Académique Documents
Professionnel Documents
Culture Documents
Karim Touati Pfe
Karim Touati Pfe
Transféré par
Wiem ChaouachiTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Karim Touati Pfe
Karim Touati Pfe
Transféré par
Wiem ChaouachiDroits d'auteur :
Formats disponibles
Projet de fin d’étude 2016/2017
Dedicace
Je dédie ce projet :
A ma chère mère,
A mon cher père
Qui n’ont jamais cessé, de formuler des prières a mon égard, de me soutenir
Et de m’épauler pour que je puisse atteindre mes objectifs
A mon frère MOEZ
Et à mes sœurs ASMA et ISLEM A tout l’équipe de service technique de Marquardt
Pour leurs indéfectibles soutiens et leurs patiences infinies.
A mes chères amies Pour leurs aides et supports.
A toute ma famille
A tous mes autres Amis
1 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Remerciements
Le présent travail a été élaboré dans le cadre d'un projet de fin d'études pour
l’obtention du diplôme national d’ingénieur en électrique à L’ECOLE NATIONALE
D’INGENIEURS DE MONASTIR (ENIM) et accueilli par la Société MARQUARDT TUNISIE à
El Agba, Tunis- Tunisie.
Mes remerciements s’adressent, particulièrement, à mon encadreur Mme. Nabila
Filali, pour son aide précieuse, ses conseils, sa réelle contribution et son encadrement
effectif pour réaliser ce travail.
Il est ainsi de mon devoir d’adresser un hommage particulier à M. MEZZI
FOURAT, pour le sujet qu’il m’a proposé et pour ses constantes disponibilités et ses
conseils fructueux.
Comme je profite de cette occasion pour remercier tous les ingénieurs du service
technique du MARQUARDT TUNISIE qui m’ont permis d’avoir une idée claire sur la vie
professionnelle et surtout à M. FARES BEN SAAD (Ingénieur software), qui n’a pas hésité
à me soutenir pendant toutes les étapes du projet.
Enfin, j’adresse mes vifs remerciements à tous mes enseignants et à tous mes
amis.
2 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Sommaire
Dédicace ............................................................................................................................................................. 1
Remerciements ............................................................................................................................................... 2
Sommaire .......................................................................................................................................................... 3
Liste des figures .............................................................................................................................................. 5
Liste des tableaux........................................................................................................................................... 7
Introduction Générale .................................................................................................................................. 8
I. PRÉSENTATION GÉNÉRALE ............................................................................................................ 9
I.1 Introduction .................................................................................................................................. 10
I.2 Présentation de la société ....................................................................................................... 10
I.2.1 Présentation générale: ..................................................................................................... 10
I.2.2 Historique de MARQUARDT TUNISIE : ..................................................................... 12
I.2.3 Les sections de MARQUARDT TN ................................................................................ 13
I.2.4 Les différents services : ................................................................................................... 15
I.3 Problématique et cahier des charges .................................................................................. 16
I.3.1 Problématique..................................................................................................................... 16
I.3.2 Cahier de charge ................................................................................................................. 18
I.4 Conclusion ..................................................................................................................................... 22
II. ENVIRONNEMENT DU PROJET ET OUTILS HARDWARE DE TRAVAIL ......................... 23
II.1 Introduction .................................................................................................................................. 24
II.2 Aspect général du système: .................................................................................................... 24
II.2.1 Alimentation ........................................................................................................................ 27
II.2.2 Partie commande : API .................................................................................................... 27
II.2.3 Composants de sécurité .................................................................................................. 32
II.2.4 Bloc de test ........................................................................................................................... 35
II.3 Conclusion : ................................................................................................................................... 45
III. Environnement SOFTWARE ....................................................................................................... 46
III.1 Introduction .................................................................................................................................. 47
III.2 MPM ................................................................................................................................................. 47
III.2.1 Rôle du MPM ........................................................................................................................ 47
3 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
III.2.2 Interaction avec les autres softwares. ....................................................................... 48
III.2.3 Motifs d'utilisation MPM ................................................................................................. 49
III.2.4 Interface du MPM ............................................................................................................... 49
III.3 Fonctionnement de la station de contrôle : ...................................................................... 54
III.3.1 Séquence de test de contrôle : ...................................................................................... 55
III.4 Implémentation du test sous LABVIEW et MPM :.......................................................... 58
III.4.1 Blocs de communication avec MPM en général : ................................................... 58
III.4.2 Blocs de communications avec le hardware ........................................................... 59
III.4.3 Développement du projet :............................................................................................. 61
III.5 Conclusion ..................................................................................................................................... 92
Conclusion générale .................................................................................................................................... 93
4 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Liste des figures
Figure 1 MARQUARDT dans le monde................................................................................................. 11
Figure 2 La Société MARQUARDT TUNISIE ....................................................................................... 12
Figure 3 Organigramme de la société .................................................................................................. 13
Figure 4 Organigramme du service technique IEE-TU .................................................................. 15
Figure 5 Atelier de fabrication et de câblage..................................................................................... 16
Figure 6 Chaine de production de l’interrupteur désiré ............................................................... 17
Figure 7 Interrupteur de marque KARCHER ..................................................................................... 18
Figure 8 Emplacement du soudage et empotage ............................................................................. 19
Figure 9 Différents composants du produit....................................................................................... 19
Figure 10 Microswitch ............................................................................................................................... 20
Figure 11 Mesure de résistance entre les deux pins ...................................................................... 21
Figure 12 Les différents essais à effectuer sur le produit ............................................................ 21
Figure 13 indication la position de marquage dans le produit .................................................. 22
Figure 14 Schéma synoptique ................................................................................................................. 24
Figure 15 Schéma électrique simplifié de la station ....................................................................... 26
Figure 16 Carte DAQ NI PCI 6251 .......................................................................................................... 29
Figure 17 Montage du circuit de mesure de resistance à 4 pointes ......................................... 31
Figure 18 Module de mesure de resistance à 2 ou à 4 pointes EL3692 .................................. 31
Figure 19 Relais de surveillance (PNOZ) ............................................................................................ 33
Figure 20 Capteur magnetique PSEN cs1.3........................................................................................ 33
Figure 21 Distributeur intelligent MICO ............................................................................................. 34
Figure 22 Terminal de distribution pneumatique CPV ................................................................. 36
Figure 23 Code d’identification du CPV ............................................................................................... 36
Figure 24 Amplificateur de signal ICAM ............................................................................................. 39
Figure 25 Moteur lineaire JENNY SCIENCE lxc ................................................................................. 40
Figure 26 Servo-controleur XENAX de JENNY SCIENCE ............................................................... 41
Figure 27 Surveillance de la valeur mesurée présentant la force de l’appui sur le
microswitch .................................................................................................................................................... 42
Figure 28 Principe de la comparaison des tensions ....................................................................... 42
Figure 29 Circuit de comparateur de résistance sur ISIS ............................................................. 43
Figure 30 Circuit de comparateur de résistance sur ARES .......................................................... 44
Figure 31 Carte « Comparateur de résistances » ............................................................................. 44
Figure 32 Communication entre MPM et LABVIEW ....................................................................... 49
Figure 33 Fenêtre principale ................................................................................................................... 50
Figure 34 Editeur de données ................................................................................................................. 51
Figure 35 Arboscence de l’editeur de données ................................................................................ 52
Figure 36 Planning du test step .............................................................................................................. 53
5 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 37 Organigramme de la sequence ........................................................................................... 56
Figure 38 Blocs de communication avec MPM ................................................................................. 58
Figure 39 Bloc de sortie ............................................................................................................................. 59
Figure 40 Lecture des états des entrées hardware......................................................................... 60
Figure 41 Commande des sorties hardware ..................................................................................... 60
Figure 42 Entrées hardware déclarées dans MPM ......................................................................... 62
Figure 43 Sorties hardware déclarées dans MPM ........................................................................... 63
Figure 44 Ajout des étapes de la séquence de test du produit ................................................... 64
Figure 45 Configuration des étapes ajoutées .................................................................................... 64
Figure 46 VI de réinitialisation du système ....................................................................................... 65
Figure 47 Déclaration de la variable HARDWARE dans MPM .................................................... 65
Figure 48 Ajout des entrées et des sorties des VIs.......................................................................... 66
Figure 49 Organigramme de VI de vérification de l’état du tiroir............................................. 66
Figure 50 VI de vérification de l’état du tiroir .................................................................................. 67
Figure 51 Cas oû le tiroir est ouvert ..................................................................................................... 67
Figure 52 Organigramme du VI d’insertion du produit ................................................................ 68
Figure 53 VI d’insertion du produit ...................................................................................................... 70
Figure 54 Organigramme du VI de blocage de produit ................................................................. 70
Figure 55 VI de blocage de produit ....................................................................................................... 72
Figure 56 Chaine de lecture de données mesurées à partir du DAQ ....................................... 74
Figure 57 Organigramme du VI de test et de mesures .................................................................. 75
Figure 58 VI d tests de mesures ............................................................................................................. 78
Figure 59 Premier etat « measurement » et commande moteur .............................................. 78
Figure 60 Deuxieme etat Extraction et analyse de données ....................................................... 79
Figure 61 Variables de mesures declarées dans MPM .................................................................. 80
Figure 62 Partie de commande de moteur......................................................................................... 80
Figure 63 Declaration de variable de test........................................................................................... 81
Figure 64 Organigramme de VI de marquage de produit ............................................................ 82
Figure 65 VI de marquage de produit .................................................................................................. 83
Figure 66 Cas de mesures echouées ..................................................................................................... 84
Figure 67 Organigramme du VI d’ouverture du tiroir ................................................................... 85
Figure 68 VI d’ouverture du tiroir ......................................................................................................... 87
Figure 69 Cas de mesures réussies ....................................................................................................... 88
Figure 70 Organigramme du VI de fermeture du tiroir ................................................................ 89
Figure 71 VI de fermeture du tiroir (cas de mesures reussies) ................................................. 89
Figure 72 Cas de mesures échouées ..................................................................................................... 90
Figure 73 VI de deblocage du produit .................................................................................................. 91
Figure 74 VI d’enlèvement du produit ................................................................................................. 91
6 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Liste des tableaux
Tableau 1 Composant d’interfaçage entre PC et coupleurs et modules ................................. 29
Tableau 2 Table de codes d’identification de CPV........................................................................... 37
Tableau 3 Liste des capteurs utilisées ................................................................................................. 37
Tableau 4 Entrées matérielles du programme ................................................................................. 61
Tableau 5 Sorties matérielles du programme .................................................................................. 62
7 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Introduction Generale
Afin de survivre et développer leurs propres statuts dans le domaine de
l’industrie, toutes les entreprises sont appelées à diriger ses intérêts vers l’innovation et
l’amélioration de ses performances, ce qui permet de défendre son existence et garder
la confiance de ses clients. Cet objectif est atteint par l’amélioration des outils et des
moyens utilisés le long du processus d’industrialisation. Surtout pour la phase de
contrôle des produits qui peut donner des informations sur la fiabilité d’un produit et la
date de production. En effet, une mauvaise pièce fabriquée coûte de l’argent et du temps
perdus pour l’entreprise et un retard indésirable pour le client.
