Vous aimerez peut-être aussi
- O God Beyond All PraisingDocument3 pagesO God Beyond All Praisingkoyske71% (7)
- Rapport Fabrication MécaniqueDocument19 pagesRapport Fabrication MécaniqueAbdelhadi Taoufik74% (57)
- TournageDocument22 pagesTournageAhmed KramdiPas encore d'évaluation
- Compte Rendu TP FabricationDocument21 pagesCompte Rendu TP FabricationIsmail Oularbi100% (1)
- Introduction D'usinageDocument18 pagesIntroduction D'usinageHamada Hamada100% (1)
- Fabrication MecaniqueDocument16 pagesFabrication MecaniqueSamir BouhmidaPas encore d'évaluation
- TP FaDocument7 pagesTP FaAbderrahmen MakhebiPas encore d'évaluation
- Cours TF-5Document13 pagesCours TF-55rvknwg82qPas encore d'évaluation
- PERҪAGE OU FORAGEDocument34 pagesPERҪAGE OU FORAGEBusiness 228100% (1)
- Fabrica MecaniqueDocument41 pagesFabrica MecaniqueallloportoPas encore d'évaluation
- Le TournageDocument11 pagesLe TournageAbdessadek HamdaouiPas encore d'évaluation
- Chapitre V Tournage-4Document6 pagesChapitre V Tournage-4Aziz Kabore100% (1)
- CHAPITRE I Théo KumbuDocument4 pagesCHAPITRE I Théo KumbuDieuvoulu Asemba MondengePas encore d'évaluation
- Outils de TournageDocument4 pagesOutils de TournageKhlif Mohamed100% (2)
- Tournage CylindriqueDocument32 pagesTournage CylindriqueKouki Nizar100% (1)
- RectifieuseDocument5 pagesRectifieuseDanu Tarca100% (5)
- Tour ParallèleDocument10 pagesTour ParallèleltaifPas encore d'évaluation
- Le TournageDocument244 pagesLe TournageHamada HamadaPas encore d'évaluation
- Rapport 2Document7 pagesRapport 2elking gingstarsPas encore d'évaluation
- Tournage, Fraisage, Machines, Outils PDFDocument12 pagesTournage, Fraisage, Machines, Outils PDFdidined100% (1)
- Mini Projet TCEDocument9 pagesMini Projet TCEwassila boulichePas encore d'évaluation
- Université de Science Et Technologie JDocument8 pagesUniversité de Science Et Technologie Jgdt hftPas encore d'évaluation
- TP - Dressage Et ChariotageDocument32 pagesTP - Dressage Et ChariotageDjaafar Chekhchoukh100% (2)
- IntroductionDocument23 pagesIntroductionofouekouassijuniorulrichPas encore d'évaluation
- Tournage 1Document6 pagesTournage 1Raouf Mohamed AmraouiPas encore d'évaluation
- TP Fab - Meca BelhadiDocument14 pagesTP Fab - Meca BelhadiSayh YounessPas encore d'évaluation
- Cour de Fabrication Pour Année de LicenceDocument8 pagesCour de Fabrication Pour Année de LicenceDavid parolePas encore d'évaluation
- 3 TournageDocument148 pages3 TournageHajar Ben GaraâPas encore d'évaluation
- Projet FM SaraDocument12 pagesProjet FM SaraIkram KhedimPas encore d'évaluation
- Tournage MastèreDocument47 pagesTournage MastèreLanjar RanimPas encore d'évaluation
- Tournage Fraisage Perçage OkDocument34 pagesTournage Fraisage Perçage OkSanae Lhmiri100% (1)
- Merged 20200621 021907Document52 pagesMerged 20200621 021907Serge bonel DafonsecaPas encore d'évaluation
- TournageDocument11 pagesTournageyassine lakhalPas encore d'évaluation
- Compte Rendu HarchicheDocument9 pagesCompte Rendu HarchicheAlex YourtPas encore d'évaluation
- Compte Rendu de TP de Fraisage: Filière Groupe Préparer Par EncadrantDocument8 pagesCompte Rendu de TP de Fraisage: Filière Groupe Préparer Par EncadrantISMAIL AFELLAPas encore d'évaluation
- Tour ParalleleDocument6 pagesTour ParalleleErraji HichamPas encore d'évaluation
- HCH-FAB II - Partie 1Document8 pagesHCH-FAB II - Partie 1lachhelPas encore d'évaluation
- Fabrication Mecanique Majdouna PDFDocument89 pagesFabrication Mecanique Majdouna PDFMajda El Aouni100% (2)
- Conditions de CoupeDocument22 pagesConditions de CoupeLahmarabderrahmanePas encore d'évaluation
- Le FraisageDocument8 pagesLe FraisageAmina RehhaliPas encore d'évaluation
- 1.CH5 - Centre D'usinage CNCDocument8 pages1.CH5 - Centre D'usinage CNCgono playerPas encore d'évaluation
- TechnologiesDocument63 pagesTechnologiesi kPas encore d'évaluation
- CoursDocument181 pagesCoursMohamed Sahil100% (3)
- Support TP UsinageDocument17 pagesSupport TP UsinageHiba AbarkanePas encore d'évaluation
- Orca Share Media1648051263031 6912428004739516296Document47 pagesOrca Share Media1648051263031 6912428004739516296نجيب حماموشPas encore d'évaluation
- TPFM1Document7 pagesTPFM1deeeeeeeeeeeeeeeePas encore d'évaluation
- Chap It Re IIIDocument14 pagesChap It Re IIITedj Amine100% (1)
- 13 I Machines A AléserDocument1 page13 I Machines A AléserAtallah HichemPas encore d'évaluation
