Vous aimerez peut-être aussi
- Analyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1D'EverandAnalyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1Pas encore d'évaluation
- Leçon 3: Ordonnancement: PlanificationDocument25 pagesLeçon 3: Ordonnancement: Planificationmoustafa officielPas encore d'évaluation
- GDQ 233 - Mise en Oeuvre D'une Demarche D'amelioration Et OrdonancementDocument29 pagesGDQ 233 - Mise en Oeuvre D'une Demarche D'amelioration Et OrdonancementManfoPas encore d'évaluation
- Planification Ordonnacement Séance 4Document16 pagesPlanification Ordonnacement Séance 4Brahim Khizrane100% (1)
- Traité d'économétrie financière: Modélisation financièreD'EverandTraité d'économétrie financière: Modélisation financièrePas encore d'évaluation
- L1-GPL - Cours ORDONNANCEMENT D'ATELIER 1 (Partie 2)Document14 pagesL1-GPL - Cours ORDONNANCEMENT D'ATELIER 1 (Partie 2)Vadel SniperPas encore d'évaluation
- Livret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62D'EverandLivret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62Pas encore d'évaluation
- ORDONNANCEMENTDocument7 pagesORDONNANCEMENTSawssen GuidaraPas encore d'évaluation
- LES MACROS AVEC GOOGLE SHEETS: Programmer en JavascriptD'EverandLES MACROS AVEC GOOGLE SHEETS: Programmer en JavascriptPas encore d'évaluation
- Ordonncement 2021 2022 Chapitre 1Document57 pagesOrdonncement 2021 2022 Chapitre 1Rä Høuba100% (1)
- Ordonncement 2021 2022 Chapitre 1Document57 pagesOrdonncement 2021 2022 Chapitre 1Rä Høuba100% (1)
- Enseigner les Traits pertinents temporels: avec la participation active des apprenantsD'EverandEnseigner les Traits pertinents temporels: avec la participation active des apprenantsPas encore d'évaluation
- RAPPORT GPDocument12 pagesRAPPORT GPNour MouawadPas encore d'évaluation
- Python pour Débutants : Guide Complet pour Apprendre la Programmation Pas à PasD'EverandPython pour Débutants : Guide Complet pour Apprendre la Programmation Pas à PasPas encore d'évaluation
- TD4 Gestion Industrielle 20222023 TT Et SALB FacultatifDocument2 pagesTD4 Gestion Industrielle 20222023 TT Et SALB FacultatifBilal DRAOUIPas encore d'évaluation
- 0-Cours Planifiction TSGODocument22 pages0-Cours Planifiction TSGONassib Tarik100% (1)
- M05 D Termination Des Temps de Fabrication-FM-TSMFMDocument46 pagesM05 D Termination Des Temps de Fabrication-FM-TSMFMMohammed Chbani75% (4)
- Chapitre 7GPDocument5 pagesChapitre 7GPBadr EdouhabiPas encore d'évaluation
- TD Dalot Temps Unitaires Preparation ChantierDocument17 pagesTD Dalot Temps Unitaires Preparation Chantierpwamamef100% (2)
- P11S3 L'ordonnancement de La ProductionDocument5 pagesP11S3 L'ordonnancement de La ProductionALHASSANE ADAMA DialloPas encore d'évaluation
- Corrigé Bac Pro MEI 2020Document14 pagesCorrigé Bac Pro MEI 2020HakobyanPas encore d'évaluation
- temps et simogrammeDocument8 pagestemps et simogrammejeansca.mouakassaPas encore d'évaluation
- CHAP3 - Notion de TempsDocument14 pagesCHAP3 - Notion de TempsHajriPas encore d'évaluation
- Gestion Des Flux - Choix D'une Taille de LotDocument6 pagesGestion Des Flux - Choix D'une Taille de LotNajahi YoussefPas encore d'évaluation
- Organisation de Production PDFDocument10 pagesOrganisation de Production PDFElmouden MustaphaPas encore d'évaluation
- Délais Et Encours - Copie PDFDocument4 pagesDélais Et Encours - Copie PDFKarim BchirPas encore d'évaluation