Dans ce contexte, la direction du service technique à la Société MARQUARDT
TUNISIE a proposé ce projet de fin d’études visant l’étude et développement d’une
solution matérielle et logicielle d’un poste de contrôle d’un interrupteur de pression.
La Société MARQUARDT TUNISIE produit chaque mois des millions
d’interrupteurs électriques servant à la commande des outils électriques, des appareils
électroménagers ainsi que des fonctions intégrées pour les automobiles. Afin
d’atteindre ce but on doit à trouver une solution efficace permettant la résolution des
différents problèmes et éviter les lacunes gênant la satisfaction des clients.
Le présent rapport relate les travaux effectués dans le cadre de ce PFE structurés
sur quatre chapitres. Dans le premier chapitre, nous allons présenter l'entreprise
d'accueil, la problématique et le cahier de charge de notre projet. Le deuxième chapitre
concernera une présentation des différents composants électriques et mécaniques de la
poste de contrôle. On s’intéressera dans le troisième chapitre à la partie logicielle en
particulier les outils MPM et labVIEW. Finalement, le quatrième chapitre sera réservé à
la programmation et conception électrique. Le projet est achevé par une conclusion
générale.
8 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
I. PRÉSENTATION GÉNÉRALE
9 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
I.1 Introduction
Dans ce chapitre, on présentera l’entreprise d’accueil, ses différentes sections et
surtout le service où j’ai passé mon stage de fin d’étude, ainsi que la problématique qui a
amené à l’élaboration de travail.
I.2 Présentation de la société
I.2.1 Présentation générale:
La société MARQUARDT TN est une subsidiaire du groupe MARQUARDT GmbH qui
est un groupe leader dans le domaine des interrupteurs électroniques et électriques et
les systèmes de commutation. Les produits de MARQUARDT sont présents dans des
systèmes automobiles, Les appareils électroménagers et d’autres applications. Le
groupe allemand MARQUARDT est presque présent dans tous les marchés importants
du monde et possède plus que 12 subsidiaires à travers les pays du monde dans les 5
continents avec plus que 9300 employés dont presque 1800 en Tunisie. Elle a affiché
un chiffre d’affaire de 75 millions d’Euro.
10 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 1 MARQUARDT dans le monde
MARQUARDT TN a été fondé en 1991 à Soukra sous le nom La Société
d’Assemblage Electrique et Electronique (SAEE) et a changé de nom en 2014 lors de son
déplacement à la nouvelle usine à ELAGBA –TUNIS. L’usine est de surface 21 944 m² et
environ sur deux étages. Elle emploie plus que 1800 employés dont plus que 50
ingénieurs, 55 maitrisards et une centaine de techniciens supérieurs. Elle produit
chaque mois environ 4 millions d’interrupteurs et capteurs. Elle est composée de 3
parties autonomes de productions (UAP) et de services annexes dont le service
management de la qualité environnementale et de sécurité, le service informatique, le
service de conception et construction des moyens de production, le service logistique, le
service finance et le service de ressources humaines. Chaque chef UAP supervise un chef
de production, un responsable de qualité et une équipe méthodiste.
Grâce à sa politique d’amélioration, MARQUARDT TN est entrain de satisfaire les
normes internationales de qualité, de l’environnement et de la sécurité qu’exigent ses
clients, ses partenaires et ses employés. C’est pour cette raison elle est certifiée en :
ISO 9001 en 1996
QS 9000 / VDA 6.1 en 1998
11 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
ISO/TS 16949 en 2001
ISO 14001 en 2007
Figure 2 La Société MARQUARDT TUNISIE
I.2.2 Historique de MARQUARDT TUNISIE :
1979 : Fondation de la société par Russenberger
1991 : Prise de contrôle par Marquardt
1996 : Homologation selon ISO 9001
1998 : Homologation selon QS 9000 / VDA 6.1
2001 : Homologation selon ISO/TS 16949
2003 : Démarrage d’une unité de production Electronique (CMS).
2004 : Démarrage d’une unité d’injection (thermodurcissable).
2006 : SAP : Extension d’injection plastique (thermoplastique)
2007 : Homologation selon ISO 14001
-Extension de surface de production
12 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
-Fondation de MAT (Marquardt Automotive Tunisie).
Figure 3 Organigramme de la société
I.2.3 Les sections de MARQUARDT TN
La société MARQUARDT Tunisie est organisée en trois sections : outillage,
appareillage et automobile.
I.2.3.a Section d’outillage
Cette section profite de 29% du chiffre d’affaire de la société. Elle est chargée de
l’assemblage des interrupteurs pour les outils de chantiers et de bricolage. Ses clients
principaux sont :
METABO
BOSCH
BLACK&DECKER
HILTI
13 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
MILWAUKE
I.2.3.b Section d’appareillage
Présentant un taux de 25 % de chiffre d’affaire, cette section se charge de
l’assemblage des interrupteurs destinés aux appareils électroménagers. Ses principaux
clients sont:
DOMETRIC
KARCHER
MIELE
MOULINEX
STARMIX
VAILLANT
VIESSMAN
VORWERK
I.2.3.c Section automobile: MARQUARDT AUTOMOTIVE TUNISIA (MAT)
Cette section présente 46 % du chiffre d’affaire. Elle s’occupe de l’assemblage des
interrupteurs destinés au domaine automobile. Ses principaux clients sont :
BMW
DAIMLER CHRYSLER
EVO BUS
HUF
SCANIA
VALEO
VW
14 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
I.2.4 Les différents services :
La société MARQUARDT TN est constituée de différents services ayant chacun des
objectifs et des taches, d’où on cite:
Service production
Service technique
Service méthode
Service finance
Service Qualité
Service informatique
I.2.4.a Service technique
C’est le service où j’ai passé mon stage. Il a comme objectifs de concevoir, de
fabriquer, d’assembler et de programmer les chaines de production et des postes de
contrôle.
Figure 4 Organigramme du service technique IEE-TU
Bureau industriel de conception software et électrique (IEES-TU)
Mon stage de fin d’étude s’est déroulé au sein du service technique ou bureau
d’équipement industriel d’ingénierie (IEE : Industrial Engineering Equipment) et plus
précisément avec l’équipe IEES (Industrial engineering equipment-
Software/Measurment).
15 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Mon rôle parmi cette équipe est d’étudier les composants à utiliser dans le
système de contrôle à concevoir, contribuer au plan électrique du système et de le
programmer avec le logiciel de la société. D’autres tâches seront effectuées au cours du
stage, comme le câblage de la station à concevoir. Cette équipe a pour rôle de concevoir
les plans électriques des chaines de production et de programmer les PLCs contrôlant
ces systèmes.
Atelier de fabrication et de câblage des machines de production
Cet atelier prend charge l’exécution des dossiers de fabrication et d’assemblage
puis câblage délivrés par le bureau de conception IEE-TU, tout en respectant les
consignes et les délais des projets et en appliquant les standards du groupe
MARQUARDT.
Figure 5 Atelier de fabrication et de câblage
I.3 Problématique et cahier des charges
I.3.1 Problématique
Suite à la demande d’un client à MARQUARDT TN de commencer la production
d’un interrupteur destiné à être utilisé dans un appareil de nettoyage de marque
16 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
KARCHER, la société m’a donné l’opportunité de réaliser une partie de ce projet comme
un projet de fin d’étude.
Le projet consiste à ajouter une nouvelle station de contrôle à la chaîne de
production pour améliorer la qualité des produits et superviser leurs caractéristiques.
Actuellement, les produits sont testés manuellement par une carte de circuit qui
mesure ses résistances internes mais ce processus est très lent et pas précis.
Le projet consiste alors à automatiser ce processus en créant un poste de
contrôle qui s’appelle EOLT (End Of Line Tester).
Figure 6 Chaine de production de l’interrupteur désiré
Pour réaliser ce projet, les pièces mécaniques doivent être conçues, assemblées
puis installées. En parallèle, les ingénieurs électriciens font la conception du plan
électrique nécessaire sur le logiciel EPLAN. Le câblage est alors réalisé après par les
techniciens électriciens. Enfin, les ingénieurs software implémentent leur programme
sur le PC de la station.
Mes taches consistent principalement à étudier, câbler et programmer la station
de la fin de ligne « EOLT » avec contribution dans la préparation du plan électrique.
La station EOLT a pour rôle de faire des essais électriques et mécaniques sur le
produit et le marquer à froid s’il n’est pas défectueux.
Il faut noter que les autres stations de la chaine sont déjà fabriquées et
programmées.
17 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
I.3.2 Cahier de charge
Afin de comprendre le processus de contrôle et avant de présenter la machine, il
faut avoir une idée sur le produit à tester et à contrôler.
I.3.2.a Le Fonctionnement principal du produit dans l’appareil :
La fonction du produit est de surveiller la pression dans un dispositif de nettoyage.
L'écoulement de l'air sous pression actionne le bouton du produit, lorsqu’il atteint un
seuil, le bouton est pressé et le commutateur donne un signal pour un autre appareil
pour abaisser la pression d'air. Le commutateur KARCHER est en fait un auto régulateur
pour le dispositif de nettoyage.
Figure 7 Interrupteur de marque KARCHER
I.3.2.b Composition du produit :
L’interrupteur est composé essentiellement de deux parties séparées d’un câble.
La première partie est le harnais du câble. La deuxième partie est l’interrupteur.
Le connecteur est positionné à l’extrémité du faisceau de câbles de l’ensemble à
une distance de 205 mm. Le faisceau des câbles est soudé à l’interrupteur est empoté
par la suite par la silicone.
18 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 8 Emplacement du soudage et empotage
Le soudage et l’empotage sont réalisés par les stations qui précèdent la station
EOLT
Figure 9 Différents composants du produit
19 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Circuit électrique interne du microswitch :
Le microswitch est le composant principal du produit dont on trouve le circuit
électrique qui commute entre deux états soit en boucle fermée ou ouverte entre les pins
1 et 4.
Figure 10 Microswitch
I.3.2.c Les essais à effectuer sur le produit :
Essai mécanique :
En premier lieu, un actionneur pousse le bouton peu à peu à une vitesse et une
course bien déterminée, en même temps on mesure la force à des instants connus selon
ce que le client désire. On répète le même processus avec recul de l’actionneur. La force
d’actionnement doit être ajustable entre 5 et 20 N.
Essai électrique
L’appui sur le capot permet de faire avancer le poussoir. A une distance (course)
bien déterminée, le contact dans le circuit électrique interne se ferme. Dès qu’il atteint
la commutation (court-circuit entre les pins 1 et 4) une mesure de résistance est
établie. On fait le même processus avec recul de l’actionneur.
20 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 11 Mesure de résistance entre les deux pins
Pour le test électrique, seule une mesure de résistance est nécessaire entre les
deux pins 1 et 4 dans les deux cas (résistance infinie lorsque le circuit est ouvert et
résistance de valeur < 200mOhm si le circuit est fermé).
