Vous aimerez peut-être aussi
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Rombauts 46Document3 pagesRombauts 46Ali lambadouzaPas encore d'évaluation
- Rombauts 47Document3 pagesRombauts 47Ali lambadouzaPas encore d'évaluation
- Assembler Avec Des LamellosDocument3 pagesAssembler Avec Des LamellosAnonymous NhfimvJBjtPas encore d'évaluation
- PERҪAGE OU FORAGEDocument34 pagesPERҪAGE OU FORAGEBusiness 228100% (1)
- Joel UsokoDocument32 pagesJoel UsokoJonathan MWIKAPas encore d'évaluation
- 13 I Machines A AléserDocument1 page13 I Machines A AléserAtallah HichemPas encore d'évaluation
- Fraisage PDFDocument14 pagesFraisage PDFOmar NabilPas encore d'évaluation
- Tournage, Fraisage, Machines, Outils PDFDocument12 pagesTournage, Fraisage, Machines, Outils PDFdidined100% (1)
- Chapitre - 2 - Avec Enlèvement de Matière - FM - 2018-2019Document41 pagesChapitre - 2 - Avec Enlèvement de Matière - FM - 2018-2019MAJDA TAHIRIPas encore d'évaluation
- Conditions de CoupeDocument22 pagesConditions de CoupeLahmarabderrahmanePas encore d'évaluation
- Rombauts 49Document3 pagesRombauts 49Ali lambadouzaPas encore d'évaluation
- Atlier Mécanique MI3 2022................ 1 (Enregistré Automatiquement)Document9 pagesAtlier Mécanique MI3 2022................ 1 (Enregistré Automatiquement)Bahari MoussaPas encore d'évaluation
- Introduction D'usinageDocument18 pagesIntroduction D'usinageHamada Hamada100% (1)
- Plan Fraiseuse FRDocument125 pagesPlan Fraiseuse FRThierry LAMBOTTEPas encore d'évaluation
- Mortaisage - Wikipédia PDFDocument11 pagesMortaisage - Wikipédia PDFALUCOSTONEPas encore d'évaluation
- TP FaDocument7 pagesTP FaAbderrahmen MakhebiPas encore d'évaluation
- Cours 4Document7 pagesCours 4Marouane ChadiPas encore d'évaluation
- Module Usinage Sur M.O ESADocument9 pagesModule Usinage Sur M.O ESAMamadou Lamine FayePas encore d'évaluation
- Tournage Des Pièces MécaniquesDocument11 pagesTournage Des Pièces Mécaniqueskill3rxPas encore d'évaluation
- Principe de Fonctionnement D'un Tour Et Différents Types. Comment Ça Marche - Exapro Blog - Exapro BlogDocument5 pagesPrincipe de Fonctionnement D'un Tour Et Différents Types. Comment Ça Marche - Exapro Blog - Exapro BlogAhmed Kramdi100% (2)
- Procédés de FiletageDocument26 pagesProcédés de FiletageAdje Kponon-eklouPas encore d'évaluation
- Le TournageDocument11 pagesLe TournageAbdessadek HamdaouiPas encore d'évaluation
- Fabrication D Une Fraiseuse Numerique (CNC)Document116 pagesFabrication D Une Fraiseuse Numerique (CNC)ghilesPas encore d'évaluation
- Les 3 Types de Tourets À MeulerDocument5 pagesLes 3 Types de Tourets À Meulerramzijahdour44Pas encore d'évaluation
- Chapitre 7 - FraisageDocument25 pagesChapitre 7 - FraisageAlexandru Daniel GhermanPas encore d'évaluation
- Chpitre I' LKJJJ .Document15 pagesChpitre I' LKJJJ .Aziz KaborePas encore d'évaluation
- Compte Rendu TP FabricationDocument21 pagesCompte Rendu TP FabricationIsmail Oularbi100% (1)
- Rapport Fabrication MécaniqueDocument19 pagesRapport Fabrication MécaniqueAbdelhadi Taoufik74% (57)
- Cours 05 PerçeusesDocument2 pagesCours 05 PerçeusesTissou100% (1)
- FraisageDocument19 pagesFraisageWiàm Zanobà100% (1)
- 2 - Cours LE BROCHAGEDocument6 pages2 - Cours LE BROCHAGELokman HamzaPas encore d'évaluation
- Le Sciage MetauxDocument4 pagesLe Sciage MetauxTRAOREPas encore d'évaluation
- Moulurage PorteDocument5 pagesMoulurage PortechevallierludovicPas encore d'évaluation
