagele Catalogue 2017-06 Exemples de Matieres Et Index Alpha-Numerique PimDocument27 pagesFR 9902860016 Decolletagele Catalogue 2017-06 Exemples de Matieres Et Index Alpha-Numerique PimAyoub BOUFTINIPas encore d'évaluation
- RoutesDocument62 pagesRoutesYasmine ImrehanePas encore d'évaluation
- B 2365 Production Du Froid - Technologie Des Machines IndustriellesDocument59 pagesB 2365 Production Du Froid - Technologie Des Machines Industriellesriadh100% (1)
- Chromato 1Document39 pagesChromato 1Achraf ChajiPas encore d'évaluation
- Electrolyse - Exercices Supplementaires Avec CorrectionDocument3 pagesElectrolyse - Exercices Supplementaires Avec CorrectionHAMADA1972100% (3)
- Brochure - Manchon VPC Funke PDFDocument13 pagesBrochure - Manchon VPC Funke PDFSerge TonioloPas encore d'évaluation
- Normes Qualité Eau IrrigationDocument1 pageNormes Qualité Eau IrrigationAmine AlmPas encore d'évaluation
- ExposéDocument6 pagesExposéSali DouaePas encore d'évaluation
- Catalogue Alpes Bureau 2018Document995 pagesCatalogue Alpes Bureau 2018Marc-Evence VillattePas encore d'évaluation
- Latty GroupeDocument117 pagesLatty GroupeYou MajPas encore d'évaluation
- TpsavonDocument1 pageTpsavonيوميات صيدلانية pharmacist diariesPas encore d'évaluation
- 1 Cours Pliage Emboutissage PDFDocument8 pages1 Cours Pliage Emboutissage PDFone0% (1)
- Rapport de Stage Fin D'etudes ClimatisationDocument111 pagesRapport de Stage Fin D'etudes ClimatisationBilel Ben Salem84% (38)