Figure 12 Les différents essais à effectuer sur le produit
Marquage du produit
Après essais, si le produit n’est pas défectueux, un vérin pneumatique doit le
marquer à froid automatiquement. Sinon, il ne sera pas marqué.
L’écriture marquée sur le produit est : LDWWY
21 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
L = Emplacement "T" pour Tunis
D = jour 1-7
W = semaine 0-9
Y = Année 0-9
Figure 13 indication la position de marquage dans le produit
I.4 Conclusion
Apres avoir décrit le contexte général du projet et présenté les exigences du cahier
de charge, on va procéder dans le chapitre suivant à la présentation et description des
éléments et des outils nécessaires à l’automatisation du système de contrôle.
22 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
II. ENVIRONNEMENT DU PROJET ET
OUTILS HARDWARE DE TRAVAIL
23 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
II.1 Introduction
Dans ce chapitre, on présentera les différents appareils et outils matériels qui
constituent le poste de contrôle à fabriquer. Ce sont les éléments qui sont généralement
utilisés dans chaque chaine de production de cette société.
II.2 Aspect général du système:
L’idée générale du système peut être représentée par le schéma synoptique
suivant :
Figure 14 Schéma synoptique
24 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Les détails de ce schéma sont décrits par le schéma ci-dessous et qui présente en
même temps les connexions électriques.
25 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
API
(PC +
Coupleur +
Modules)
Res
measurement
Produit à
tester et les
différents
éléments de
mesures et
de tests
Elements de
sécurité
Alimentation
Figure 15 Schéma électrique simplifié de la station
26 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Ce schéma (fig. ) se décompose en plusieurs étages : API+ Bloc de tests + Etage
de sécurité + Alimentation
II.2.1 Alimentation
Le système est alimenté électriquement avec le réseau électrique national de
STEG. Cette alimentation est stabilisée et réduite pour répondre aux besoins des
composants.
On a utilisé deux alimentations stabilisées :
230VAC ==> 48VDC pour alimenter le contrôleur XENAX
230VAC ==> 24VDC pour alimenter: le coupleur, les modules, l’amplificateur ICAM, Le
distributeur MICO…
II.2.2 Partie commande : API
BECKHOFF est une société allemande spécialisée dans la fabrication de
contrôleurs logiques programmables comme les automates programmables et les
ordinateurs industriels!
Les PLCs (programmable logic controller : automates programmables) fabriqués
par BECKHOFF sont très performants et existent sur de nombreux niveaux de calcul.
Nous pouvons trouver des automates simples qui gèrent des systèmes automatisés
simples comme BCXXXX aux ordinateurs très performants de BEKCHOFF.
BECKHOFF fournit également une vaste gamme d'appareils qui fonctionnent
avec les automates comme les modules spéciaux et les coupleurs.
Les automates de beckhoff et ses autres extensions communiquent
habituellement par des connexions ETHERCAT, qui est un protocole similaire à
ETHERNET, mais conçu pour une utilisation industrielle.
Les différents éléments de ce système sont PC, modules, coupleurs, capteurs et des
actionneurs… dont la majorité a été imposé par la société puisqu’elle dispose de la
plupart de ces éléments dans ce magasin.
27 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
II.2.2.a Le pc industriel C6920-0050
Le PC C6920-0050 fourni par BECKHOFF est un ordinateur industriel possédant
un processeur de la 4eme génération à 2 ou à 4 cœurs. Cette gamme d’ordinateurs
industriels est caractérisée par sa force et sa robustesse qui la rend qualifiée pour le
fonctionnement industriel.
Le pc industriel C6920-0050-xxxx est premièrement câblé avec le coupleur
EK1100 à travers un câble Ethercat pour pouvoir communiquer entre eux. Il est équipé
par un clavier, un Scanner à main, un écran et on trouve aussi la carte DAQ « PCI 6251 ».
On ajoute aussi un onduleur pour protéger l’équipement informatique et industriel
contre les problèmes qui peuvent affecter l’alimentation électrique.
Cet onduleur est chargé de trois fonctionnalités de base :
Il protège le matériel des dommages provoqués par les coupures de courant, les
variations de tensions et autres incidents.
Il évite la perte et l’altération de données. Sans un onduleur, les données
enregistrées sur un dispositif soumis à un arrêt système peuvent être perdues ou
détruites.
En cas de coupure de courant, il assure la continuité de fonctionnement des
équipements connectés pendant le temps de secours permis par ses batteries .
II.2.2.b Choix de la Carte d’acquisition DAQ
La carte d’acquisition DAQ utilisée dans ce système développé au cours de ce PFE
est de type NI PCI 6251reste compatible avec nos mesures qui sont :
Mesure d’une force avec un signal analogique correspondant entre 0 et 10 V
Mesure de la position du moteur linéaire à l’aide du l’encodeur. La carte DAQ doit
avoir donc une entrée pour cet encodeur quadratique.
28 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 16 Carte DAQ NI PCI 6251
Cette référence de carte largement exploitée par la société MARQUARDT et qui n’ a
pas souhaité le changement vers d’autres références moins chères. Ceci est
compréhensible de point de vue maintenance.
II.2.2.c Composants d’interfaçage avec capteurs et actionneurs
Tableau 1 Composant d’interfaçage entre PC et coupleurs et modules
Nom du composant Choix Image Rôle
Coupleur EK1100 Coupler les modules E/S avec l’ordinateur
via des câbles ETHERCAT
Modules d’entrées EL1809 interface entre le coupleur et les capteurs
numériques numériques
Modules de sortis EL2008 interface entre le coupleur et les
numériques actionneurs numériques
29 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
II.2.2.d Modules de mesures de grandeurs électriques
Les modules de mesure électrique sont fournis par BECKHOFF pour acquérir des
valeurs mesurées de courant, de tension ou de résistance directement sans utiliser de
capteurs pour effectuer cette tâche.
Selon le cahier de charge, nous avons besoin d'un module de mesure de résistance
pour mesurer la résistance interne du produit. Cette mesure est effectuée par la
méthode 4 pointes.
Mesure de la résistance :
La première façon qui vient à l'esprit pour mesurer la résistance est de monter
un générateur de courant sur ses bornes et de mesurer la tension. En divisant la tension
par le courant d'écoulement, la résistance est obtenue. Pour cette question, nous aurons
besoin de deux modules par BEKCHOFF. Un module de sortie analogique pour la
génération de courant et un autre module analogique pour l'acquisition de tension aux
bornes de la résistance.
Un seul module BECKHOFF peut effectuer cette mesure en utilisant la méthode 4
points.
Méthode de mesure 4 points
Cette méthode est généralement utilisée pour mesurer des résistances
inférieures à 1 ohm.
Le courant est envoyé par un générateur de courant entre les pointes 1 et 4,
tandis que la tension est mesurée entre les pointes 2 et 3. Le rapport de la tension
mesurée sur l'intensité qui traverse l'échantillon donne la résistance du tronçon entre
les pointes 2 et 3.
30 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 17 Montage du circuit de mesure de resistance à 4 pointes
Module BECKHOFF pour la mesure de résistance
Le module EL3692 est spécialisé dans cette méthode de mesure. Il pourrait
mesurer une résistance de 10 milli ohms à 10 Méga ohms. Il peut également mesurer
deux résistances simultanément avec la méthode à 4 fils ou la méthode à 2 fils selon les
besoins comme le montre la figure ci-dessous.
Figure 18 Module de mesure de resistance à 2 ou à 4 pointes EL3692
II.2.2.e Le protocole de communication ETHERCAT :
EtherCAT (Ethernet for Control and Automation Technology) est un protocole
industriel Ethernet appliqué à un environnement industriel qui nécessite souvent des
connecteurs plus robustes, des câbles et surtout un meilleur déterminisme.
31 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
EtherCAT comble l'écart entre les processeurs rapides et le monde des E / S de la
machine et augmente les performances d'un facteur d'au moins 10 par rapport aux bus
de terrain traditionnels. Ceci fait d'EtherCAT le système de communication idéal pour
les contrôleurs de haute performance.
II.2.3 Composants de sécurité
Dans l’industrie, la sécurité est une fonction très importante qui assure la
protection des personnes et de l’équipement industriel.
Dans ce contexte, MARQUARDT assure la sécurité de ses machines et de ses
employés en utilisant des dispositifs de sécurité tels que des systèmes de sécurité PILZ
et des dispositifs de distribution de courant intelligents MICO.
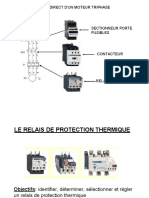
II.2.3.a Système de surveillance PILZ
Avec les relais de surveillance, la priorité est accordée à la protection des
personnes et des équipements des machines contre les défauts industriels.
Les défauts qui exigent l’utilisation de ce relais de sécurité sont beaucoup dont on cite :
Les défauts d’isolement
Les tensions résiduelles
La surtension
La surintensité
La surcharge
Tous les systèmes de production du groupe MARQUARDT et ses filiales à travers
le monde sont sécurisées par les relais de sécurité PILZ pour assurer un fonctionnement
sécurisé sans accidents de travail.
Un système de protection PILZ doit comporter deux éléments nécessaires pour
fonctionner correctement :
32 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Relais de surveillance de famille PNOZ Xx
Figure 19 Relais de surveillance (PNOZ)
Cet élément doit être installé dans le cabinet électrique pour interagir avec
l’alimentation si nécessaire.
Capteur de sécurité
Pour achever la sécurité recherchée, on doit compléter le système de
surveillance par un capteur de famille PSEN qui peut varier de type selon le
fonctionnement voulu. On peut trouver comme variante de capteurs de sécurité :
PSENmag, PSENcode.
Pour surveiller l’ouverture et la fermeture des capots mobiles dans un système
de production, MARQUARDT TN utilise généralement la variante PSENcode qui est un
capteur magnétique et plus exactement le capteur de référence PSEN cs1.3p.
Figure 20 Capteur magnétique PSEN cs1.3
33 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Pour installer la fonctionnalité d’un bouton d’urgence dans le système de
production, il suffit de câbler le bouton d’urgence PILZ avec le relais déjà installé dans le
cabinet électrique.
II.2.3.b Système intelligent de distribution de courant MICO
Le démarrage et le fonctionnement de systèmes ont des exigences différentes
envers l'alimentation électrique, ce qui complique la conception des dispositifs de
protection contre les surintensités. Si l’appareil d’alimentation et les disjoncteurs ne
sont pas réglés les uns par rapport aux autres, des surintensités peuvent provoquer un
arrêt total de l’installation ou un incendie. Le système intelligent de gestion du courant
MICO offre une sécurité en signalant, en mémorisant et en isolant les défauts.
MICO contrôle chaque circuit, signale une charge limite et coupe le circuit
concerné en cas de surcharge. Pas d’influence négative sur les autres circuits, pas de
chute de tension, un diagnostic des défauts simple.
Figure 21 Distributeur intelligent MICO
Le système d’alimentation intelligent MICO s’utilise après l’alimentation générale
24VDC pour remplacer intelligemment quatre disjoncteurs traditionnels permettant
ainsi un gain de place sur le rail DIN.
