Vous aimerez peut-être aussi
- Axe Contrats de PhaseDocument3 pagesAxe Contrats de PhaseYoussef NajihPas encore d'évaluation
- TP Barillet QuestionsDocument6 pagesTP Barillet QuestionsMustapha elmoudenPas encore d'évaluation
- Contrat de Phase PALIER Ph20Document1 pageContrat de Phase PALIER Ph20midiquentinPas encore d'évaluation
- Exercice N2 CorrigéDocument2 pagesExercice N2 CorrigéO Z100% (1)
- Exercices Logique Combinatoire Du Bac Technique en TunisieDocument9 pagesExercices Logique Combinatoire Du Bac Technique en TunisieOussama MezriguiPas encore d'évaluation
- 2683 IE13 - SujetDocument9 pages2683 IE13 - SujetZakaria Bettioui100% (1)
- TD 2 EleveDocument9 pagesTD 2 EleveZakaria ZmimPas encore d'évaluation
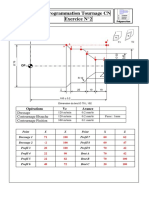
- Exercice N°2 - Programmation Partie Tounage CN - CorrectionDocument2 pagesExercice N°2 - Programmation Partie Tounage CN - CorrectionAymen GmarPas encore d'évaluation
- Logique CombinatoireDocument9 pagesLogique CombinatoireRouaissi Ridha100% (1)
- Travail À Faire PDFDocument8 pagesTravail À Faire PDFamrPas encore d'évaluation
- 1a Corr Tec 2000Document8 pages1a Corr Tec 2000becemPas encore d'évaluation
- 042-00-090 Titan-90lDocument1 page042-00-090 Titan-90lalexBPas encore d'évaluation
- Chapitre3 TD Couvercle 2DDocument2 pagesChapitre3 TD Couvercle 2DReza RezaPas encore d'évaluation
- TP2 Cfao Elec1 Q4 1 2Document8 pagesTP2 Cfao Elec1 Q4 1 2MokhtarPas encore d'évaluation
- 042-00-093 Titan-93lDocument1 page042-00-093 Titan-93lalexBPas encore d'évaluation
- CC1 CNCDocument4 pagesCC1 CNCfdsvfv dgvfgvfrPas encore d'évaluation
- TSMFM 2 Pratique Enonce 2008 PDFDocument5 pagesTSMFM 2 Pratique Enonce 2008 PDFOUZLIG MohamedPas encore d'évaluation
- Serie N1Document9 pagesSerie N1khalifakarouiPas encore d'évaluation
- TP1 Oscillateurs IsisDocument3 pagesTP1 Oscillateurs IsisAnas FarhaouiPas encore d'évaluation
- 01-TD Cablage AutomateDocument8 pages01-TD Cablage AutomateAyoub Hannad100% (1)
- Norme: Encombrement Necessaire Pour Soudage Des EcrousDocument3 pagesNorme: Encombrement Necessaire Pour Soudage Des Ecroustazi marouanePas encore d'évaluation
- Dossier TechniqueDocument8 pagesDossier Techniquebenchikh lindaPas encore d'évaluation
- Examen FF V1 2016 Corrigé PDFDocument10 pagesExamen FF V1 2016 Corrigé PDFYassin Belkacem67% (3)
- 042-00-092 Titan-92lDocument1 page042-00-092 Titan-92lalexBPas encore d'évaluation
- Corrigé EFM Régionale M16-2 PDFDocument6 pagesCorrigé EFM Régionale M16-2 PDFTTARIK100% (1)
- Examen Productique1-TF 2021Document2 pagesExamen Productique1-TF 2021Oumayma BoudaboussPas encore d'évaluation
- Td02 Bande RouleuseDocument7 pagesTd02 Bande RouleuseWalae EloiriachiPas encore d'évaluation
- Examen FF V2 2016 Corrigé PDFDocument10 pagesExamen FF V2 2016 Corrigé PDFYassin Belkacem0% (1)
- Sujet TD MetrologieDocument3 pagesSujet TD Metrologiemed.amine.attiaPas encore d'évaluation
- 01 Fabrication de Pots de Fleurs Bascules Compteurs Asyn SynDocument8 pages01 Fabrication de Pots de Fleurs Bascules Compteurs Asyn Synzouaghitaher76Pas encore d'évaluation
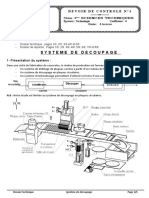
- Systeme de Decoupage: Devoir de Controle N°1Document5 pagesSysteme de Decoupage: Devoir de Controle N°1jetlaoui frajPas encore d'évaluation
- DS 2015 Et DS 2017 - UnlockedDocument9 pagesDS 2015 Et DS 2017 - UnlockedWael MaatougPas encore d'évaluation
- 8 TP AOp PWM Ismin 1ADocument7 pages8 TP AOp PWM Ismin 1AFarid BakaPas encore d'évaluation
- Viga 5Document1 pageViga 5Rafael MeirellesPas encore d'évaluation
