Vous aimerez peut-être aussi
- Contrats de PhaseDocument7 pagesContrats de PhasesoundouselhammanyPas encore d'évaluation
- TP Barillet QuestionsDocument6 pagesTP Barillet QuestionsMustapha elmoudenPas encore d'évaluation
- Chapitre3 TD Couvercle 2DDocument2 pagesChapitre3 TD Couvercle 2DReza RezaPas encore d'évaluation
- Contrat de Phase PALIER Ph20Document1 pageContrat de Phase PALIER Ph20midiquentinPas encore d'évaluation
- Exercices Logique Combinatoire Du Bac Technique en TunisieDocument9 pagesExercices Logique Combinatoire Du Bac Technique en TunisieOussama MezriguiPas encore d'évaluation
- Travail À Faire PDFDocument8 pagesTravail À Faire PDFamrPas encore d'évaluation
- Logique CombinatoireDocument9 pagesLogique CombinatoireRouaissi Ridha100% (1)
- Corrigé EFM Régionale M16-2 PDFDocument6 pagesCorrigé EFM Régionale M16-2 PDFTTARIK100% (1)
- 01-TD Cablage AutomateDocument8 pages01-TD Cablage AutomateAyoub Hannad100% (1)
- 1a Corr Tec 2000Document8 pages1a Corr Tec 2000becemPas encore d'évaluation
- Corrigé DS Pré Fab APEF EquerreDocument9 pagesCorrigé DS Pré Fab APEF EquerreMejri ImedPas encore d'évaluation
- 1 Equerre 2DDocument6 pages1 Equerre 2DISMAIL ABOUESAAD100% (1)
- Upload - Série D'exercices N°8-3tech-Grafcet1 - 2013-2014 CorrectionDocument12 pagesUpload - Série D'exercices N°8-3tech-Grafcet1 - 2013-2014 CorrectionaymenmoatazPas encore d'évaluation
- 8 TP AOp PWM Ismin 1ADocument7 pages8 TP AOp PWM Ismin 1AFarid BakaPas encore d'évaluation
- Examen Productique1-TF 2021Document2 pagesExamen Productique1-TF 2021Oumayma BoudaboussPas encore d'évaluation
- Examen FF V2 2016 Corrigé PDFDocument10 pagesExamen FF V2 2016 Corrigé PDFYassin Belkacem0% (1)
- Exercice N2 CorrigéDocument2 pagesExercice N2 CorrigéO Z100% (1)
- Examen FF V1 2016 Corrigé PDFDocument10 pagesExamen FF V1 2016 Corrigé PDFYassin Belkacem67% (3)
- Dossier de Fabrication Axe: MR Mrmi Compte Rendu Fabrication MecaniqueDocument6 pagesDossier de Fabrication Axe: MR Mrmi Compte Rendu Fabrication MecaniqueMohammed El azhariPas encore d'évaluation
- 1 Equerre 2DDocument1 page1 Equerre 2DSouhayle LamrabetPas encore d'évaluation
- Exo Choix Detecteur EleveDocument3 pagesExo Choix Detecteur EleveBabacarDiagoPas encore d'évaluation
- Serie N1Document9 pagesSerie N1khalifakarouiPas encore d'évaluation
- 2683 IE13 - SujetDocument9 pages2683 IE13 - SujetZakaria Bettioui100% (1)
- Chapitre A1 24 UALDocument4 pagesChapitre A1 24 UALAngus MakPas encore d'évaluation
- FuenteDocument1 pageFuenteluis ortaPas encore d'évaluation
- TP2 Cfao Elec1 Q4 1 2Document8 pagesTP2 Cfao Elec1 Q4 1 2MokhtarPas encore d'évaluation
- 2 M FMPDocument41 pages2 M FMPPrinchipi YounesPas encore d'évaluation
- Exercice N°2 - Programmation Partie Tounage CN - CorrectionDocument2 pagesExercice N°2 - Programmation Partie Tounage CN - CorrectionAymen GmarPas encore d'évaluation
- TP1 Oscillateurs IsisDocument3 pagesTP1 Oscillateurs IsisAnas FarhaouiPas encore d'évaluation
- Le ClavierDocument8 pagesLe Clavierthewise catPas encore d'évaluation
- DS 2015 Et DS 2017 - UnlockedDocument9 pagesDS 2015 Et DS 2017 - UnlockedWael MaatougPas encore d'évaluation
- Examen Productique1 2019-CorrigéDocument3 pagesExamen Productique1 2019-CorrigéThouraya SaddiPas encore d'évaluation