Il réalise une protection par rapport aux départs de feux dans les circuits 24V DC
et évite des surintensités dangereuses. En câblant uniquement une entrée pour
l’ensemble, MICO permet pour chaque sortie un réglage individuel parmi les quatre
calibres disponibles ainsi que l’activation ou la désactivation de la sortie
34 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
correspondante. De plus, il dispose d’un contact de signalisation de défaut pour la
télémaintenance à 90% du courant nominal. Ainsi, le technicien de maintenance pourra
anticiper le problème de surcharge grâce aux diodes de visualisation pour toutes les
voies de sortie.
Avantages du MICO par rapport à un disjoncteur ou à un fusible :
o Il détecte les défauts des liaisons électriques.
o Il mémorise les défauts fugitifs.
o Il réduit les risques de feu.
o Il réduit les durées d’arrêt des machines.
o Il protège des surintensités.
o Il empêche les chutes de tension.
Le MICO garantit la disponibilité des machines. Par contre, un disjoncteur ou un
fusible ne peut pas réaliser tout ça:
o Réagit trop lentement.
o Intensité de déclenchement très élevée.
o Déclenchement mécanique et thermique.
II.2.4 Bloc de test
II.2.4.a Les composants pneumatiques
Les distributeurs électropneumatiques
Dans les systèmes de production, les distributeurs sont les éléments chargés de
commuter et contrôler des fluides sous pressions afin de contrôler des actionneurs
comme les vérins pneumatiques. Ils sont généralement appelés pré-actionneurs et ils
ont équivalents à un relais dans l’électricité.
35 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Les terminaux CPV de FESTO :
Le CPV (Compact Performance Valve) est un terminal équivalent à un ensemble
de distributeurs électropneumatiques construit par FESTO, conçu pour le contrôle des
actionneurs et les vérins et commandé par des signaux électriques.
Figure 22 Terminal de distribution pneumatique CPV
Le CPV peut être monté à proximité des actionneurs. Et donc cela nous donne
l'opportunité d'utiliser des tubes pneumatiques plus courts. Cela signifie moins de perte
d'air et moins de temps de déplacement dans les tubes, ce qui signifie également une
commande instantanée par l'ordinateur sans délai.
Les CPVs sont marqués par un code d’identification qui indique le type des
composants pneumatiques utilisés. Le code est marqué sur chaque chambre
pneumatique (distributeur électropneumatique).
Code
d’identification
Figure 23 Code d’identification du CPV
36 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Par exemple, pour le code « j » comme indiqué dans la figure ci-dessus, le
composant pneumatique utilisé est un distributeur électropneumatique de type 4/2 (4
orifices / de positions de fonctionnement).
Dans la société MARQUARDT TN, on travaille généralement avec les CPVs de
code d’identification « j » et « c ».
Le code « c » indique qu’on a utilisé un distributeur électropneumatique de type
5/3 (réellement ce code indique qu’on a utilisé 2 distributeurs 3/2 mais fonctionnant
comme un distributeur 5/3).
Il y a d’autres codes d’identification mentionnés dans la DATASHEET des CPVs.
Ci-dessous un tableau qui résume tous les codes :
Tableau 2 Table de codes d’identification de CPV
II.2.4.b Les capteurs
La liste des capteurs utilisés est donnée dans le tableau qui présente le type du
capteur, sa fonction et ses caractéristiques :
Tableau 3 Liste des capteurs utilisées
Capteurs Fonction Technologie Référence propriétés
Capteurs de -Détecter la position -Magneto- -SME-10-KL-
proximité du vérin de résistifs LED-24-
marquage 173210
37 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
-détecter la position -Magnétiques -SME-8M-DS-
du vérin du blocage 24V-K-2-5-
-Inductifs
OE
-détecter la présence
-Diffus ou
du produit -IB-120125
photoélectriques
-détecter le tiroir à suppression de -FHDK-
des produits fond 07P6901
défectueux
Codeur de -Détecter la position -Incrémental -Intégré au -dépendant
position en et le sens du linéaire moteur du moteur
quadrature mouvement d’un
actionneur
Capteur de -Mesurer la force -Piézoélectrique -KISTLER -Une plage de
force exercée 9203 mesure entre
-500 N et 500
N
Le dernier capteur de force nécessite un amplificateur de signal -car il génère un
signal non utilisable- pour le traitement ordinal pour le rendre exploitable.
L'amplificateur de charge ICAM (Industrial Charge Amplifier Manufacturing)
convertit le signal de charge d'un capteur piézoélectrique en une tension de sortie
proportionnelle à la grandeur mécanique d'entrée. Suivant l'application, de un à deux
capteurs peuvent y être connectés et être intégrés à une machine de production. La
commande de l'appareil s'effectue par des entrées numériques et une interface sérielle.
L’ICAM possède une large plage d'entrée d’alimentation (18.. 30 VCC) et une
Tension de sortie (0V … ±10V) et de Courant maximal de sortie ±5 mA. Il se distingue
par sa grande simplicité d’utilisation et par ses excellentes spécifications techniques
autorisant une très large plage de mesure.
L’utilisation d’un amplificateur de charge externe a entre autres l’avantage, de
pouvoir sélectionner la gamme d’amplification et augmenter ainsi la résolution et la
précision de mesure.
38 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Kistler propose une large gamme d’amplificateurs de charge dont l’ICAM de type
5073A qui est programmable avec LabVIEW à travers le port série RS-232.
Il y a 4 types d’amplificateur ICAM 5073a selon le nombre de chaines (5073a111
qui est à une seule chaine, 5073a211 qui est à deux chaines etc…) , le choix est fixé sur
ICAM 5073a311.
Figure 24 Amplificateur de signal ICAM
II.2.4.c Actionneur du produit :
Pour actionner le produit, nous utiliserons un moteur linéaire fabriqué par la
firme JENNY SCIENCE spécialisée dans la fabrication de moteurs à faible couple.
Moteur linéaire
Le moteur linéaire qui sera mis en service devrait avoir au moins 6 mm de course
et environ 20 N de force exercée. Le moteur doit fournir des valeurs un peu plus
importantes que celles-ci pour fonctionner dans un environnement pratique.
JENNY SCIENCE propose une large gamme de moteurs à choisir. Pour répondre à
nos besoins, nous utiliserons le LINAX LXC 80f40 avec 80 mm de course et 40 N de force
exercée qui peut être fournie par le moteur. LINAX et LX signifient que le moteur est
linéaire et C signifie que le moteur est compact.
D’autres variantes de familles de moteurs linéaires sont fournies par JENNY
SCIENCE comme LXU, LXS et LXE (universal, shuttle, exclusive).
39 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 25 Moteur lineaire JENNY SCIENCE lxc
Les moteurs linéaires LXC avancent et reculent à l'aide de la technologie de
champ magnétique qui est une méthode très précise. Il dispose d'un système de mesure
optique qui permet une résolution standard de 1 um. Cette résolution peut être
augmentée à 100nm, mais la vitesse sera réduite à 0,9 m / s.
En outre, ce moteur contient un codeur en quadrature intégré qui sera utilisé
pour poursuivre sa position et son sens.
Servo- contrôleur XENAX
Le moteur seul ne peut pas actionner le pressostat (pressure Switch s’appelle
pressostat) , il faut donc mettre en place un servo-contrôleur qui contrôle et régule la
position et la vitesse de cet actionneur.
En fait, le servo- contrôleur est livré avec le moteur lui-même parce qu'il est
fourni par la même société JENNY SCIENCE. Il y a beaucoup de contrôleurs fabriqués
par JENNY SCIENCE et diffèrent selon la tension d'alimentation et du courant. Il vient
avec le nom XENAX xxVy. "Xx" signifie la tension et "y" signifie le courant utilisé. Il est
donc nécessaire de choisir le bon XENAX compatible avec le moteur utilisé.
40 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 26 Servo-controleur XENAX de JENNY SCIENCE
Les moteurs avec 40 N de force exercée nominale ont besoin d'un contrôleur
d'alimentation entre 48 V et 75 V et au moins 5 A jusqu'à 10 A de courant. Donc dans
notre cas XENAX 75V8 qui a besoin de 75 V et 8 A de courant nominal est assez bon
pour l'utiliser.
Comparateur
Afin de sécuriser le moteur, on a implémenté dans le système un comparateur
qui permet de surveiller la force mesurée par le capteur. Il compare la valeur réelle de la
force émise par l’amplificateur ICAM à une valeur de référence.
Si la valeur mesurée est supérieure à cette dernière alors on peut conclure qu’il y
a un problème mécanique ou électrique au niveau du capteur. Ce problème peut se
manifester par exemple lors de la présence d’un objet solide bloquant le capteur ce qui
engendre une valeur mesurée qui est assez grande. Dans ce cas le comparateur envoie
un signal (24V) au module d’entrée numérique ensuite le PC envoie un signal au
contrôleur pour arrêter le moteur d’où on évite les risques de l’endommager
41 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 27 Surveillance de la valeur mesurée présentant la force de l’appui sur le
microswitch
II.2.4.d Test de la résistance du produit :
Une première solution de type manuel, lancée au début du stage pour ne pas
bloquer la production, permet la mesure de la résistance selon le principe suivant :
Figure 28 Principe de la comparaison des tensions
Le montage réalisé pour tester la résistance interne de l’interrupteur fonctionne
selon le principe suivant :
Si la valeur de résistance est inférieure à la valeur de référence alors une
LED verte s’allume pour indiquer que la pièce est bonne.
Si non une LED rouge s’allume pour indiquer qu’elle est défectueuse.
Le circuit du montage final réalisé et testé sous ISIS est représenté par la figure
ci-dessous :
42 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 29 Circuit de comparateur de résistance sur ISIS
Après avoir réalisé le schéma de notre carte par le logiciel ISIS on va faire des
tests sur la plaque à essais qui nous permet d’identifier les composants nécessaires à
utiliser et de vérifier le bon fonctionnement des différents composants.
Réalisation du circuit imprimé :
Routage :
Une fois la simulation sur ISIS est validée, nous allons passer à préparer notre
Schéma du circuit imprimé sur ARES.
43 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 30 Circuit de comparateur de résistance sur ARES
Et donc on obtient après la carte suivante :
Figure 31 Carte « Comparateur de résistances »
Une seconde solution automatisée de mesure de R est élaborée durant de travail
de PFE et sera décrite dans le chapitre suivant.
44 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
II.3 Conclusion :
Après la description théorique des éléments matériels utilisés dans ce projet, nous
passons à la présentation des étapes introduites pour compléter le projet en se basant
sur des outils software tels que MPM et LABVIEW fixés par MARQUARDT.
MPM à l’aide de LABVIEW est un moyen rapide et simple pour exécuter une
séquence de tests du produit électrique et mécanique avec beaucoup d'options pour
configurer et personnaliser nos planifications de test.
45 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
III. Environnement SOFTWARE
46 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
III.1 Introduction
L’environnement software est nécessaire pour coordonner les différents éléments
du système et pour achever au fonctionnement désiré.
