Vous aimerez peut-être aussi
- Corrigé TD FM _ Forge1Document4 pagesCorrigé TD FM _ Forge1Maram RouechedPas encore d'évaluation
- Devoir Libre ESA 2021Document10 pagesDevoir Libre ESA 2021LOLIPOOPPas encore d'évaluation
- Examen Coupe IFM Janvier 2021 VFDocument6 pagesExamen Coupe IFM Janvier 2021 VFعامر الشعيلي ولد شعبانPas encore d'évaluation
- Comportement Mecanique MateriauxDocument11 pagesComportement Mecanique MateriauxdxsszszPas encore d'évaluation
- 40 DS Moulage 2016 2017Document4 pages40 DS Moulage 2016 2017Chokri Atef67% (3)
- Bac - 2019-DR - Corrigé1 (Mec)Document8 pagesBac - 2019-DR - Corrigé1 (Mec)Wagih MrassiPas encore d'évaluation
- Controle 3 - 1 S2 TC 19 - 20Document4 pagesControle 3 - 1 S2 TC 19 - 20Chaoui YoussefPas encore d'évaluation
- Extrait de L'ouvrage de Mr. DahmaniDocument104 pagesExtrait de L'ouvrage de Mr. Dahmaniben ayed bouraoui100% (1)
- Ds 2010Document3 pagesDs 2010ESSOME ESSOME OLIVIER STEPHANEPas encore d'évaluation
- Sujet DEC TGDocument4 pagesSujet DEC TGMouhamadou Moustapha DIOPPas encore d'évaluation
- ECHANTILLONDocument33 pagesECHANTILLONIgnacePas encore d'évaluation
- Ouvrage de Mr. DahmaniDocument15 pagesOuvrage de Mr. DahmanibrahimPas encore d'évaluation
- 01 Controle #3 Semestre 2Document6 pages01 Controle #3 Semestre 2JOKER YTPas encore d'évaluation
- Examen 2014 PDFDocument6 pagesExamen 2014 PDFزهير مزريقيPas encore d'évaluation
- Extrait de L'ouvrage de MR DAHMANI PDFDocument76 pagesExtrait de L'ouvrage de MR DAHMANI PDFLaid Benaboura100% (1)
- EMD Avant Projet Licence Eln 2014Document2 pagesEMD Avant Projet Licence Eln 2014most mostPas encore d'évaluation
- 2000 Feuille de RéponsesDocument8 pages2000 Feuille de RéponsesKHALED KHALEDPas encore d'évaluation
- Etude Microstructurale Et Mécanique Sur L'effet de La Boruration Sur La Nouvelle Phases Max Cr2AlC PDFDocument120 pagesEtude Microstructurale Et Mécanique Sur L'effet de La Boruration Sur La Nouvelle Phases Max Cr2AlC PDFIslem SoukeurPas encore d'évaluation
- UGV ModelisationDocument96 pagesUGV ModelisationBouallegue MounirPas encore d'évaluation
- Ouvrage 2eme Edition 2022 de MR DahmaniDocument12 pagesOuvrage 2eme Edition 2022 de MR DahmaniYacine MeghariPas encore d'évaluation
- Examen Intoduction To Materials Engineering 2018 Ahmed 1Document8 pagesExamen Intoduction To Materials Engineering 2018 Ahmed 1magninibienvenuPas encore d'évaluation
- examen-2018_-choix-des-materiaux_eniso_ahDocument8 pagesexamen-2018_-choix-des-materiaux_eniso_ahabderrahim najimPas encore d'évaluation
- PFE2015 2016demarchemaintenanceDocument68 pagesPFE2015 2016demarchemaintenanceAnouar AnouarPas encore d'évaluation
- TD Goupille Clavette CanneluresDocument2 pagesTD Goupille Clavette CanneluresIkram KhalfalliPas encore d'évaluation
- Béton Armé I (3lgc & 3ltp) p1Document72 pagesBéton Armé I (3lgc & 3ltp) p1ZohirMadridPas encore d'évaluation
- Devoir de Controle N°4: Distributeur de Carburant GPLDocument4 pagesDevoir de Controle N°4: Distributeur de Carburant GPLjetlaoui frajPas encore d'évaluation
- Techniques de Construction Pour Une Meilleure Gestion de Projet (Couts Et Délais)Document97 pagesTechniques de Construction Pour Une Meilleure Gestion de Projet (Couts Et Délais)allaoui100% (1)