- Sujet Normale 09Document1 pageSujet Normale 09ELMustaphaELMoukhtari100% (1)
- FT03022 Dalle MTCE 54x100 EZDocument1 pageFT03022 Dalle MTCE 54x100 EZKarim BouissPas encore d'évaluation
- Vanne MJ004-2Document1 pageVanne MJ004-2Société PMGPas encore d'évaluation
- MA ROD 270 - Id-Nr.363559-92Document12 pagesMA ROD 270 - Id-Nr.363559-92pomsarexnbPas encore d'évaluation
- DC3 4ScT (09-10)Document9 pagesDC3 4ScT (09-10)Wagih MrassiPas encore d'évaluation
- Programmation Exercice N°2Document3 pagesProgrammation Exercice N°2mathieu.angeardPas encore d'évaluation
- Citerene Horizontale S.E.I Page2Document1 pageCiterene Horizontale S.E.I Page2tagolla tvPas encore d'évaluation
- Shema Unif Pages SuppriméesDocument11 pagesShema Unif Pages SuppriméesHamid TimoulaPas encore d'évaluation
- Exo Choix Detecteur EleveDocument3 pagesExo Choix Detecteur EleveBabacarDiagoPas encore d'évaluation
- Examen Productique1 2019-CorrigéDocument3 pagesExamen Productique1 2019-CorrigéThouraya SaddiPas encore d'évaluation
- TP Four Électrique C4 DR 2019Document6 pagesTP Four Électrique C4 DR 2019CAlou PsoPas encore d'évaluation
- FT02935 Dalle Fil 54 - 500 Et 600 EzDocument1 pageFT02935 Dalle Fil 54 - 500 Et 600 EzTchameni DjinePas encore d'évaluation
- Mecanique Applique2Document1 pageMecanique Applique2Loïc Tchouyandja100% (1)
- Exercices Corrigés Logique Combinatoire Bac Technique en TunisieDocument8 pagesExercices Corrigés Logique Combinatoire Bac Technique en TunisieHayder Kassebi100% (1)
- Le ClavierDocument8 pagesLe Clavierthewise catPas encore d'évaluation
- Code - Aster: SSNV112 - Cylindre Creux en Incompressible (Grandes Déformations)Document36 pagesCode - Aster: SSNV112 - Cylindre Creux en Incompressible (Grandes Déformations)Hsan HaddarPas encore d'évaluation
- CFAO - FM - TP4 - Fraisage 3 Axes (Opérations Multiples)Document3 pagesCFAO - FM - TP4 - Fraisage 3 Axes (Opérations Multiples)MustaphaPicasso100% (1)
- Corrige TD 3Document18 pagesCorrige TD 3fayearmelPas encore d'évaluation
- 4-Simulation D'usinageDocument26 pages4-Simulation D'usinageMarwenBeltaif100% (2)
- TD TmoemDocument12 pagesTD TmoemAhmed GhribiPas encore d'évaluation
- Correction CommandeDocument3 pagesCorrection CommandeJean Claude Agnomo100% (1)
- 042-00-087 Titan-87lDocument1 page042-00-087 Titan-87lalexBPas encore d'évaluation
- TP VHDL FpgaDocument13 pagesTP VHDL FpgaJoel Minkeu100% (1)
- Système Siège AutoDocument4 pagesSystème Siège Autosoundouselhammany100% (1)
- Examens Nationaux Bacpro Genie MecaDocument11 pagesExamens Nationaux Bacpro Genie Mecakhalil idrissiPas encore d'évaluation
- Tpabaqus 2019 Deghboudj SamirDocument168 pagesTpabaqus 2019 Deghboudj SamirYassine MamePas encore d'évaluation
- Management - Les Idées Les Plus Simples Sont Souvent Les MeilleuresDocument200 pagesManagement - Les Idées Les Plus Simples Sont Souvent Les Meilleuressoundouselhammany100% (1)
- Sujet VeloDocument10 pagesSujet VeloKhaled SouaissaPas encore d'évaluation
- Utilisation KDS (SCANNER)Document34 pagesUtilisation KDS (SCANNER)Hamou Bouabida100% (2)
- Pompe CentrifugeDocument22 pagesPompe CentrifugeYassine AouiniPas encore d'évaluation
- Denso Starter AlternatorDocument239 pagesDenso Starter Alternatorvananhlt18Pas encore d'évaluation
- Sujet 23 - LogoDocument6 pagesSujet 23 - Logohousinmechani1Pas encore d'évaluation
- Cours Ludique en Couleur Sur Le Diesel Marin Yanmar Et VolvoDocument44 pagesCours Ludique en Couleur Sur Le Diesel Marin Yanmar Et Volvoaba diawPas encore d'évaluation