Dans ce chapitre, on décrit la partie logicielle du projet en citant et en décrivant les
outils utilisés qui sont LABVIEW et MPM.
III.2 MPM
MARQUARDT est une entreprise qui considère ses clients et prend au sérieux la
qualité des produits qu'elle fabrique. Il fait alors de son mieux pour atteindre des
niveaux élevés de qualité de production dans le moins de temps avec des dépenses
réalistes. Il est alors inévitable de développer des moyens et des outils pour surveiller et
contrôler les statuts de ses produits finis. MPM est l'un de ces outils qui a pour objectif
de tester, surveiller ces produits et noter leurs statuts.
MPM est un logiciel développé par MARQUARDT pour gérer les séquences de
postes de contrôle et faire des tests côte à côte avec d'autres logiciels sur les
commutateurs.
MPM ne peut pas fonctionner seul, car il ne s'agit que d'un séquenceur et ne peut
pas exécuter des tâches internes et détaillées.
Dans l'industrie, d'autres logiciels font le travail seul comme STEP 7 et TWINCAT
et autres, ils organisent les séquences et exécutent complètement les tâches. Mais MPM
est chargé d'organiser certaines tâches et étapes sans avoir le souci de connaître la
structure interne des étapes. Cette mission est autorisée pour d'autres logiciels comme
labview.
III.2.1 Rôle du MPM
Comme mentionné ci-dessus, MPM est chargé d'organiser les étapes dans les
séquences. Il fait aussi quelques tests à l'extérieur des étapes. Dans ce cas, il doit
47 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
recevoir des valeurs et des résultats de mesure des étapes des séquences et effectuer
des tests sur eux. Sur la base de ces résultats et de leurs conditions de réussite, le test
est donné par le signe de test global de "pass» ou "fail". Ces résultats de mesure et un
signe de test global sont ensuite enregistrés dans la base de données mondiale de
MARQUARDT appelée MQIS.
Une autre fonctionnalité est mise en œuvre dans MPM qui est la différenciation
des versions. On appelle si le même produit a des versions différentes et chaque version
nécessite des tests spéciaux et des séquences spéciales. Dans ce cas, MPM reconnaît
chaque version séparément et exécute automatiquement les séquences et les tests
correspondants. Ces versions sont habituellement enregistrées dans la base de données
mondiale MQIS. Ils pourraient également être implémentés manuellement dans MPM
après avoir sélectionné certains paramètres.
III.2.2 Interaction avec les autres softwares.
Comme nous le savons maintenant, MPM ne peut pas terminer sa mission seul. Il
doit interagir avec d'autres logiciels pour exécuter les séquences et effectuer des tests.
L'un des logiciels qui pourraient s'intégrer à MPM est LABVIEW. Comme les projets en
labview peuvent être segmentés dans des instruments virtuels, MPM reconnaît chaque
VI comme une étape de ses séquences. Chaque VI pourrait être exécuté une ou plusieurs
fois selon la séquence nécessaire.
Après cela, nous pourrions déduire que pour que ce travail soit terminé, les VI
doivent avoir des intrants et des produits reconnus par MPM avec des noms bien
déterminés selon les normes MARQUARDT.
La figure ci-dessous décrit l'interaction entre labview et MPM.
48 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
MPM LABVIEW
Figure 32 Communication entre MPM et LABVIEW
III.2.3 Motifs d'utilisation MPM
Nous pouvons facilement remplacer MPM par d'autres logiciels plus simples et
plus efficaces qui finissent l'objectif qui réalise le même objectif mais l'avantage avec
MPM est qu'il est généralement utilisé lorsque les tests sont exécutés C'est un moyen
plus sûr de tester les produits finis en mentionnant que la base de données MQIS doit
toujours être mise à jour avec les résultats des tests de MPM. Ils existent aussi d’autres
outils tels que TWINCAT qui est un bon logiciel de séquençage et offre beaucoup de
choix et de liberté. Mais il n'est pas développé pour faire des tests mais uniquement
pour organiser des séquences et les exécuter.
III.2.4 Interface du MPM
L'interface MPM est vraiment simple. Elle est divisée en deux fenêtres distinctes :
La première fenêtre est l'interface principale
la seconde est l'éditeur de données.
49 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
La 1ere interface présentée par la figure 33 est décomposée en trois zones :
3
1 2
Figure 33 Fenêtre principale
La première fenêtre de MPM montre qu'elle est divisée en trois domaines.
1. Le premier à gauche est la zone "résultat principal" où le résultat des tests est
affiché et où la séquence est commandée.
2. La seconde est à droite. Il s'agit de la "fenêtre principale" où la séquence de test
et les résultats détaillés de la séquence sont affichés. Les états des entrées et
des sorties du matériel sont également trouvés.
3. Au-dessus, nous pouvons trouver une barre d’outils. Cette barre nous permet
d'ouvrir une session, d'ouvrir l'éditeur de données et de lancer la séquence
manuellement.
50 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
L'éditeur de données permet de configurer toutes les données du système
d'inspection. Nous pouvons créer des plans d'inspection, définir des produits et des
paramètres de systèmes, ou créer des mesures de test. Un large éventail de wizards est
fourni pour aider les utilisateurs dans ce processus.
Figure 34 Editeur de données
L'interface de l'éditeur de données a beaucoup à voir avec l'explorateur
Windows. Il ressemble et fonctionne comme celui-ci.
Les éléments de l'arborescence de gauche peuvent être sélectionnés pour
afficher leur contenu dans la vue de liste à droite.
51 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 35 Arboscence de l’editeur de données
Les éléments de l'arborescence sont divisés en deux groupes :
L’arborescence globale
L’arborescence spécifique à la machine.
Ces deux vues d'arbre semblent identiques mais chacune a son but :
L'arborescence globale contient la configuration de toutes les machines, mais
l'arborescence spécifique à la machine contient la configuration de la machine de travail
actuelle.
Les principaux éléments de l'arborescence sont:
Parameters : qui contient les paramètres du produit et les paramètres du
système. Ces paramètres sont soit ajoutés manuellement, soit par MQIS
52 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
automatiquement. Ces paramètres définissent le système de production et
les produits qui seront testés à travers ce système de production.
Hardware : qui contient toutes les E / S numériques et analogiques du
système. Généralement, nous travaillons uniquement avec des E / S
numériques dans MARQUARDT.
Test step components : Cet élément contient tous les VIs développés sous
labview et composant la séquence de test.
Test step planning : où nous ajouterons une séquence si nous travaillons
sous une seule version du produit, ou plusieurs séquences si le produit
possède plus d'une version. Cet élément est le plus important car il a la
séquence centrale du système de production.
Figure 36 Planning du test step
Inspection Planning : est le dernier élément qui a La fonction de
planification de l'inspection et sert à attribuer les caractéristiques à
mesurer aux produits. Dans la plupart des cas, les caractéristiques sont
importées de MQIS et non définies par l'utilisateur.
III.2.4.a Différents points de libertés d’accès :
L'éditeur de données peut être ouvert par quatre types de comptes dans
MARQUARDT qui sont la session de production, la session de qualité, la session de
superviseurs de quart et la session de super utilisateurs ou administrateurs. Les
53 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
employées peuvent se connecter à leur domaine par un accès à leur session précise d’un
service bien déterminé.
La session de production est la session la plus restreinte. Son accès est
limité aux paramètres globaux du produit et du système.
La session des superviseurs de quart a moins de restrictions que la session
de production. Toutes les entrées du menu sont disponibles, y compris la
planification des tests et du matériel, cependant, l'arbre entier est protégé
en écriture.
La session d'inspection de qualité ne comprend pas l'entrée matérielle.
Cependant, les paramètres de produit globaux et spécifiques à la machine
peuvent être édités (écriture/ lecture). Toutes les autres entrées sont en
lecture seule.
L'utilisateur administrateur possède les droits de lecture / écriture pour
l'ensemble de la structure.
III.3 Fonctionnement de la station de contrôle :
Comme indiqué dans le cahier des charges, la commande EOLT du contrôle de la
ligne de production du pressostat de KARCHER doit suivre une séquence d'essai
spécifique qui vérifiera la défectuosité du produit avant de passer à la production de
masse.
Les étapes de test ont été judicieusement choisies par le service technique de
MARQUARDT TN en consultation avec MARQUARDT Allemagne et en tenant compte des
coûts du projet.
54 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
III.3.1 Séquence de test de contrôle :
La séquence de test de la station est composée d'étapes visant à tester la qualité
du produit en fonction des besoins du client. Cette séquence est représenté par
l’organigramme ci-dessous :
55 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 37 Organigramme de la séquence
56 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Avant de commencer la séquence, tout le système correspondant doit être
réinitialisé et mis à zéro, incluant tous les vérins pneumatiques et les
moteurs.
Après cela, l’état du tiroir des pièces défectueuses doit être vérifié. Le tiroir
doit être fermé avant de procéder à la séquence. L’opérateur mettra les
produits défectueux dans ce tiroir.
Si le tiroir est fermé, l'opérateur insère le produit dans l'unité de test en deux
positions, un emplacement pour le commutateur et l'autre pour le faisceau de
câbles.
Ensuite, l'élément sera bloqué par le vérin pneumatique de blocage pour
éviter tout type de déplacement qui pourrait provoquer une panne du
système.
Le produit sera alors actionné électriquement et testé. Un moteur linéaire
avancera progressivement et actionnera le bouton du micro-interrupteur,
alors que la force exercée par le moteur sur le bouton sera surveillée par le
PC et la résistance interne du micro-interrupteur est mesurée. La position du
moteur est également surveillée et mesurée. Le même processus se fait
lorsque le moteur s'éloigne du produit. Cette étape est la plus importante de
la séquence, car c'est l'étape clé pour différencier les pièces défectueuses et
les pièces irréprochables. Ainsi, la ramification de la séquence se déroule ici.
o La résistance interne du produit doit être inférieure à 100 mOhms
dans une plage de force exercée de 5 à 20 N.
o Si le produit correspond à ces spécifications, il est considéré comme
bon.
Le produit sera ensuite estampé à froid par un autre vérin pneumatique.
Ensuite, l'opérateur doit débrancher et retirer la pièce de l'unité d'essai.
Sinon, le produit doit être débranché et retiré sans être marqué, et
l'opérateur doit le mettre dans le tiroir des pièces défectueuses. Et ensuite, la
séquence recommence pour une nouvelle pièce à tester
57 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Une fois la séquence terminée, chaque produit testé sera stocké. Bien que, le PC
devra traiter différemment les pièces imparfaites. Il est alors judicieux d'avoir une
ramification dans la séquence de test pour différencier les tests réussis et les échecs.
III.4 Implémentation du test sous LABVIEW et MPM :
La séquence du fonctionnement du test est constitué de quelques blocs de VIs
standards pour la communication avec le logiciel de séquencement MPM et avec le
hardware de la station comme les capteurs, les boutons, les LEDs, les vérins etc...
On commencera par définir un exemple de blocs d’entrées et de sorties dans un
contexte général puis un applicatif sous LABVIEW dans le cadre du PFE.