- Lecon 5 Machine OutilDocument24 pagesLecon 5 Machine OutilYasmine HammamiPas encore d'évaluation
- Le Percage 2Document5 pagesLe Percage 2Hamouda Azzouz100% (2)
- Fraisage PDFDocument14 pagesFraisage PDFOmar NabilPas encore d'évaluation
- Le TournageDocument11 pagesLe TournageEL Araouri AchrafPas encore d'évaluation
- Le Tournage - 2Document11 pagesLe Tournage - 2مباشر يونسPas encore d'évaluation
- Presentation-Totale TOTADocument24 pagesPresentation-Totale TOTAMa HdiPas encore d'évaluation
- Comment construire son drone de zéro: Comment construire son drone et dimensionner les différentes partiesD'EverandComment construire son drone de zéro: Comment construire son drone et dimensionner les différentes partiesÉvaluation : 2 sur 5 étoiles2/5 (1)
- Manuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013D'EverandManuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013Pas encore d'évaluation
- Théorie et pratique du treuil: Treuils fixes et mobilesD'EverandThéorie et pratique du treuil: Treuils fixes et mobilesPas encore d'évaluation
- Nibridge: Unibridge®: Construire Et ReconstruireDocument2 pagesNibridge: Unibridge®: Construire Et ReconstruireorbediePas encore d'évaluation
- Cours Techniques ComDocument81 pagesCours Techniques Comkhalid hammaniPas encore d'évaluation
- Motrec WebManual - E 280B AC - 1131229upDocument61 pagesMotrec WebManual - E 280B AC - 1131229uppedro javier carrera juradoPas encore d'évaluation
- RestoDocument2 pagesRestoAbir LatréchePas encore d'évaluation
- Table de Contenus EditoDocument5 pagesTable de Contenus EditoDajana KantardžićPas encore d'évaluation
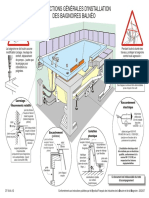
- BalneoDocument2 pagesBalneocloud adsophPas encore d'évaluation
- (LA) 2 Racine, Phèdre I3 (Aveu)Document6 pages(LA) 2 Racine, Phèdre I3 (Aveu)koana bshsPas encore d'évaluation
- Asymétrie D'informationsDocument6 pagesAsymétrie D'informationsDjoufack JanvierPas encore d'évaluation
- Infos Complémentaires Balade Et Bonne Mine 2021Document1 pageInfos Complémentaires Balade Et Bonne Mine 2021Christian CouteauPas encore d'évaluation
- Émancipation TardiveDocument2 pagesÉmancipation TardiveFrancisco Buendía Del MolinoPas encore d'évaluation
- Revues de DirectionDocument39 pagesRevues de DirectionTim Stelens Seka100% (1)
- Eurochain VL FRDocument8 pagesEurochain VL FRSalaheddine OURPas encore d'évaluation
- Chrétiens D'iranDocument18 pagesChrétiens D'iranSepide HakhamaneshiPas encore d'évaluation
- Inhibiteurs de Pompe À ProtonsDocument1 pageInhibiteurs de Pompe À ProtonsYasmine TarchounPas encore d'évaluation
- RappelHTML WebSémantiqueDocument2 pagesRappelHTML WebSémantiqueNour LetaiefPas encore d'évaluation
- TD1 (Resume)Document10 pagesTD1 (Resume)Rayane NouiPas encore d'évaluation
- Balistique - SniperSoricomDocument30 pagesBalistique - SniperSoricomKishore BarreteauPas encore d'évaluation
- FéminismeDocument5 pagesFéminismeSouleymane TRAOREPas encore d'évaluation
- Programme Général Et CAODocument12 pagesProgramme Général Et CAOHOUDAPas encore d'évaluation
- Formation PMPDocument4 pagesFormation PMPCi2p ConsultingPas encore d'évaluation
- Essai Accéléré de Réaction Sulfatique Externe (RSE)Document11 pagesEssai Accéléré de Réaction Sulfatique Externe (RSE)Rafik SiamPas encore d'évaluation
- ParnassaDocument62 pagesParnassaAli TraorePas encore d'évaluation
- Filières Ouvertes À l'UAE en 2021-2022-1Document9 pagesFilières Ouvertes À l'UAE en 2021-2022-1james dorPas encore d'évaluation
- Devoir de Synthèse N°1 2017 2018 (Hidri Lazhar) PDFDocument3 pagesDevoir de Synthèse N°1 2017 2018 (Hidri Lazhar) PDFRabiaa GuesmiPas encore d'évaluation
- 52910Document9 pages52910mostabouPas encore d'évaluation
- 6 7091 E79da38f PDFDocument24 pages6 7091 E79da38f PDFSAEC LIBERTEPas encore d'évaluation
- Formulaire de Candidature Simplifié INVEST RH - YOUNES BOUAYADDocument2 pagesFormulaire de Candidature Simplifié INVEST RH - YOUNES BOUAYADybouayadPas encore d'évaluation
- Acfrogdtvvmhsyokaxk9q9ktmv8ergolx3 8r7mirpt6v0g8ws9791lwm0erykcgoe - Oxnasmm7zamygytzylwahyey2bio4ju6kha9f O-Mtovs31mlbtazlp83rq6izewdexdeitn7oqdxmsdDocument2 pagesAcfrogdtvvmhsyokaxk9q9ktmv8ergolx3 8r7mirpt6v0g8ws9791lwm0erykcgoe - Oxnasmm7zamygytzylwahyey2bio4ju6kha9f O-Mtovs31mlbtazlp83rq6izewdexdeitn7oqdxmsdEL MéhdiPas encore d'évaluation
- 6a - Tce GraveDocument49 pages6a - Tce GraveErick AndersonPas encore d'évaluation