- Fabrication Dune Pièce Mécanique 1Document21 pagesFabrication Dune Pièce Mécanique 1Jihen LassouedPas encore d'évaluation
- ALESAGEDocument14 pagesALESAGEAdje EKLOUPas encore d'évaluation
- TP Fab - Meca BelhadiDocument14 pagesTP Fab - Meca BelhadiSayh YounessPas encore d'évaluation
- Fabrication MecaniqueDocument16 pagesFabrication MecaniqueSamir BouhmidaPas encore d'évaluation
- Présentation Du Rapport de Stage: Réalisé EncadréDocument18 pagesPrésentation Du Rapport de Stage: Réalisé EncadréMehdi LallahPas encore d'évaluation
- Le Percage 2Document5 pagesLe Percage 2Hamouda Azzouz100% (2)
- MemoirDocument5 pagesMemoirmohammed belhadj kelkal100% (1)
- UsinageDocument44 pagesUsinageCharaf Leo100% (1)
- Le TournageDocument24 pagesLe TournageEmmanuel MoussPas encore d'évaluation
- RectifieuseDocument5 pagesRectifieuseDanu Tarca100% (5)
- 4 - Cours LA RECTIFICATIONDocument8 pages4 - Cours LA RECTIFICATIONLokman HamzaPas encore d'évaluation
- Embouti Ssage 4 GMDocument17 pagesEmbouti Ssage 4 GMhassan boulmalPas encore d'évaluation
- 31 05 11les Machines A Bois StationnairesDocument14 pages31 05 11les Machines A Bois StationnairesHassan AzmiPas encore d'évaluation
- Doc1 PFEDocument5 pagesDoc1 PFEYoro Boubou SIDIBEPas encore d'évaluation
- Fabrica MecaniqueDocument41 pagesFabrica MecaniqueallloportoPas encore d'évaluation
- Chap It Re IIIDocument14 pagesChap It Re IIITedj Amine100% (1)
- Présentation TD MODocument11 pagesPrésentation TD MOcha benPas encore d'évaluation
- Tournage MastèreDocument47 pagesTournage MastèreLanjar RanimPas encore d'évaluation
- TPn°1 Tournage PDFDocument17 pagesTPn°1 Tournage PDFZach LeitchPas encore d'évaluation
- Support TP UsinageDocument17 pagesSupport TP UsinageHiba AbarkanePas encore d'évaluation
- F123 Découpe PDFDocument40 pagesF123 Découpe PDFflo_sabin100% (1)
- Art de faire les tapis: façon de TurquieD'EverandArt de faire les tapis: façon de TurquiePas encore d'évaluation
- Comment construire son drone de zéro: Comment construire son drone et dimensionner les différentes partiesD'EverandComment construire son drone de zéro: Comment construire son drone et dimensionner les différentes partiesÉvaluation : 2 sur 5 étoiles2/5 (1)
- Manuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013D'EverandManuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013Pas encore d'évaluation
- Nouveau Document TexteDocument1 pageNouveau Document TexteAli lambadouzaPas encore d'évaluation
- Rombauts 19Document3 pagesRombauts 19Ali lambadouzaPas encore d'évaluation
- Rombauts 49Document3 pagesRombauts 49Ali lambadouzaPas encore d'évaluation
- Rombauts 35Document2 pagesRombauts 35Ali lambadouzaPas encore d'évaluation
- Rombauts 43Document3 pagesRombauts 43Ali lambadouzaPas encore d'évaluation
- Rombauts 29Document3 pagesRombauts 29Ali lambadouzaPas encore d'évaluation
- Rombauts 12Document8 pagesRombauts 12LEIS DJIFACKPas encore d'évaluation
- Rombauts 33Document4 pagesRombauts 33Ali lambadouzaPas encore d'évaluation
- Rombauts 07Document3 pagesRombauts 07Ali lambadouzaPas encore d'évaluation
- Rombauts 21Document4 pagesRombauts 21Ali lambadouzaPas encore d'évaluation
- Rombauts 19Document3 pagesRombauts 19Ali lambadouzaPas encore d'évaluation
- TDM Livre FV YB 2008Document12 pagesTDM Livre FV YB 2008i'm queenPas encore d'évaluation
- 2023ucfa0016 BontempsDocument263 pages2023ucfa0016 BontempsAli lambadouzaPas encore d'évaluation
- Philip Pettit Isaiah BerlinDocument32 pagesPhilip Pettit Isaiah BerlinRoberta Soromenho NicoletePas encore d'évaluation