III.4.1 Blocs de communication avec MPM en général :
Bloc d’entrées
Figure 38 Blocs de communication avec MPM
Ce bloc permet la réception des paramètres du logiciel de séquencement MPM
pour traiter des données ou pour commander le hardware…
La fonction «Search» créée par MARQUARDT permet de chercher et de
comparer les Nom des variables déclarés dans le VI avec les Nom des paramètres
venant du MPM sous Inparametres, qui sont des variantes (variable sans type).
58 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Le cluster InData fournit les types des variables déclarés, on affecte ces types aux
variantes en utilisant la fonction «variant to data».
On obtient alors une variable complète (nom + valeur + type) qui sera traitée
dans le VI.
Bloc de sortie
Figure 39 Bloc de sortie
Ce bloc est chargé de préparer les variables traitées ou les résultats de mesures
et les envoyer vers le logiciel MPM.
On utilise alors un cluster qui contient deux éléments :
vValues : c’est l’élément qui reçoit la valeur mesurée convertie on
variante par la fonction « data to anything ».
StrKeys : c’est l’élément qui contient le nom qu’on va affecter à cette
variante.
Ce cluster permet de remplacer la variante dans les paramètres de Measurments
du MPM ou il existe le même nom qu’on a affecté à la variante.
III.4.2 Blocs de communications avec le hardware
Ces blocs assurent la communication du VI avec le hardware directement soit
lecture ou commande.
Lecture des entrées hardware
59 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
On peut alors lire les états des capteurs ou des boutons de la station grâce à ce
bloc créé sous labview.
Figure 40 Lecture des états des entrées hardware
On utilise la fonction «Dio Get Inputs» crée par MARQUARDT. On choisit parmi la
liste déroulante le nom d’entrée qu’on a déclaré dans MPM dans Hardware «Digital
inputs».
Commande des sorties hardware
A l’aide de ce bloc on peut commander directement les vérins, les LEDs et toutes
les sorties hardware de la station.
Figure 41 Commande des sorties hardware
Il faut alors utiliser la fonction «Dio Set Out Index» créée par MARQUARDT. On
choisit parmi la liste déroulante le nom de la sortie qu’on a déclaré dans MPM dans
Hardware «Digital Outputs ».
Exemple : Pour assurer la fermeture d’un contacteur on affecte la valeur «True» à
«Dio Set Out Index» et dans le cas inverse (ouverture de contacteur) on affecte la valeur
«False».
Ces différents blocs décrits dans un contexte général seront exploités dans le
développement du projet global sous LABVIEW.
60 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
III.4.3 Développement du projet :
III.4.3.a Définition des INPUT/OUTPUTS
Avant de passer au programme, les entrées et les sorties doivent être définies. Les
entrées sont comme des boutons ou des capteurs et les sorties sont comme des
commandes pour les vérins.
Les noms des entrées doivent commencer par la lettre « I » suivie de son numéro.
Le nom des sorties doit commencer par la lettre « Q » et suivi de son numéro. Exemple :
la sortie numéro quatre est la commande d’une LED verte. On l’appelle alors : Q04 :
LedGreen.
Les entrées du programme sont organisées dans le tableau suivant :
Tableau 4 Entrées matérielles du programme
Numéro de Nom de l’entrée Rôle
l’entrée
00 I00 : PartSensor1 Le capteur du produit
01 I01 : PartSensor2 La sonde de test pour la détection de câble
qui agit comme un capteur de détection
pour le faisceau de câbles du produit
02 I02 : TagSensorHP Le capteur de proximité de la position de
départ du vérin de marquage
03 I03 : TagSensorWP Le même pour la position initiale
04 I04 : ClampSensorHP Le capteur de position de départ pour la
position de départ du vérin de blocage
05 I05 : ClampSensorWP Le même pour la position finale
06 I06 : NokDrSensor Le capteur de détection de tiroir
Ces entrées doivent être déclarées dans le logiciel MPM dans la section matériel
sous DIGITAL INPUTS :
61 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 42 Entrées hardware déclarées dans MPM
Nous aurons également des sorties qui sont:
Tableau 5 Sorties matérielles du programme
Numéro de la sortie Nom de l’entrée Rôle
00 Q00: TagHP Commande du vérin de
marquage à la position de
départ
01 Q01: TagWP Commande du même vérin
à la position finale
02 Q02: ClampHP Commande du vérin de
blocage à la position de
départ
03 Q03: ClampWP Commande du même vérin
à la position finale
04 Q04: Motor01
05 Q05: Motor02 Commande du moteur de 4
06 Q06: Motor03 bits
07 Q07: Motor04
Ces sorties doivent également être déclarées dans le logiciel MPM dans la section
matériel sous DIGITAL OUTPUTS:
62 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 43 Sorties hardware déclarées dans MPM
III.4.3.b Les VIs de la séquence
Comme mentionné précédemment, la séquence se compose de plusieurs étapes
comme le montre l’organigramme de la page 54 :
Réinitialisation du système
Vérification de l'état du Tiroir de produits défectueux
Insertion de produit
Blocage du produit
Test du produit
Si les tests de produit sont réussis:
o Marquage du produit
o Déblocage du produit
o Retirer le produit
o Fin de la séquence
Si non:
o Ouverture du tiroir des produits défectueux
o Déblocage du produit
o Retirer le produit
o Fermeture du tiroir
o Fin de la séquence
63 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Ces étapes doivent être ajoutées et configurées dans MPM en ajoutant les entrées
et sorties communiquant avec LABVIEW, en ajoutant le répertoire du VI et en mettant
en ordre la séquence de test comme l’indique les figures ci-dessous :
Figure 44 Ajout des étapes de la séquence de test du produit
Figure 45 Configuration des étapes ajoutées
Réinitialisation du système
Lorsque la séquence commence, la première chose à faire est de réinitialiser le
matériel du système, et cela comprend les deux vérins du blocage et du marquage.
64 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Pour ce faire, la Labview doit envoyer une commande aux quatre sorties de
commande qui sont:
o Q00: TagHP
o Q01: ClampHP
o Q02: TagWP
o Q03: ClampWP
On doit affecter TRUE aux commandes de position initiales et FALSE aux
commandes de position finale.
Figure 46 VI de réinitialisation du système
Ce VI contient une entrée venant du MPM. L’entrée est la variable HWDIO qui est
nécessaire pour lire ou commander le hardware de la station.
Figure 47 Déclaration de la variable HARDWARE dans MPM
ErrorIn et ErrorOut sont toujours nécessaires pour afficher les erreurs qui
peuvent survenir dans MPM.
65 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
On ajoute ces entrées et sorties dans MPM dans l’éditeur de données sous Test
step components où existe la configuration du VI. Ce même travail est répété pour tous
les VIs mais chacun avec ces propres paramètres d’entrées ou de sorties
Figure 48 Ajout des entrées et des sorties des VIs
Vérification de la fermeture du tiroir des produits défectueux
Ce VI permet de vérifier si le tiroir des produits défectueux est fermé pour
démarrer la séquence proprement. Un capteur de proximité placé à l’extrémité interne
du tiroir permet de surveiller la position de ce dernier. Si le capteur retourne un « 1 »
logique, le tiroir est bien fermé. Sinon, le tiroir ne l’est pas et on doit vérifier une autre
fois.
Figure 49 Organigramme de VI de vérification de l’état du tiroir
Pour achever ce fonctionnement, le VI à programmer ne nécessite aucun
paramètre du MPM. Aussi, on va rien envoyer à MPM donc on n’utilise pas le bloc le
bloc de sortie. On utilise le bloc d’entrées juste pour lire les états du hardware. On doit
66 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
lire l’état du capteur de proximité « NokDrSensor ». On veut aussi afficher un message
indiquant à l’operateur l’état du tiroir pour intervenir et fermer le tiroir.
Figure 50 VI de vérification de l’état du tiroir
Dans le cas où le tiroir est fermé labview indique « Drawer is Closed ». Dans le cas
inverse, il affiche « Drawer is not yet closed ».
Figure 51 Cas oû le tiroir est ouvert
Les Entrées et les sorties de ce VI sont InParameters, ErrorIn et ErrorOut.
InParameters contient la variable HWDIO pour lire ou commander le hardware comme
le VI précédent.
67 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Insertion du produit :
Ce VI vérifie si le produit est placé dans les deux emplacements. Pour cela, nous
devons vérifier l'état des deux capteurs du produit. Si le produit est présent, on passe au
VI suivant Sinon, On vérifie encore et encore jusqu’à le détecter.
Figure 52 Organigramme du VI d’insertion du produit
68 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
69 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 53 VI d’insertion du produit
Les entrées et les sorties vers et du MPM sont exactement les mêmes comme le
VI précédent.
Blocage du produit
Ce VI est très simple, on doit juste commander le vérin de blocage vers sa
position finale
Figure 54 Organigramme du VI de blocage de produit
Ce VI a comme entrée venant du MPM le paramètre HWDIO qui est nécessaire
pour lire ou commander le hardware de la station.
Les sorties qu’on doit commander pour bloquer la pièce sont :
Q01 : ClampHP
Q03 : ClampWP
Les valeurs affectées sont :
Q01 : ClampHP = False
70 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Q03 : ClampWP = True
71 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 55 VI de blocage de produit
72 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Test du produit
Ce VI est responsable de tester le produit. Le test du produit n'est pas une tâche
simple, car il comporte 4 processus qui sont exécutés simultanément;
o mouvement du moteur
o mesure de force exercée sur le bouton du micro-interrupteur
o Surveillance de position du moteur
o mesure de résistance interne
Comme mentionné précédemment, pour la surveillance du positionnement du
moteur et la mesure de la force, nous allons utiliser la carte DAQ qui est une carte
d'acquisition fabriquée par NATIONAL INSTRUMENTS qui est la même société qui a
développé LABVIEW.
La carte DAQ est livrée avec sa bibliothèque dans le logiciel LABVIEW appelé
DAQmx.
Du point de vue du logiciel, pour obtenir un signal analogique à partir d'un capteur à
l'aide de la carte DAQ, nous devons utiliser plusieurs éléments dans labview qui sont
mis en cascade.
Le premier élément est "CREATE TASK" qui est utilisé pour créer une tâche pour la
carte DAQ à exécuter. Cet élément nécessite une tâche déclarée comme entrée et une
chaîne de caractères pour nommer sa tâche déclarée.
Cet élément est suivi d'un autre élément appelé "CREATE CHANNEL" Il est utilisé
pour créer un canal pour acquérir le signal analogique ou numérique. Il a besoin du nom
de canal comme entrée et il est également configuré pour correspondre au type de
signal acquis.
Le troisième élément est la "START TASK" qui sert à transmettre la tâche à l'état de
fonctionnement pour commencer la mesure.
Ces 3 éléments doivent être avant la boucle for qui est le cycle de mesure.