- TachymètreDocument5 pagesTachymètreDjamzenPas encore d'évaluation
- Alimentation Et InjectionDocument14 pagesAlimentation Et InjectionabdouPas encore d'évaluation
- Theorie Des MecanismesDocument20 pagesTheorie Des Mecanismesebey_endunPas encore d'évaluation
- Correction dc2 1as 2022Document3 pagesCorrection dc2 1as 2022Karim AmmiPas encore d'évaluation
- Catalogue PlomberieDocument67 pagesCatalogue PlomberieAbdellatif BejaouiPas encore d'évaluation
- Chariots Élévateurs À FourcheDocument3 pagesChariots Élévateurs À FourchetighzertPas encore d'évaluation
- 109 InspDocument16 pages109 InspKevinCollinPas encore d'évaluation
- Alain Rapport de Stage INPPDocument26 pagesAlain Rapport de Stage INPPDieu-merci KazadiPas encore d'évaluation
- Accouple MentDocument8 pagesAccouple MentNabil Ait BrahimPas encore d'évaluation
- Volvo Penta KAD32 Service Manual - Admission Echappement ReroidissementDocument56 pagesVolvo Penta KAD32 Service Manual - Admission Echappement ReroidissementGregory PAULPas encore d'évaluation
- CT EP16 V10 Dimensionnement Systemes EntrainementsDocument6 pagesCT EP16 V10 Dimensionnement Systemes EntrainementsMarvel EvradPas encore d'évaluation
- Etude de La Maintenance Du Compresseur ABC - Karima LHIOUI - 4716Document48 pagesEtude de La Maintenance Du Compresseur ABC - Karima LHIOUI - 4716yousra chak100% (4)
- Terminer KhaledDocument10 pagesTerminer KhaledKhaled BouzidiPas encore d'évaluation
- RTA Audi A3 Diesel AutovoltDocument25 pagesRTA Audi A3 Diesel Autovoltjulia100% (1)
- Catalogo Repuestos X3 PDFDocument215 pagesCatalogo Repuestos X3 PDFAlvin SmithPas encore d'évaluation
- DT E32 Poulain Gpe1 2022-05-30 Word - Abcdpdf - Word - en - PDFDocument14 pagesDT E32 Poulain Gpe1 2022-05-30 Word - Abcdpdf - Word - en - PDFmohamed abdoulkaderPas encore d'évaluation
- Exercices-Alternateurs TriphasésS2Document3 pagesExercices-Alternateurs TriphasésS2Birame Mbodj100% (4)
- Cours MP M2EN Chap 4 (Partie 1)Document42 pagesCours MP M2EN Chap 4 (Partie 1)HadjaidjiPas encore d'évaluation
- Honda HRB536C Lawn MowerDocument63 pagesHonda HRB536C Lawn MowerRenaud LachevrePas encore d'évaluation
- Renault DF To P Fault CodesDocument3 pagesRenault DF To P Fault Codesyassine alem100% (3)
- Baudouin DK Piece RechangeDocument29 pagesBaudouin DK Piece RechangeIonutChioveanuPas encore d'évaluation
- 139 Cours Vocabulaire Technique eDocument2 pages139 Cours Vocabulaire Technique ebakhchouchPas encore d'évaluation
- TP Circuits Pneumatiques GDA SIM CORRECTIONDocument8 pagesTP Circuits Pneumatiques GDA SIM CORRECTIONNoOr HanePas encore d'évaluation
- 06 RH-200 Circuit LogicDocument27 pages06 RH-200 Circuit Logicmedkh0411Pas encore d'évaluation
- Les Filles aux Bouclettes: Patron Crochet AmigurumiD'EverandLes Filles aux Bouclettes: Patron Crochet AmigurumiÉvaluation : 2.5 sur 5 étoiles2.5/5 (2)
- Chevaux de Fer - Locomotives Agricoles et Tracteurs LégendairesD'EverandChevaux de Fer - Locomotives Agricoles et Tracteurs LégendairesPas encore d'évaluation
- Les Êtres Vivants Dépendent De La Mécanique QuantiqueD'EverandLes Êtres Vivants Dépendent De La Mécanique QuantiquePas encore d'évaluation
- Longboard Dancing - Figures et Pas de Danse - RegularD'EverandLongboard Dancing - Figures et Pas de Danse - RegularPas encore d'évaluation
- Le sablier d or: ou le temps universel entre le sable d hier et celui de demainD'EverandLe sablier d or: ou le temps universel entre le sable d hier et celui de demainPas encore d'évaluation