- Guide Explicatif - Mon Répertoire Orthographique Pour Écrire (RETZ)Document8 pagesGuide Explicatif - Mon Répertoire Orthographique Pour Écrire (RETZ)Pierre Quantin100% (1)
- Abbas Mohamed Larbi Le Management Des Competences Dune Entreprise AlgerinneDocument198 pagesAbbas Mohamed Larbi Le Management Des Competences Dune Entreprise AlgerinneHamid BouleghabPas encore d'évaluation
- Esi-Cours LLC PDFDocument10 pagesEsi-Cours LLC PDFVivo Vivoo VIPas encore d'évaluation
- CH3 Conversion de Lénergie ÉolienneDocument7 pagesCH3 Conversion de Lénergie ÉolienneSalmi Nour E'ddinePas encore d'évaluation
- Uc 15 CPUDocument7 pagesUc 15 CPURayan En-NougaouiPas encore d'évaluation
- EconometrieDocument118 pagesEconometrieIbtissam JoubaPas encore d'évaluation
- 1519 Problmes Conomiques Comprendre L Conomie MondialeDocument124 pages1519 Problmes Conomiques Comprendre L Conomie MondialeThomas le sage100% (1)
- FF Electronique m2Document7 pagesFF Electronique m2yaminoPas encore d'évaluation
- TD2 Variables Aleã AtoiresDocument2 pagesTD2 Variables Aleã AtoiresismailasanguesowPas encore d'évaluation
- Guide Technique 2013 BUSCADocument292 pagesGuide Technique 2013 BUSCAmatheuroquencourt100% (1)
- Fiche Maths Terminale 1Document1 pageFiche Maths Terminale 1Pierre100% (1)
- Chapitre 1Document10 pagesChapitre 1Haboussi MeriemPas encore d'évaluation
- BenchmarkDocument7 pagesBenchmarkSonia YameogoPas encore d'évaluation
- TDN1etude D'un Reseau D'assnissement D'un Ville TouristiqueDocument6 pagesTDN1etude D'un Reseau D'assnissement D'un Ville TouristiqueSmaïl KhelifaPas encore d'évaluation
- Chapitre 2Document83 pagesChapitre 2Midou MhmdPas encore d'évaluation
- Analyse Fonctionnelle BTS UniveriaDocument10 pagesAnalyse Fonctionnelle BTS UniveriaYounes AblePas encore d'évaluation
- Programme de Révisions DST n4Document2 pagesProgramme de Révisions DST n4lola21035Pas encore d'évaluation
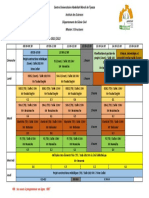
- Emploi Du Temps M1 - S2 - 2021-2022Document1 pageEmploi Du Temps M1 - S2 - 2021-2022TOUBAL SEGHIR NadhirPas encore d'évaluation
- Les Fausses Confidences, Marivaux Acte I Scène 14 AnalyseDocument1 pageLes Fausses Confidences, Marivaux Acte I Scène 14 AnalyseSuper YakiwPas encore d'évaluation
- Turboexpander For LNG PlantDocument9 pagesTurboexpander For LNG PlantArsa Setya DewantaPas encore d'évaluation
- Exposé de INF564 - 3Document3 pagesExposé de INF564 - 3HilairePas encore d'évaluation
- La Phrase InterrogativeDocument4 pagesLa Phrase Interrogativesamirfun2006Pas encore d'évaluation
- P1 MHS DFM C Us01 CR 0001 - 09 - A PDFDocument322 pagesP1 MHS DFM C Us01 CR 0001 - 09 - A PDFNoelia GarcíaPas encore d'évaluation
- Commande Vectorielle Sans Capteur Mécanique de La Machine SyDocument96 pagesCommande Vectorielle Sans Capteur Mécanique de La Machine SyAbdou Juventus100% (1)
- Note de Calcul Reseau GazDocument1 pageNote de Calcul Reseau GazDjamal Mohammedi100% (1)
- TP 1 - Prise en Main de SimscapeDocument8 pagesTP 1 - Prise en Main de SimscapeAbdoul Kader OUATTARAPas encore d'évaluation
- TP ORCAD Simulation Analogique Filtres PDocument13 pagesTP ORCAD Simulation Analogique Filtres PKAPAGNAN MOHAMED KONEPas encore d'évaluation
- Comprehension Et Expression OraleDocument30 pagesComprehension Et Expression Oraleيوسف عسلي67% (3)
- ThoriedesfilsdattenteV1 Anisimov LimniosDocument16 pagesThoriedesfilsdattenteV1 Anisimov LimniosCharif MohamedPas encore d'évaluation