Vous aimerez peut-être aussi
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Chapitre II - GPDocument11 pagesChapitre II - GPmohamedPas encore d'évaluation
- TD Systeme de ProdDocument4 pagesTD Systeme de ProdNOUHAILA EL FARDOUSSPas encore d'évaluation
- Exercices CapaciteDocument8 pagesExercices Capaciteaudrey mappyPas encore d'évaluation
- Exercice 4Document2 pagesExercice 4najlae alfathiPas encore d'évaluation
- Examen Gestion Des Flux 2012Document4 pagesExamen Gestion Des Flux 2012Ismail Monvoyaj100% (2)
- TDs Fonction OrdonnancementDocument11 pagesTDs Fonction OrdonnancementniklasrasPas encore d'évaluation
- Emrp PDFDocument9 pagesEmrp PDFsoukaina100% (1)
- 08-09 ATI1 OI TP GP Gravograph-2 PDFDocument6 pages08-09 ATI1 OI TP GP Gravograph-2 PDFنورالله البسدوريPas encore d'évaluation
- OPT - Par L'exemple PDFDocument10 pagesOPT - Par L'exemple PDFBAFAR YASSIRPas encore d'évaluation
- Gestion de ProductionDocument33 pagesGestion de ProductionSaMira LFPas encore d'évaluation
- Corrige 6Document2 pagesCorrige 6sinchicovich100% (1)
- Exercice MetalarmDocument2 pagesExercice MetalarmTCHAMADEU SEVERINPas encore d'évaluation
- Cours OGP Chapitre 2 Partie 1Document7 pagesCours OGP Chapitre 2 Partie 1Firas AjmiPas encore d'évaluation
- Examen Gestion Des Flux LP 21Document2 pagesExamen Gestion Des Flux LP 21YOUNES TASDROMTEPas encore d'évaluation
- Corrige 7Document3 pagesCorrige 7Sahbi SkPas encore d'évaluation
- Algorithme de JohnsonDocument17 pagesAlgorithme de JohnsonYriaPas encore d'évaluation
- Devoir N°1 Fonctionnement 1er Semestre 2020Document5 pagesDevoir N°1 Fonctionnement 1er Semestre 2020SandersPas encore d'évaluation
- Chap3 - Ordonnancement en Ateliers SpécialisésDocument72 pagesChap3 - Ordonnancement en Ateliers Spécialisésjon kong100% (1)
- Etude de Cas Gestion Juste À TempsDocument2 pagesEtude de Cas Gestion Juste À TempsKhalid Rahmani100% (2)
- Chapitre 3 Calcul Des Besoins MRP PDFDocument19 pagesChapitre 3 Calcul Des Besoins MRP PDFOumaima Ben SaidPas encore d'évaluation
- Devoir G. Production 2 GM2 2021Document3 pagesDevoir G. Production 2 GM2 2021Erraji HichamPas encore d'évaluation
- UTBM Gestion de Production Et Des Stocks 2007 IMAPDocument3 pagesUTBM Gestion de Production Et Des Stocks 2007 IMAPmarmara161616Pas encore d'évaluation
- TP KanbanDocument2 pagesTP KanbanYOUNES TASDROMTEPas encore d'évaluation
- IMPLEMANTATIONDocument64 pagesIMPLEMANTATIONAnonymous 9qKdViDP4Pas encore d'évaluation
- Devoir MRP II PDFDocument2 pagesDevoir MRP II PDFabdo tmPas encore d'évaluation
- Cours 1 - Introduction Aux Systèmes de ProductionDocument26 pagesCours 1 - Introduction Aux Systèmes de ProductiongogoPas encore d'évaluation
- GmaoDocument2 pagesGmaoWalid FoudadPas encore d'évaluation
- TD Fonction OrdonnancementDocument7 pagesTD Fonction OrdonnancementrtuiojPas encore d'évaluation
- Etude de Cas MTBF MTTRDocument1 pageEtude de Cas MTBF MTTRIliass MahrazPas encore d'évaluation
- Methode Des ChaînonsDocument28 pagesMethode Des ChaînonsYass InePas encore d'évaluation
- Ordonnancement Et Gestion Des Flux - Esith - 2019Document115 pagesOrdonnancement Et Gestion Des Flux - Esith - 2019Fatima Ezzahraa NahidPas encore d'évaluation
- Exemples de Calcul MRP1 Et MRP2 PDFDocument28 pagesExemples de Calcul MRP1 Et MRP2 PDFBadr EdouhabiPas encore d'évaluation