- DT DC2 3ST 23 24Document3 pagesDT DC2 3ST 23 24Badreddine KraiemPas encore d'évaluation
- Manuel Du CoursDocument122 pagesManuel Du CoursResultats RecherchePas encore d'évaluation
- TD ApefDocument3 pagesTD Apefkamal0% (1)
- TD ApefDocument3 pagesTD ApefMouhamadou Ahmadou DialloPas encore d'évaluation
- CC1 CNCDocument4 pagesCC1 CNCfdsvfv dgvfgvfrPas encore d'évaluation
- CNC 2011 CorrigéDocument23 pagesCNC 2011 CorrigéImad NAKHI100% (1)
- ExamenDocument8 pagesExamenMOUNIR FRIJAPas encore d'évaluation
- Programmation Exercice N°2Document3 pagesProgrammation Exercice N°2mathieu.angeardPas encore d'évaluation
- Modulation D'amplitudeDocument5 pagesModulation D'amplitudemengchhyPas encore d'évaluation
- TD TmoemDocument12 pagesTD TmoemAhmed GhribiPas encore d'évaluation
- ExoIPPini Methode King Support D Axe Corrigé EnsemDocument17 pagesExoIPPini Methode King Support D Axe Corrigé EnsemAdima SaidPas encore d'évaluation
- TSMFM 2 Pratique Enonce 2008 PDFDocument5 pagesTSMFM 2 Pratique Enonce 2008 PDFOUZLIG MohamedPas encore d'évaluation
- Sujet TD MetrologieDocument3 pagesSujet TD Metrologiemed.amine.attiaPas encore d'évaluation
- TP 5 Realisation Modulation FM À VaricapDocument3 pagesTP 5 Realisation Modulation FM À VaricapYves AbrahamPas encore d'évaluation
- Rapport TP Tournage Avec Machine-Outil À Commande Numérique-G10Document5 pagesRapport TP Tournage Avec Machine-Outil À Commande Numérique-G10ismail kaddachPas encore d'évaluation
- Decompte CIBEN FORMATION 08-05-20144 - CopieDocument33 pagesDecompte CIBEN FORMATION 08-05-20144 - CopieHoucine ZnikerPas encore d'évaluation
- Aide Pour Les TDDocument2 pagesAide Pour Les TDjeangredin2Pas encore d'évaluation
- LNT26 FRDocument1 pageLNT26 FRKhaled bouhlelPas encore d'évaluation
- TD 2 EleveDocument9 pagesTD 2 EleveZakaria ZmimPas encore d'évaluation
- 042-00-090 Titan-90lDocument1 page042-00-090 Titan-90lalexBPas encore d'évaluation
- FT03022 Dalle MTCE 54x100 EZDocument1 pageFT03022 Dalle MTCE 54x100 EZKarim BouissPas encore d'évaluation
- Dossier Technique SocleDocument3 pagesDossier Technique SocleMakrem CherifPas encore d'évaluation
- Exercices Corrigés Logique Combinatoire Bac Technique en TunisieDocument8 pagesExercices Corrigés Logique Combinatoire Bac Technique en TunisieHayder Kassebi100% (1)
- 08 001 HIBOND UtilisationDocument3 pages08 001 HIBOND UtilisationNora MazariPas encore d'évaluation
- Le syndrome périodique associé à la cryopyrine (CAPS)D'EverandLe syndrome périodique associé à la cryopyrine (CAPS)Pas encore d'évaluation
- Resistor Et Lo IDocument4 pagesResistor Et Lo Ischumacher144Pas encore d'évaluation
- Contrat de Phase 2Document1 pageContrat de Phase 2Youssef NajihPas encore d'évaluation
- Isostatisme MIP MAPDocument2 pagesIsostatisme MIP MAPYoussef NajihPas encore d'évaluation
- Cours Fonctions de Plusieurs VariablesDocument10 pagesCours Fonctions de Plusieurs VariablesYoussef NajihPas encore d'évaluation
- MS2 - Partie 2Document30 pagesMS2 - Partie 2Youssef NajihPas encore d'évaluation
- Emploisgegm S1Document2 pagesEmploisgegm S1Youssef NajihPas encore d'évaluation
- Exercice 4Document2 pagesExercice 4Ahmed DjebbiPas encore d'évaluation
- Procedes de FabricationDocument12 pagesProcedes de FabricationYoussef NajihPas encore d'évaluation