- Ordonnancement PDFDocument5 pagesOrdonnancement PDFAhceneHamimesPas encore d'évaluation
- Gop 1 1Document9 pagesGop 1 1Assane TouréPas encore d'évaluation
- Devoir 03 - Microéconomie II CorrigéDocument2 pagesDevoir 03 - Microéconomie II CorrigéGDGE AnimationPas encore d'évaluation
- TD - Gestion de PROD-1Document6 pagesTD - Gestion de PROD-1kawkaPas encore d'évaluation
- TD OrdonnancementDocument5 pagesTD OrdonnancementImèn JndoubiPas encore d'évaluation
- Determination Des Temps de FabricationDocument41 pagesDetermination Des Temps de FabricationO'zSamaPas encore d'évaluation
- TD1 TempsReelDocument3 pagesTD1 TempsReelAouatif Aouatifo0% (1)
- PIC en C - TempsDocument19 pagesPIC en C - TempsFarah MahdiaPas encore d'évaluation
- Eval Temps BtsipmDocument6 pagesEval Temps BtsipmAhceneHamimes100% (1)
- Contrat PhaseDocument5 pagesContrat PhaseHafida EnnajiPas encore d'évaluation
- Chapitre III ODC 2018Document3 pagesChapitre III ODC 2018Alaeddine KharchiPas encore d'évaluation
- Planification Des TravauxDocument22 pagesPlanification Des TravauxSabriRemremPas encore d'évaluation
- L'ordonnancementDocument27 pagesL'ordonnancementElmelki AnasPas encore d'évaluation
- TPDocument14 pagesTPHa KimPas encore d'évaluation
- Chapitre 5 OrdonnancementDocument39 pagesChapitre 5 OrdonnancementSoufiane Faidi100% (1)
- Détermination Des Temps de Fabrication - Temps D'usinageDocument7 pagesDétermination Des Temps de Fabrication - Temps D'usinageZackaria El IdrissiPas encore d'évaluation
- Série de TD #02Document5 pagesSérie de TD #02zachazet100% (1)
- Les Déboursés Horaires de La Main D'oeuvre PDFDocument8 pagesLes Déboursés Horaires de La Main D'oeuvre PDFFerhat Outaleb100% (2)
- Cours N° 03 Notions Sur La Planification, Le Rendement Et La Durée. Module Org Des Chan 3èmeGCDocument9 pagesCours N° 03 Notions Sur La Planification, Le Rendement Et La Durée. Module Org Des Chan 3èmeGCjohn cambixPas encore d'évaluation
- Chapitre 9-La Mesure Du TravailDocument5 pagesChapitre 9-La Mesure Du TravailamirPas encore d'évaluation
- Examen_temps_reel_8_02_2016Document2 pagesExamen_temps_reel_8_02_2016Na CerPas encore d'évaluation
- EXO Fabrication Assistee Par Ordinateur de 2 A 5 Axes 2007Document4 pagesEXO Fabrication Assistee Par Ordinateur de 2 A 5 Axes 2007Ben FahPas encore d'évaluation
- TD OPT-leanDocument2 pagesTD OPT-leanAhmed Ben MustaphaPas encore d'évaluation
- TD3_SEDocument5 pagesTD3_SEMouhamed AminePas encore d'évaluation
- SAÉ 2.4 - Calcul Des Sollicitations Et Des Déformations Sur UneDocument22 pagesSAÉ 2.4 - Calcul Des Sollicitations Et Des Déformations Sur Uneapi-640258442Pas encore d'évaluation
- Examen Béton ArméDocument10 pagesExamen Béton ArméboscoPas encore d'évaluation
- La Programmation Des PIC en C (Le Temp D'horloge) PDFDocument19 pagesLa Programmation Des PIC en C (Le Temp D'horloge) PDFNisou ProPas encore d'évaluation
- Cours GDP4Document35 pagesCours GDP4Soufiane NaniPas encore d'évaluation
- Cours Etude de PrixDocument69 pagesCours Etude de PrixMariame Hanni100% (1)
- Optimisation1 Chap3bDocument28 pagesOptimisation1 Chap3bSawssan Hanane100% (1)
- Gestion de Processus-ConvertiDocument26 pagesGestion de Processus-ConvertiAhmed BourguibaPas encore d'évaluation
- Fiche de Vie Balance Electrique 3Document2 pagesFiche de Vie Balance Electrique 3Moez AlouiPas encore d'évaluation