- Analyse de La Fabrication D'un - EL BACHARI Hoummad - 484Document50 pagesAnalyse de La Fabrication D'un - EL BACHARI Hoummad - 484essaid100% (1)
- Examen 2013Document4 pagesExamen 2013Brahim MouhcinePas encore d'évaluation
- OUVRAGE2021Document11 pagesOUVRAGE2021Fongho Eric SinclairPas encore d'évaluation
- La Maintenance Des Navires Detaillait - Boukhalfa Ayoub PDFDocument106 pagesLa Maintenance Des Navires Detaillait - Boukhalfa Ayoub PDFMôncêf Bôudlâl100% (1)
- D.R DT DS3 MA I2022 REGpour La Prochaine ScéanceDocument8 pagesD.R DT DS3 MA I2022 REGpour La Prochaine Scéanceilyessaoudi13Pas encore d'évaluation
- 2007-Synthèse de FABRICATION MECANIQUEDocument4 pages2007-Synthèse de FABRICATION MECANIQUEcha benPas encore d'évaluation
- 2usinage Grande VitesseDocument9 pages2usinage Grande VitesseLarbi Elbakkali50% (2)
- Examen GIM_Usinage fabrication 2024Document5 pagesExamen GIM_Usinage fabrication 2024David VHOUMBYPas encore d'évaluation
- ECHANTILLONDocument34 pagesECHANTILLONamine.besrour5214Pas encore d'évaluation
- synthese 1 ereDocument2 pagessynthese 1 erefelhimokhtar613Pas encore d'évaluation
- ECHANTILLONDocument34 pagesECHANTILLONSofianePas encore d'évaluation
- Devoir de Controle N 1Document3 pagesDevoir de Controle N 1Jelliti FathiPas encore d'évaluation
- PV Solar Cell Perovskites MaterialDocument108 pagesPV Solar Cell Perovskites MaterialHēm HicPas encore d'évaluation
- 2016 Mast1 TFM PARTIEL AdvancManufTech S1Document4 pages2016 Mast1 TFM PARTIEL AdvancManufTech S1cha benPas encore d'évaluation
- TD ConstructionDocument6 pagesTD ConstructionYoussef TrimechPas encore d'évaluation
- F.M103 - 3Document3 pagesF.M103 - 3ismail danoudePas encore d'évaluation
- Construction Metallique (Notes de Cours Et Applications)Document48 pagesConstruction Metallique (Notes de Cours Et Applications)Razika SAID DJAATPas encore d'évaluation
- Compléter L'actigramme A0 de La Fonction Globale D'un CompresseurDocument2 pagesCompléter L'actigramme A0 de La Fonction Globale D'un CompresseurNoureddine HermetienPas encore d'évaluation
- Examen SHP 2016Document4 pagesExamen SHP 2016saif SaadiPas encore d'évaluation
- FD13 - Test Prérequis - Distribution-Technicien Lignes MT&BT - (5-6 - )Document4 pagesFD13 - Test Prérequis - Distribution-Technicien Lignes MT&BT - (5-6 - )bouamoud4Pas encore d'évaluation
- Devoir de Contrôle N°2 - Technologie Unité de Préparation de Membrane de Pile À Cmbustible - Bac Technique (2011-2012) MR ABDELLATIF HENI PDFDocument8 pagesDevoir de Contrôle N°2 - Technologie Unité de Préparation de Membrane de Pile À Cmbustible - Bac Technique (2011-2012) MR ABDELLATIF HENI PDFabdelbasset11Pas encore d'évaluation
- DC1 2eme InfoDocument3 pagesDC1 2eme InfoRiadh MarouaniPas encore d'évaluation
- Série D'exercices - Génie Mécanique - Variéte - Bac Technique (2019-2020) MR BEN AMMAR MUSTAPHADocument24 pagesSérie D'exercices - Génie Mécanique - Variéte - Bac Technique (2019-2020) MR BEN AMMAR MUSTAPHAElarbi Jaffel100% (3)
- These Sur L'etude de CoupeDocument149 pagesThese Sur L'etude de Coupesaifdjoomba100% (1)
- 9386 E5 U53 Bts Ic 2017 Dossier Questions Reponses Partie 2Document5 pages9386 E5 U53 Bts Ic 2017 Dossier Questions Reponses Partie 2Ibro BahPas encore d'évaluation