- Emploi Final-23-24 3iéme Année - FI (PM)Document2 pagesEmploi Final-23-24 3iéme Année - FI (PM)Youssef NajihPas encore d'évaluation
- Devoirs M1Document4 pagesDevoirs M1Youssef NajihPas encore d'évaluation
- Modélisation Des Efforts de Coupe en Taillage D'engrenages À La Fraise-MèreDocument8 pagesModélisation Des Efforts de Coupe en Taillage D'engrenages À La Fraise-MèreYoussef NajihPas encore d'évaluation
- Usinage Florent EvannDocument9 pagesUsinage Florent EvannYoussef NajihPas encore d'évaluation
- Déplacement Linéaire Soit: Étude Des Mouvements 1. Dans Un PLANDocument9 pagesDéplacement Linéaire Soit: Étude Des Mouvements 1. Dans Un PLANYoussef NajihPas encore d'évaluation
- Mise Sous Tension de La Machine Prise Des POM: CodeurincrémentalDocument23 pagesMise Sous Tension de La Machine Prise Des POM: CodeurincrémentalYoussef NajihPas encore d'évaluation
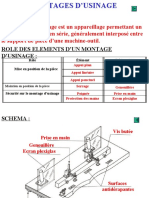
- Le Montage D'usinage (Simple)Document3 pagesLe Montage D'usinage (Simple)Youssef NajihPas encore d'évaluation
- Cours de Construction Mécanique: Lycée Notre Dame de Sion St. Jean St. Paul - ÉvryDocument103 pagesCours de Construction Mécanique: Lycée Notre Dame de Sion St. Jean St. Paul - ÉvrychafaaPas encore d'évaluation
- Opération D'usinage Et D'assemblage Réalisation Des Surfaces Ebauche - 1/2 Finition - FinitionDocument9 pagesOpération D'usinage Et D'assemblage Réalisation Des Surfaces Ebauche - 1/2 Finition - FinitionYoussef NajihPas encore d'évaluation
- Énoncé Exercice - Capteur Pluie Analyse FonctionnelleDocument4 pagesÉnoncé Exercice - Capteur Pluie Analyse FonctionnelleYoussef NajihPas encore d'évaluation
- C'est L'aspect de Surface Après L'action D'une Ou Plusieurs Arêtes Tranchantes Sur Une Pièce UsinéeDocument6 pagesC'est L'aspect de Surface Après L'action D'une Ou Plusieurs Arêtes Tranchantes Sur Une Pièce UsinéeYoussef NajihPas encore d'évaluation
- Les PREF, DEC, Et Jauges OutilsDocument42 pagesLes PREF, DEC, Et Jauges OutilsAbichou IssaPas encore d'évaluation
- Machine Outil À Commande Numérique (Introduction)Document34 pagesMachine Outil À Commande Numérique (Introduction)Youssef NajihPas encore d'évaluation
- Cours de Technologie de Construction Mecanique Repare 1Document112 pagesCours de Technologie de Construction Mecanique Repare 1Youssef NajihPas encore d'évaluation
- Mini Projet Fabrication Et Plasturgie - Mastc3a8re 2017 - AhDocument12 pagesMini Projet Fabrication Et Plasturgie - Mastc3a8re 2017 - AhYoussef NajihPas encore d'évaluation
- Presentation Sujet171208v2Document7 pagesPresentation Sujet171208v2Youssef NajihPas encore d'évaluation
- Page de GardeDocument1 pagePage de GardeYoussef NajihPas encore d'évaluation
- PAC CT Bzou - V FINALE 26Document62 pagesPAC CT Bzou - V FINALE 26Youssef NajihPas encore d'évaluation
- Devoir BalamboDocument5 pagesDevoir BalamboYoussef NajihPas encore d'évaluation
- APEF & Contrat de PhaseDocument23 pagesAPEF & Contrat de PhaseMou Hamoudi100% (4)
- Cristallochimie 2001Document227 pagesCristallochimie 2001Youssef NajihPas encore d'évaluation
- 2023-2024 Conception D'outillage de Production PRDocument47 pages2023-2024 Conception D'outillage de Production PRachraf benfateh أشرف بن فاتحPas encore d'évaluation
- Module Hydraulique - Notice Lago 0321Document40 pagesModule Hydraulique - Notice Lago 0321OB1dimiPas encore d'évaluation