- Exo Avec CorrigéDocument2 pagesExo Avec CorrigéJabir Arif100% (1)
- Suivi de StockDocument2 pagesSuivi de StockIlham ElAmraouiPas encore d'évaluation
- Cours La Loi de ParetoDocument9 pagesCours La Loi de ParetoShoyandellPas encore d'évaluation
- Gestion de ProductionDocument33 pagesGestion de ProductionMongoué AstridPas encore d'évaluation
- Examen Production GM2 20-21Document4 pagesExamen Production GM2 20-21Hamza BNPas encore d'évaluation
- Ordonncement 2021 2022 Chapitre 1Document57 pagesOrdonncement 2021 2022 Chapitre 1Rä Høuba100% (1)
- Examen Gestion de Production À Distance Du Master Génie Industriel 19-20Document3 pagesExamen Gestion de Production À Distance Du Master Génie Industriel 19-20BADR BADRPas encore d'évaluation
- Calculer Le TRSDocument2 pagesCalculer Le TRSqzm74l100% (1)
- Charge LissageDocument9 pagesCharge LissageHabib AbdennajiPas encore d'évaluation
- TDQUALITE2020Document2 pagesTDQUALITE2020YounesPas encore d'évaluation
- TD MRPDocument3 pagesTD MRPachraf weslatiPas encore d'évaluation
- Conception Et Organisation Des Postes de TravailDocument57 pagesConception Et Organisation Des Postes de TravailEl mahdi LaassarPas encore d'évaluation
- La Planification de La Production: Le Plan Industriel Et Commercial Le Plan Industriel Et CommercialDocument4 pagesLa Planification de La Production: Le Plan Industriel Et Commercial Le Plan Industriel Et CommerciallamiaaPas encore d'évaluation
- MSP-SPC 2Document100 pagesMSP-SPC 2HammamiSalahPas encore d'évaluation
- 6.5 Etude de Cas PDP PF1PF2Document4 pages6.5 Etude de Cas PDP PF1PF2AITPas encore d'évaluation
- 9614 Corrige UTBM Gestion-De-Production-Et-Des-Stocks 2006 IMAPDocument2 pages9614 Corrige UTBM Gestion-De-Production-Et-Des-Stocks 2006 IMAPjacques EDOHPas encore d'évaluation
- Exercice de Production MasterDocument9 pagesExercice de Production MasterImane MachichePas encore d'évaluation
- MRP2Document47 pagesMRP2najlae alfathiPas encore d'évaluation
- Questions 3eme EM: X X X X XDocument4 pagesQuestions 3eme EM: X X X X XByVectaz HDPas encore d'évaluation
- Corrigé de Gestion de Production Et Qualité 2016Document8 pagesCorrigé de Gestion de Production Et Qualité 2016Yàç INéPas encore d'évaluation
- Examen LEAN Management Rattrapage Mars2020Document5 pagesExamen LEAN Management Rattrapage Mars2020aymen hechmiPas encore d'évaluation
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- Série OPTDocument2 pagesSérie OPTMohamed BOUCHAHLATA100% (1)
- EXERCICEDocument1 pageEXERCICEKhaoula ErrasamPas encore d'évaluation
- TD 2022 - 2023Document3 pagesTD 2022 - 2023Med JDPas encore d'évaluation
- Examen DS MO1 - Octobre 2014Document3 pagesExamen DS MO1 - Octobre 2014eyasayari216100% (1)
- Séance 2 - Robotique Et - ControleursDocument9 pagesSéance 2 - Robotique Et - ControleursAhmed Ben MustaphaPas encore d'évaluation
- Capteur UltrasonDocument7 pagesCapteur UltrasonAhmed Ben MustaphaPas encore d'évaluation
- Code Arduino - PhotorésistanceDocument3 pagesCode Arduino - PhotorésistanceAhmed Ben MustaphaPas encore d'évaluation
- Capteur de Temprérature LM35Document3 pagesCapteur de Temprérature LM35Ahmed Ben Mustapha100% (1)
- TD2 API Electromecanique4Document4 pagesTD2 API Electromecanique4Ahmed Ben MustaphaPas encore d'évaluation
- TD1 API Electromecanique4Document3 pagesTD1 API Electromecanique4Ahmed Ben MustaphaPas encore d'évaluation