- Densimètre (1.800-1.900) 2023Document2 pagesDensimètre (1.800-1.900) 2023Moez AlouiPas encore d'évaluation
- Plan Communication ExcelDocument4 pagesPlan Communication ExcelSemanu SROUKPEPas encore d'évaluation
- Densimètre (1.800-1.900) 2023Document2 pagesDensimètre (1.800-1.900) 2023Moez AlouiPas encore d'évaluation
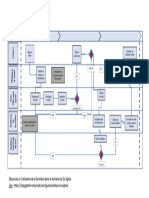
- Diagramme SwimlaneDocument1 pageDiagramme SwimlaneMoez AlouiPas encore d'évaluation
- Suivi Des Non-Conformits Et Actions DamliorationDocument9 pagesSuivi Des Non-Conformits Et Actions Damliorationarona ndourPas encore d'évaluation
- Tableau de Bord Suivi Des Ventes Excel GratuitDocument134 pagesTableau de Bord Suivi Des Ventes Excel GratuitMoez AlouiPas encore d'évaluation
- Référentiel de Diagnostic LeanDocument6 pagesRéférentiel de Diagnostic LeanMoez AlouiPas encore d'évaluation
- Manuel Formation Méthode-Des-5s PDFDocument21 pagesManuel Formation Méthode-Des-5s PDFJean Paul Bés100% (2)
- Programme Formation 5S Charge & Finition - UnlockedDocument3 pagesProgramme Formation 5S Charge & Finition - UnlockedMoez AlouiPas encore d'évaluation
- Comment Faire Analyse SwotDocument4 pagesComment Faire Analyse Swotfamille gascardPas encore d'évaluation
- Logiciel Gestion SAV ExcelDocument1 687 pagesLogiciel Gestion SAV ExcelbahaouiPas encore d'évaluation
- Logo QseDocument3 pagesLogo QseawatefPas encore d'évaluation
- CV A.JawherDocument2 pagesCV A.JawherMoez AlouiPas encore d'évaluation
- صيانة اللابتوب طمانDocument107 pagesصيانة اللابتوب طمانMoncef ComputerPas encore d'évaluation
- Ifg Ee Digital Mba ManagementDocument13 pagesIfg Ee Digital Mba ManagementMoez AlouiPas encore d'évaluation
- Lettre de MotivationDocument3 pagesLettre de MotivationgooPas encore d'évaluation
- Bridage RApIDE Pour MOULES D INJECTION PDFDocument24 pagesBridage RApIDE Pour MOULES D INJECTION PDFSamir KhPas encore d'évaluation
- Epreuve Informatique CC Pere C EtdDocument1 pageEpreuve Informatique CC Pere C EtdCedric Lenantais100% (1)
- RAP Exploitant en InformatiqueDocument19 pagesRAP Exploitant en InformatiqueAzedine Sariye100% (1)
- Solution Série3Document22 pagesSolution Série3SELBI FatihaPas encore d'évaluation
- Presentation-PowerPoint Com Modele 9Document14 pagesPresentation-PowerPoint Com Modele 9Wendpanga Laurent NANAPas encore d'évaluation
- 25.parole Dexpert CyberCercle Le Reseau Radio Du Futur Guillaume LAMBERT 16072021Document7 pages25.parole Dexpert CyberCercle Le Reseau Radio Du Futur Guillaume LAMBERT 16072021Abderrahmane Said AGGOUNPas encore d'évaluation
- Travaux Pratiques de Teledetection Spatiale II UliegeDocument432 pagesTravaux Pratiques de Teledetection Spatiale II Uliegeerick stanPas encore d'évaluation
- Formation ExcelDocument7 pagesFormation ExcelMax Onassis CoulibalyPas encore d'évaluation
- Memoire Madone Version RecenteDocument43 pagesMemoire Madone Version RecenteMadone JrPas encore d'évaluation
- Les Formats OuvertsDocument28 pagesLes Formats OuvertsicdPas encore d'évaluation
- TORKMEN KarimDocument71 pagesTORKMEN KarimBasma OueslatiPas encore d'évaluation
- Protocoles de SupervisionDocument9 pagesProtocoles de SupervisionAmine HaddanouPas encore d'évaluation
- STP MSTPDocument6 pagesSTP MSTPAbdoul Wahab IssiakaPas encore d'évaluation
- Structure Machine 2018 - 2019Document39 pagesStructure Machine 2018 - 2019iKqliPas encore d'évaluation