73 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
L'élément suivant est à l'intérieur du cycle de mesure. Il s'appelle "READ" et, comme
son nom l'indique, il sert à lire le signal du capteur. Dans le cas de la génération d'un
signal, il peut être remplacé par l'élément "ÉCRIT". Il est configuré pour correspondre
au signal acquis et il peut être configuré pour avoir le taux d'échantillonnage souhaité et
le nombre d'échantillons.
L'élément "Arrêter" est mis après la boucle for et il suffit d'arrêter la tâche de la
carte DAQ.
Le dernier élément utilisé est l'élément "CLEAR". Il suffit d'effacer la tâche avant de
passer au reste du programme.
Figure 56 Chaine de lecture de données mesurées à partir du DAQ
Il est également nécessaire que tous ces éléments aient la tâche déclarée comme
entrée. Et ils ont également besoin d’une entrée d’erreur.
Ce VI peut être résumé dans cet organigramme :
74 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 57 Organigramme du VI de test et de mesures
75 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Le VI de LABVIEW est mis dans une machine d'état pour simplifier le
programme. La machine d'état est composée de deux états qui sont des mesures et des
analyses de données.
L'état de mesure contient tous les éléments nécessaires pour mesurer la force, la
position et la résistance. Il contient également la commande du moteur.
Le deuxième état ne contient que les éléments responsables de l’extraction et
l’analyse des données qui seront envoyées au MPM à partir des tables remplies par les
éléments de mesure du dernier état.
76 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
77 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 58 VI de tests de mesures
Le premier état « Measurement » de la machine d’états étant :
Figure 59 Premier état « measurement » et commande moteur
78 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Le deuxième état « Data analysis »:
Figure 60 Deuxième état Extraction et analyse de données
79 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Une seule variable qui est HWDIO est utilisée dans ce VI pour commander le
moteur VIA les modules BECKHOFF. Des variables de mesures aussi seront envoyées
vers MPM pour être comparées et traitées à travers la sortie Measurement qui doit être
ajoutée dans la configuration du VI dans MPM.
Figure 61 Variables de mesures declarées dans MPM
La partie de la commande du moteur :
Figure 62 Partie de commande de moteur
Si les tests réussissent, MPM affichera le résultat du succès, sinon il affichera le
résultat de l'échec.
Après l'exécution de ce VI, MPM testera les données mesurées et générera le
résultat des tests. Le reste de la séquence devrait dépendre de ce résultat tel que
mentionné précédemment. Cette ramification dans la séquence se fait en ajoutant une
variable booléenne dans le reste des VIs. Cette valeur dépend entièrement du résultat
des tests. Si les tests réussissent, la variable est TRUE, sinon elle est FALSE.
80 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Pour utiliser cette variable, le reste des VIs devraient l'avoir comme variable
d'entrée sous INPARAMETERS. Mais il doit être configuré dans MPM pour imiter le
résultat des tests.
Figure 63 Déclaration de variable de test
Pour imiter le résultat des tests, on doit ajouter sous lien « @MeasuringResultBool ».
Cette variable sera appelée ok/nok
Marquage du produit
Si le produit n'est pas défectueux, il sera marqué par le vérin de marquage. Ce VI est
comme le VI du blocage, bien qu'il ait un paramètre d'entrée de MPM qui soit ok / nok.
Si ok / nok est TRUE, le VI sera exécuté normalement, sinon il passera comme s'il n'avait
pas été exécuté.
81 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 64 Organigramme de VI de marquage de produit
82 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 65 VI de marquage de produit
83 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Sinon, le « case selector » change d’état, et rien ne se passe
Figure 66 Cas de mesures echouées
84 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Ouverture du tiroir des produits défectueux :
Si les tests sont échoués, l’operateur doit ouvrir le tiroir pour y mettre le produit
défectueux. On doit donc vérifier l’état du capteur de ce tiroir pour passer au VI suivant.
Figure 67 Organigramme du VI d’ouverture du tiroir
Comme le VI précédent, Ce VI dépendra de la variable booléenne ok/nok. Si les
tests sont réussis le VI s’exécute, et il vérifiera l’état du tiroir et passe au VI suivant si le
tiroir est ouvert, sinon il revérifiera jusqu’à l’ouverture du tiroir.
Si cette variable booléenne est fausse (cas ou les mesures sont réussies), rien ne
se passe.
85 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
86 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 68 VI d’ouverture du tiroir
87 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 69 Cas de mesures réussies
88 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Fermeture du tiroir
Ce VI est exactement le même que le VI de l’ouverture du tiroir, mais cette fois ci le
VI vérifiera que le tiroir est fermé avant de procéder.
Figure 70 Organigramme du VI de fermeture du tiroir
Figure 71 VI de fermeture du tiroir (cas de mesures reussies)
89 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 72 Cas de mesures échouées
Déblocage du produit :
Ce VI est très simple, il est seulement chargé de commander le vérin de blocage pour
retourner à sa position finale. Le produit doit être débloqué après les tests, donc ce VI
doit être exécuté dans le cas de réussite ou dans le cas d’échec.
On doit commander les deux sorties du vérin de blocage comme ceci :
Q01 : ClampHP = True
Q03 : ClampWP = False
90 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Figure 73 VI de deblocage du produit
Enlèvement du produit de l’unité de test :
Ce VI est aussi exécuté dans les deux cas des tests. Il est aussi simple, on doit juste
vérifier l’état des capteurs de présence du produit.
Figure 74 VI d’enlèvement du produit
91 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
III.5 Conclusion
Dans ce chapitre, nous avons fait une description générale du concept de notre
projet, présenté un extrait du programme réalisé par les logiciels MPM et LABVIEW et
une description détaillée de l’installation électrique du poste de contrôle.
Nous avons dressé aussi les organigrammes qui expliquent le fonctionnement de
notre système automatisé ainsi que les résultats obtenus lors de la simulation.
92 Ecole Nationale d’ingénieurs de Monastir
Projet de fin d’étude 2016/2017
Conclusion generale
L’automatisation et la supervision d’un processus industriel nécessite une phase
d’ingénierie qui permet de réaliser les études et les documentations nécessaires pour
l’achèvement du projet.
Lors de ce travail, nous avons réalisé une automatisation d’un poste de contrôle
avec un PC industriel C6920-0050 et le logiciel de programmation LABVIEW ainsi qu’un
logiciel de séquencement développé par la société qui sert à faciliter l’organisation des
étapes de fonctionnement du poste ainsi que d’autres fonctionnalités.
Ce projet nous a permis d’acquérir une expérience enrichissante dans plusieurs
domaines et notamment dans ceux de l’instrumentation, le réseau local industriel
ETHERCAT, l’automatisation et la supervision et d’autres domaines. En plus, la
réalisation de ce projet nous a permis de maîtriser les procédures de mise en œuvre
d’un système industriel complexe basée sur des normes et des standards prédéfinis.
Il s’agit aussi d’une opportunité permettant de s’intégrer à un climat d’étude
professionnel avec la motivation de faire partie d’une équipe et de donner le plus à la
société d’accueil et en proposant des solutions qui se traduisent à la réalisation du
projet à traiter.
Malgré l’existence d’une large panoplie d’outils software fournis par plusieurs
fabricants tels que STEP7, TWINCAT, etc. l’utilisation de l’outil MPM de MARQUARDT
TN a facilité énormément la tâche de développement. Son point fort réside dans le
séquencement des VIs de tests et mesures, développés sous LabVIEW.
Le travail réalisé sera exploité par le service production pour une durée de trois
ans renouvelable.
Comme perspectives, on peut intégrer d’autres versions du même produit étudié
dans le présent rapport (le micro-Interrupteur) et même ajouter de nouvelles
séquences de test et de contrôle de produits différents.
93 Ecole Nationale d’ingénieurs de Monastir
Vous aimerez peut-être aussi
- MyFood 1Document38 pagesMyFood 1Chouk MolkaPas encore d'évaluation
- Automatisation D'une Centrale - SBAI Mohammed - 2997Document59 pagesAutomatisation D'une Centrale - SBAI Mohammed - 2997Kawtar Ben100% (2)
- Gestion Des Fuites Dans Le Reseau d'AEPDocument46 pagesGestion Des Fuites Dans Le Reseau d'AEPSarah Mk67% (3)
- Rapport PFE: (1) Urbanisation D'un Système D'information Universitaire SOA & BPM + (2) Documentation Technique + Codes SourcesDocument247 pagesRapport PFE: (1) Urbanisation D'un Système D'information Universitaire SOA & BPM + (2) Documentation Technique + Codes Sourceswalidkarray100% (4)
- TD2 Jonction PN IDocument2 pagesTD2 Jonction PN IErnest BakoutaPas encore d'évaluation
- Rapportpfe Licenceazzeddineelouadi 150313100251 Conversion Gate01 ConvertiDocument38 pagesRapportpfe Licenceazzeddineelouadi 150313100251 Conversion Gate01 Convertinoureddine el kassassiPas encore d'évaluation
- Rapport 170608045227 PDFDocument88 pagesRapport 170608045227 PDFIñ Saf100% (1)
- Rapport de StageDocument28 pagesRapport de Stageakkari.rayhanePas encore d'évaluation
- WWWWWWWWWWWWDocument59 pagesWWWWWWWWWWWWmoncefdabbech.20Pas encore d'évaluation
- PfeDocument68 pagesPfeنزار فرجانيPas encore d'évaluation
- Plateforme Virtualisation Cloud Prive Open SourceDocument93 pagesPlateforme Virtualisation Cloud Prive Open SourceYoussra Chadli100% (1)