- EXPOSE Vis-EcrouDocument20 pagesEXPOSE Vis-EcrouJacques BONOU83% (6)
- Comment Determiner L'Orientation Des Extremites ?: Guide TechniqueDocument27 pagesComment Determiner L'Orientation Des Extremites ?: Guide TechniqueDebray MathieuPas encore d'évaluation
- Vis BoulonnerieDocument4 pagesVis BoulonnerieAchraf Moutahar100% (1)
- SMMC SL 290 350 550 - PMDocument3 pagesSMMC SL 290 350 550 - PMIurii IuriiPas encore d'évaluation
- Chauffage Et IsolationDocument12 pagesChauffage Et Isolationionela mironPas encore d'évaluation
- @festoolDocument12 pages@festoolZEEBENTO FRANCEPas encore d'évaluation
- Tracteur Tondeuse Husqvarna Yt130 Vue-Eclate-Liste-Des-Pieces 1996-01Document23 pagesTracteur Tondeuse Husqvarna Yt130 Vue-Eclate-Liste-Des-Pieces 1996-01Pascal FRANCESPas encore d'évaluation
- 17 FR 17Document4 pages17 FR 17pavli999Pas encore d'évaluation
- CORRIGE TD 1 PFS Effecteurs Chaine Ouverte PDFDocument8 pagesCORRIGE TD 1 PFS Effecteurs Chaine Ouverte PDFCHARLIE / شارلي100% (1)
- Plomberie Projets Étape Par Étape... Wawacity - Boo PDFDocument116 pagesPlomberie Projets Étape Par Étape... Wawacity - Boo PDFduchennePas encore d'évaluation
- GlobalGarden Divers Kundendiensthandbuch 92 Wsm92 FR 97-03Document86 pagesGlobalGarden Divers Kundendiensthandbuch 92 Wsm92 FR 97-03yoannPas encore d'évaluation
- Vanne A Volantver1Document8 pagesVanne A Volantver1tojoPas encore d'évaluation
- Fiche Technique PVC-U FORAGEDocument2 pagesFiche Technique PVC-U FORAGEKelanemer AboubakrPas encore d'évaluation
- SERIE DEXercices EngrenageSDocument3 pagesSERIE DEXercices EngrenageSbarryhamadounallaye1Pas encore d'évaluation
- Relais & ATS DEUTZ - EnergisDocument8 pagesRelais & ATS DEUTZ - EnergisJohn MPas encore d'évaluation
- LiaisonsDocument2 pagesLiaisonsHassanbfk BfkPas encore d'évaluation
- 2020-10 Fiche Emprunt Outils V4Document4 pages2020-10 Fiche Emprunt Outils V4rtytrytryPas encore d'évaluation
- Monte Escalier Scalamobil Centre AutonomieDocument84 pagesMonte Escalier Scalamobil Centre Autonomiehkm.kookyPas encore d'évaluation
- Montage - Assemblage - Peinture: Mitrailleuse Browning M2 Calibre 50 - 12.7-) Echelle 180mmDocument7 pagesMontage - Assemblage - Peinture: Mitrailleuse Browning M2 Calibre 50 - 12.7-) Echelle 180mmayoubfrdrPas encore d'évaluation
- Projet Fin de Cycle PDFDocument16 pagesProjet Fin de Cycle PDFMohammed dhiaeddin SaciPas encore d'évaluation
- Catalogue FeiderDocument44 pagesCatalogue FeiderDidier Schott50% (2)
- Le FiletageDocument10 pagesLe Filetagejonny marsPas encore d'évaluation
- Eviscerator Eviscéreuse: Spare Parts Pieces de RechangeDocument33 pagesEviscerator Eviscéreuse: Spare Parts Pieces de Rechangekhaled hammiPas encore d'évaluation
- Estimation SODocument2 pagesEstimation SOjuvetbeni.ibovy02Pas encore d'évaluation
- Surfacage Dressage Et Chariotage ProfDocument1 pageSurfacage Dressage Et Chariotage ProfRahim armadPas encore d'évaluation
- td9 PSP1Document9 pagestd9 PSP1Aness SilverPas encore d'évaluation
- Défonceuse Notice Guide Utilisateur Défonceuse TrendDocument22 pagesDéfonceuse Notice Guide Utilisateur Défonceuse TrendusernamepichPas encore d'évaluation
- GRC2004Data Armas de FuegoDocument187 pagesGRC2004Data Armas de FuegoMaicol AguirrePas encore d'évaluation