- Sicam Iset HazemDocument20 pagesSicam Iset HazemHazem AmdouniPas encore d'évaluation
- Impact de La Transformation Digitale Sur La Performance de L'entreprise VFDocument135 pagesImpact de La Transformation Digitale Sur La Performance de L'entreprise VFsiham oulmoudenPas encore d'évaluation
- Curriculum 1Document11 pagesCurriculum 1Amy PangPas encore d'évaluation
- Ofppt: Rapport de StageDocument13 pagesOfppt: Rapport de StageOthmane MadihPas encore d'évaluation
- Gestion de ProjetDocument28 pagesGestion de ProjetStephane Phanotron MbaïammadjiPas encore d'évaluation
- Community Manager Oc PDFDocument26 pagesCommunity Manager Oc PDFGeorges MoiéPas encore d'évaluation
- Raccord Cuivre Et GCU Informations Techniques - Inconnu (E)Document6 pagesRaccord Cuivre Et GCU Informations Techniques - Inconnu (E)aretirePas encore d'évaluation
- InformationsDocument2 pagesInformationselleviasasnPas encore d'évaluation
- File DownloadDocument3 pagesFile Downloadsof Maz100% (1)
- Résultats de L'enquéte Auprés Des ProfessionnelsDocument7 pagesRésultats de L'enquéte Auprés Des ProfessionnelsShahi BouzPas encore d'évaluation
- CR Cellule Travaux 2013 12 11Document16 pagesCR Cellule Travaux 2013 12 11Vermeersch KévinPas encore d'évaluation
- Processus de Developpement Logiciel Et AmdecDocument6 pagesProcessus de Developpement Logiciel Et AmdecNesrine NouiraPas encore d'évaluation
- Cours Hydraulique 80 Boitier DirectionDocument3 pagesCours Hydraulique 80 Boitier DirectionOumaima RebeyPas encore d'évaluation
- Application Et Exploration de Lapproche de Decoupage Des Systemes de Recommandations Pre ContextuelleDocument68 pagesApplication Et Exploration de Lapproche de Decoupage Des Systemes de Recommandations Pre ContextuelleArold StonePas encore d'évaluation
- 1 DecouverteDocument6 pages1 DecouvertekelyanschutzPas encore d'évaluation
- Secrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)D'EverandSecrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)Évaluation : 4 sur 5 étoiles4/5 (2)
- Hacking pour débutant Le guide ultime du débutant pour apprendre les bases du hacking avec Kali Linux et comment se protéger des hackersD'EverandHacking pour débutant Le guide ultime du débutant pour apprendre les bases du hacking avec Kali Linux et comment se protéger des hackersPas encore d'évaluation
- Hacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandHacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Python | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationD'EverandPython | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationPas encore d'évaluation
- Wireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.D'EverandWireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.Pas encore d'évaluation
- WiFi Hacking : Le guide simplifié du débutant pour apprendre le hacking des réseaux WiFi avec Kali LinuxD'EverandWiFi Hacking : Le guide simplifié du débutant pour apprendre le hacking des réseaux WiFi avec Kali LinuxÉvaluation : 3 sur 5 étoiles3/5 (1)
- Explication De La Technologie Blockchain: Guide Ultime Du Débutant Au Sujet Du Portefeuille Blockchain, Mines, Bitcoin, Ripple, EthereumD'EverandExplication De La Technologie Blockchain: Guide Ultime Du Débutant Au Sujet Du Portefeuille Blockchain, Mines, Bitcoin, Ripple, EthereumPas encore d'évaluation
- La communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseD'EverandLa communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseÉvaluation : 5 sur 5 étoiles5/5 (1)