- (PFE) Gestion Informatique Des Chercheurs D'emploiDocument37 pages(PFE) Gestion Informatique Des Chercheurs D'emploiMaryem HosniPas encore d'évaluation
- ParetoDocument151 pagesParetoAllaedinne BensalahPas encore d'évaluation
- Pfe Jordy Android Apply 2017 Licence ReseauxDocument73 pagesPfe Jordy Android Apply 2017 Licence Reseauxnizar200Pas encore d'évaluation
- Projet RaefetDocument55 pagesProjet Raefetyassinesalhi0070Pas encore d'évaluation
- Mémoire Master Erp ProductionDocument85 pagesMémoire Master Erp Productionsabbar aminePas encore d'évaluation
- Rapportpfeisifinal 180125094008Document109 pagesRapportpfeisifinal 180125094008syslinux2000Pas encore d'évaluation
- Reseau Advanced LTE PDFDocument83 pagesReseau Advanced LTE PDFachrafPas encore d'évaluation
- Pfe (Final)Document126 pagesPfe (Final)Hajji WissalPas encore d'évaluation
- Hammad I SamirDocument97 pagesHammad I SamirfethiabaiaPas encore d'évaluation
- Raddport Sous Le Theme: Application Multiplatforme de Gestion Pour Le Projet D'eau Potable.Document36 pagesRaddport Sous Le Theme: Application Multiplatforme de Gestion Pour Le Projet D'eau Potable.rdwanalzawy10Pas encore d'évaluation
- Rapport H.soundouss PDF - Inconnu (E)Document59 pagesRapport H.soundouss PDF - Inconnu (E)asaad ABABOUPas encore d'évaluation
- Icar Soussa 2021 (Réparé) (Réparé) PDFDocument125 pagesIcar Soussa 2021 (Réparé) (Réparé) PDFSabri JaziriPas encore d'évaluation
- Rapport Du Stage Tunisair Technics Synda-FinaleDocument41 pagesRapport Du Stage Tunisair Technics Synda-FinaleeyabenahmeddaboussiPas encore d'évaluation
- Dédicaces: À Mes Chers ParentsDocument105 pagesDédicaces: À Mes Chers ParentsRabiie MnasriiPas encore d'évaluation
- Conception Et Réalisation D'une Solution Modulaire Sous Odoo Et D'une Application Android (PDFDrive)Document130 pagesConception Et Réalisation D'une Solution Modulaire Sous Odoo Et D'une Application Android (PDFDrive)samsoum1100% (1)
- Renforcement D'un Ouvrage D'art PONT-RAIL MÉTALLIQUE SUR OUED MOULOUYADocument103 pagesRenforcement D'un Ouvrage D'art PONT-RAIL MÉTALLIQUE SUR OUED MOULOUYAAmada TarekPas encore d'évaluation
- Rapportsfemedazizchetouidhouhamelki 150528212003 Lva1 App6892Document145 pagesRapportsfemedazizchetouidhouhamelki 150528212003 Lva1 App6892Ayoub GämmärPas encore d'évaluation
- Rapport 2 ScrumDocument101 pagesRapport 2 Scrumyassineabdelli25Pas encore d'évaluation
- Rapport Pour Un Projet de Fin D'étude ESTDocument38 pagesRapport Pour Un Projet de Fin D'étude ESTAssya AbarkanePas encore d'évaluation
- Rapport de Stage PFE Semah BELHADJ DIT MDALSIDocument83 pagesRapport de Stage PFE Semah BELHADJ DIT MDALSIeya chaouechiPas encore d'évaluation
- Memoire de Fin D'etudes - PCDocument73 pagesMemoire de Fin D'etudes - PCIlyass ZairPas encore d'évaluation
- Reseau Social PartageDocument66 pagesReseau Social PartageAyoub J•シPas encore d'évaluation
- Rapport de Stage TechniqueDocument50 pagesRapport de Stage TechniqueMohammed bajjouPas encore d'évaluation
- Carte D'interface Avec Matlab A Base de L'arduinoDocument63 pagesCarte D'interface Avec Matlab A Base de L'arduinoKasiaPas encore d'évaluation
- Rapport Stage Licence Genie Informatique 2009Document80 pagesRapport Stage Licence Genie Informatique 2009Larbi AmranePas encore d'évaluation
- 2017 Rapport Ben Kraiem InesDocument84 pages2017 Rapport Ben Kraiem InesFerdaous HdPas encore d'évaluation
- Dimensionnement Et Optimisation de La Couverture Radio Du Reseau 4G LteDocument131 pagesDimensionnement Et Optimisation de La Couverture Radio Du Reseau 4G LteStone OkoPas encore d'évaluation
- Rapport Final Pfe (Saadaoui Marwen)Document122 pagesRapport Final Pfe (Saadaoui Marwen)Gildas ASSOURI100% (3)
- Rapport PFE AhmedLehyani-V10Document71 pagesRapport PFE AhmedLehyani-V10Mohamed Kadhem BelghuithPas encore d'évaluation
- Rapport Projet Fin D'etude 04-12-20Document122 pagesRapport Projet Fin D'etude 04-12-20Majda Belkhaoui67% (3)
- Etude Et Dimensionnement D'un Réseau NGNDocument94 pagesEtude Et Dimensionnement D'un Réseau NGNAnovar_ebooks86% (7)
- Copierapportmastere 0Document127 pagesCopierapportmastere 0Hatem MabroukPas encore d'évaluation
- Rapport Pfe Urbanisation Soa BPM 2010Document111 pagesRapport Pfe Urbanisation Soa BPM 2010SABRINE KHPas encore d'évaluation
- MemoireDocument104 pagesMemoireMalek MalekPas encore d'évaluation
- Pfe 44 Copie Finale 44Document148 pagesPfe 44 Copie Finale 44malek.touatiPas encore d'évaluation
- Rapport Master Recherche B PDFDocument102 pagesRapport Master Recherche B PDFHamzaoui Khaled100% (1)
- Rapport de Stage (Récupération Automatique)Document48 pagesRapport de Stage (Récupération Automatique)Med AminePas encore d'évaluation
- Ecole Superieure de Technologie de Casablanca. Estc: Presente en Vue de L'obtention Du TitreDocument68 pagesEcole Superieure de Technologie de Casablanca. Estc: Presente en Vue de L'obtention Du TitreSALMA TGHOUFRINEPas encore d'évaluation
- Version FinaleDocument104 pagesVersion Finalenadine laabidiPas encore d'évaluation
- Conception Et RéalisationDocument70 pagesConception Et RéalisationYoussef El MahmiPas encore d'évaluation
- Rapport FinalDocument71 pagesRapport FinalWafa KraiemaPas encore d'évaluation
- Merged 151002101226 Lva1 App6891Document27 pagesMerged 151002101226 Lva1 App6891طائر اللقلقPas encore d'évaluation
- Rapport PFE Ayari IbtihelDocument84 pagesRapport PFE Ayari Ibtihelcharfeddineboudhiba64Pas encore d'évaluation
- Projet Fin D'etude CompresseurDocument77 pagesProjet Fin D'etude CompresseurMouhib RiahiPas encore d'évaluation
- AHMED HAMMAMI 3LATI Gestion de La Gouvernance Du Tenant OfficeDocument78 pagesAHMED HAMMAMI 3LATI Gestion de La Gouvernance Du Tenant OfficeNouha MnassriPas encore d'évaluation
- 98 M W9 IRIV7 B KB0 Smuj NNF RQL3 KJ KQ 1 UF4 SK2 KL P4Document103 pages98 M W9 IRIV7 B KB0 Smuj NNF RQL3 KJ KQ 1 UF4 SK2 KL P4Alâa HrizPas encore d'évaluation
- Rapport de Stage Perfectionnement Vers0Document27 pagesRapport de Stage Perfectionnement Vers0mahdibey2002Pas encore d'évaluation
- Guide Choisir - Université 2024: 23e édition - Toute l'information sur les formations universitaires (BAC)D'EverandGuide Choisir - Université 2024: 23e édition - Toute l'information sur les formations universitaires (BAC)Pas encore d'évaluation
- Guide Choisir - Secondaire 2024: 36e édition - Toute l'information sur les formations professionnelles (DEP et ASP)D'EverandGuide Choisir - Secondaire 2024: 36e édition - Toute l'information sur les formations professionnelles (DEP et ASP)Pas encore d'évaluation
- Série TD N°1Document3 pagesSérie TD N°1Wã Lïd SãådätPas encore d'évaluation
- Le Relais de Protection ThermiqueppDocument21 pagesLe Relais de Protection ThermiqueppYad FarPas encore d'évaluation
- Cours Surveillance ProcessusDocument12 pagesCours Surveillance ProcessusMer OuaPas encore d'évaluation
- Wing 2Document69 pagesWing 2Chetan KubsadPas encore d'évaluation
- Plan Conversion ElectrochimiqueDocument3 pagesPlan Conversion Electrochimiqueyassmine guergourPas encore d'évaluation
- 3 Examen 2006 Laval SolutionDocument3 pages3 Examen 2006 Laval Solutionhammami mehdiPas encore d'évaluation
- Manuel TV LED LG 42SL9000 PDFDocument140 pagesManuel TV LED LG 42SL9000 PDFCorinne AulusPas encore d'évaluation
- Cours Les DetecteursDocument6 pagesCours Les DetecteursBaya Ait-Mokhtar100% (1)
- TP12 Electronique 2 - 2019 - 2020 PDFDocument19 pagesTP12 Electronique 2 - 2019 - 2020 PDFKhaoula Amahouch100% (1)
- Uas Edt 1ere Ing S2 2223 V 120123 1Document19 pagesUas Edt 1ere Ing S2 2223 V 120123 1Hk WassPas encore d'évaluation
- THYRISTOR222Document21 pagesTHYRISTOR222Bousmaha YoucefPas encore d'évaluation
- VoIP - Partie 2 - Etudiants - Ver2020Document7 pagesVoIP - Partie 2 - Etudiants - Ver2020Narimen BoudilmiPas encore d'évaluation
- f6kjs Arduino Part5Document6 pagesf6kjs Arduino Part5SCORSAM1Pas encore d'évaluation
- Exercice 1 (Circuit RLC)Document6 pagesExercice 1 (Circuit RLC)Mohamed Soibaha Chaambane0% (2)
- 2011 12.TD - Tds.cahier - ComnumDocument7 pages2011 12.TD - Tds.cahier - ComnumRahila Djahida BOUKHALKHALPas encore d'évaluation
- 21 - Isge - Emploi Du Temps de La Semaine Du 30 Janvier 04 Février 2023Document11 pages21 - Isge - Emploi Du Temps de La Semaine Du 30 Janvier 04 Février 2023Nadia TraorePas encore d'évaluation
- Optimisation PCDocument71 pagesOptimisation PCstrideworldPas encore d'évaluation
- PolycopiELTFondamentale L2S4Machineslectriques PDFDocument109 pagesPolycopiELTFondamentale L2S4Machineslectriques PDFReda SebaaPas encore d'évaluation
- Catalogue Didactique SchneiderDocument212 pagesCatalogue Didactique SchneiderRnav rnavPas encore d'évaluation
- Les Fonctions Logiques de Base 2021partie3Document34 pagesLes Fonctions Logiques de Base 2021partie3wael boudrigaPas encore d'évaluation
- Couplage Inductif Par Résonance TIPE Cpge MAROCDocument1 pageCouplage Inductif Par Résonance TIPE Cpge MAROCBadr Badr17% (6)
- Infoconsuel Dtpv7 WebDocument4 pagesInfoconsuel Dtpv7 Webwtu486ymyPas encore d'évaluation
- Elec de P1 PDFDocument21 pagesElec de P1 PDFkacemPas encore d'évaluation
- Modlisationetsimulationdunmodule PVDocument7 pagesModlisationetsimulationdunmodule PVAch RafPas encore d'évaluation
- Polycope TP S2 Physique 2 23 24Document26 pagesPolycope TP S2 Physique 2 23 24Aboulhouda HatubPas encore d'évaluation
- Ib Sulpice TV 32sulp02wDocument48 pagesIb Sulpice TV 32sulp02wFatima Serroukh SoumatiPas encore d'évaluation
- Chaine D'energieDocument84 pagesChaine D'energieLahoucine ElamraouiPas encore d'évaluation
- TD2 Physique PCEM 1 2017-2018Document2 pagesTD2 Physique PCEM 1 2017-2018somaben26Pas encore d'évaluation
- Delta Ia-Plc DVP-SV Dvp-sv2 I Tse 20161103Document19 pagesDelta Ia-Plc DVP-SV Dvp-sv2 I Tse 20161103Pedro PereiraPas encore d'évaluation