- Repartition Des PFE GM 2017 - 2018 PDFDocument2 pagesRepartition Des PFE GM 2017 - 2018 PDFAhmed Ben MustaphaPas encore d'évaluation
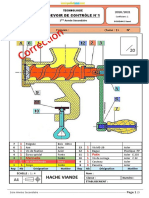
- Correction Devoir+de+Controle+N1 1AS 2021 Hache+Viandes+Document3 pagesCorrection Devoir+de+Controle+N1 1AS 2021 Hache+Viandes+Sana Lassoued100% (1)
- 2310060a Ajustements NormalisesDocument7 pages2310060a Ajustements NormalisesBassem Ben FrajPas encore d'évaluation
- 4 - Exercices Cotation ISO 2017v2 ANSELMETTIDocument33 pages4 - Exercices Cotation ISO 2017v2 ANSELMETTIimedPas encore d'évaluation
- Les Pompes - 2017Document62 pagesLes Pompes - 2017رضا بن عمارPas encore d'évaluation
- Rapport PCFDocument3 pagesRapport PCFDUMEIGE DanielPas encore d'évaluation
- Généralité L1041Document1 pageGénéralité L1041bauduinPas encore d'évaluation
- 12 - Cad - Rec.dalots EpDocument2 pages12 - Cad - Rec.dalots EpAbu OymaPas encore d'évaluation
- Bi2008 - 08 DefinitionDocument8 pagesBi2008 - 08 DefinitionNana FaridaPas encore d'évaluation
- AMDECDocument11 pagesAMDECChakib BenmhamedPas encore d'évaluation
- Catalogue Tubes RaccordsDocument81 pagesCatalogue Tubes RaccordsRayan BoumPas encore d'évaluation
- NF P94-261 (Juin 2013) : 8 - Justification Des Fondations Superficielles - Règles GénéralesDocument3 pagesNF P94-261 (Juin 2013) : 8 - Justification Des Fondations Superficielles - Règles GénéralesIS AAPas encore d'évaluation
- Mode Opératoire Test Capacité de Freinage KERUI E 1500-DC - V1Document15 pagesMode Opératoire Test Capacité de Freinage KERUI E 1500-DC - V1zinouPas encore d'évaluation
- Schema PrincipeDocument1 pageSchema PrincipeKarim MakkiPas encore d'évaluation
- Synthese Des Portes Logiques-1Document1 pageSynthese Des Portes Logiques-1dedePas encore d'évaluation
- Terex Demag AC 40 1 CityDocument24 pagesTerex Demag AC 40 1 CityJosejuan Sanchez GomesPas encore d'évaluation
- Malaxeur EtuCine1Document4 pagesMalaxeur EtuCine1hhhhhhhhPas encore d'évaluation
- AC 55-3 AC60-3 Training Manual V 1.1Document3 100 pagesAC 55-3 AC60-3 Training Manual V 1.1DraganPas encore d'évaluation
- Lecture D'un Dessin D'ensembleDocument4 pagesLecture D'un Dessin D'ensembleAlialitPas encore d'évaluation
- Le Grafcet Doc RessDocument9 pagesLe Grafcet Doc RessBrs AminePas encore d'évaluation
- Detente Pardini SPDocument3 pagesDetente Pardini SPE_ClavePas encore d'évaluation
- D7H - BV2Document4 pagesD7H - BV2mtouziPas encore d'évaluation
- Montagem Tectus Te 240 3dDocument2 pagesMontagem Tectus Te 240 3dAndré LestrePas encore d'évaluation
- Chapitre III - Modes de PrécontrainteDocument3 pagesChapitre III - Modes de Précontraintesam1gc geniec21Pas encore d'évaluation
- AGQ Support Formation TH DAHKOUNE YassineDocument86 pagesAGQ Support Formation TH DAHKOUNE YassineHafsa KoraichiPas encore d'évaluation
- Fiche 1 - Eléments de Machines ElectriquesDocument2 pagesFiche 1 - Eléments de Machines ElectriquesjihanPas encore d'évaluation
- TP Treuil EleveDocument6 pagesTP Treuil ElevemidounPas encore d'évaluation
- Torseur CorrigéDocument3 pagesTorseur Corrigéyasser bhPas encore d'évaluation
- Fiche LFMUDocument1 pageFiche LFMUbink-simracingPas encore d'évaluation
- STI BE - Guidage en RotationDocument14 pagesSTI BE - Guidage en Rotationmeoh eezaPas encore d'évaluation
- PTT Type PDFDocument4 pagesPTT Type PDFmostafaPas encore d'évaluation