- Piraté: Guide Ultime De Kali Linux Et De Piratage Sans Fil Avec Des Outils De Test De SécuritéD'EverandPiraté: Guide Ultime De Kali Linux Et De Piratage Sans Fil Avec Des Outils De Test De SécuritéPas encore d'évaluation
- Wi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserD'EverandWi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserPas encore d'évaluation
- Manuel de fabrication du savon: Je fabrique mes savons facilementD'EverandManuel de fabrication du savon: Je fabrique mes savons facilementÉvaluation : 5 sur 5 étoiles5/5 (4)
- Créer Son Propre Site Internet Et Son Blog GratuitementD'EverandCréer Son Propre Site Internet Et Son Blog GratuitementÉvaluation : 5 sur 5 étoiles5/5 (1)
- Guide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxD'EverandGuide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxÉvaluation : 1 sur 5 étoiles1/5 (1)
- Comment analyser les gens : Introduction à l’analyse du langage corporel et les types de personnalité.D'EverandComment analyser les gens : Introduction à l’analyse du langage corporel et les types de personnalité.Pas encore d'évaluation
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- Marketing: Guide Pour Gagner De L'argent En Ligne Avec Les Réseaux SociauxD'EverandMarketing: Guide Pour Gagner De L'argent En Ligne Avec Les Réseaux SociauxPas encore d'évaluation
- NFT et Cryptoart: Le guide complet pour investir, créer et vendre avec succès des jetons non fongibles sur le marché de l'art numériqueD'EverandNFT et Cryptoart: Le guide complet pour investir, créer et vendre avec succès des jetons non fongibles sur le marché de l'art numériqueÉvaluation : 5 sur 5 étoiles5/5 (5)
- Création d'une start-up à succès de A à Z: Réussir votre Start-up 2.0 Web et MobileD'EverandCréation d'une start-up à succès de A à Z: Réussir votre Start-up 2.0 Web et MobileÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- 101 idées pour travailler à domicile: Plus tous les conseils pour bien démarrerD'Everand101 idées pour travailler à domicile: Plus tous les conseils pour bien démarrerÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- La psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsD'EverandLa psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsPas encore d'évaluation
- Le plan marketing en 4 étapes: Stratégies et étapes clés pour créer des plans de marketing qui fonctionnentD'EverandLe plan marketing en 4 étapes: Stratégies et étapes clés pour créer des plans de marketing qui fonctionnentPas encore d'évaluation
- Le guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandLe guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 5 sur 5 étoiles5/5 (2)
- Blockchain: Applications et compréhension du monde réel: Comment appliquer la Blockchain dans votre mondeD'EverandBlockchain: Applications et compréhension du monde réel: Comment appliquer la Blockchain dans votre mondePas encore d'évaluation
- Kali Linux pour débutant : Le guide ultime du débutant pour apprendre les bases de Kali Linux.D'EverandKali Linux pour débutant : Le guide ultime du débutant pour apprendre les bases de Kali Linux.Évaluation : 5 sur 5 étoiles5/5 (1)
- Apprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationD'EverandApprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationPas encore d'évaluation