- Controle 2 - 1 S2 PC 1bac FRDocument3 pagesControle 2 - 1 S2 PC 1bac FRAlae AnouarPas encore d'évaluation
- Examen Mecanique Appliqué 2021Document3 pagesExamen Mecanique Appliqué 2021riadhPas encore d'évaluation
- Examen 2014Document4 pagesExamen 2014Brahim MouhcinePas encore d'évaluation
- Examen 2014 PDFDocument4 pagesExamen 2014 PDFBrahim MouhcinePas encore d'évaluation
- Traité d'économétrie financière: Modélisation financièreD'EverandTraité d'économétrie financière: Modélisation financièrePas encore d'évaluation
- Distr ProbaDocument37 pagesDistr ProbaOumaima OughnimaPas encore d'évaluation
- Item 362 - AesDocument4 pagesItem 362 - AesSofia RhellabPas encore d'évaluation
- Exam MDMDocument4 pagesExam MDMHaithem AminePas encore d'évaluation
- Cas IS AmortissementsDocument3 pagesCas IS AmortissementsT. AndersonPas encore d'évaluation
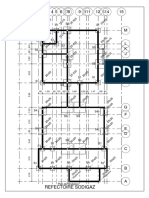
- Structure REFECTOIRE SODIGAZ PDFDocument44 pagesStructure REFECTOIRE SODIGAZ PDFheheheyPas encore d'évaluation
- Chauffeur SPLDocument1 pageChauffeur SPLmeryem.vfsPas encore d'évaluation
- Les Thèmes Du Dalf C1Document28 pagesLes Thèmes Du Dalf C1Ioana Babarus100% (1)
- Sco BP1Document5 pagesSco BP1Philippe Diego DelasvegasPas encore d'évaluation
- Sup'air SellettesDocument1 pageSup'air SellettesStefanoPas encore d'évaluation
- Catalogue PHOTOFLEX en FrancaisDocument26 pagesCatalogue PHOTOFLEX en FrancaisAllanlitwinPas encore d'évaluation
- Cours de Gestion de Production 1.2.3 Gmp2 VPDocument30 pagesCours de Gestion de Production 1.2.3 Gmp2 VPMohamed SabrePas encore d'évaluation
- Syllabus LAITS ET PRODUITS LAITIERS - 2Document3 pagesSyllabus LAITS ET PRODUITS LAITIERS - 2Gedion DouaPas encore d'évaluation
- Is - Corrigé de L - Étude de Cas Ayda (Version 2016)Document5 pagesIs - Corrigé de L - Étude de Cas Ayda (Version 2016)Hicham DaouchPas encore d'évaluation
- Matièreexamen 4 Ème Aet DDocument6 pagesMatièreexamen 4 Ème Aet DToby 17Pas encore d'évaluation
- ToyotismeDocument4 pagesToyotismeAbdelkarimPas encore d'évaluation
- Act2 1Document4 pagesAct2 1nassima ghallabiPas encore d'évaluation
- Solution TD3 Module POO Univ OuarglaDocument7 pagesSolution TD3 Module POO Univ OuarglaEmna KanzariPas encore d'évaluation
- Cours 3 ProthèseDocument4 pagesCours 3 ProthèseDDan2005Pas encore d'évaluation
- Dictionnaire Amoureux Des Dieux Et Des DéessesDocument273 pagesDictionnaire Amoureux Des Dieux Et Des DéessesKone Assane100% (1)
- Introduction A L'immunologieDocument9 pagesIntroduction A L'immunologieBalakibawi ESSOPas encore d'évaluation
- Hygiène HospitalièreDocument4 pagesHygiène HospitalièreJamal MalouPas encore d'évaluation
- TD2 MCC Corrigé InfotroniqueDocument3 pagesTD2 MCC Corrigé InfotroniqueRima AlayaPas encore d'évaluation
- Facteur de PuissanceDocument9 pagesFacteur de PuissancesonoumoudjibouPas encore d'évaluation
- Cours OrdonnacementDocument17 pagesCours OrdonnacementMed ArefPas encore d'évaluation
- Les Bases de La Thermodynamique 2 Chapitre II PDFDocument11 pagesLes Bases de La Thermodynamique 2 Chapitre II PDFmahdi amraouiPas encore d'évaluation
- Karim, Ousmane Socé PDFDocument27 pagesKarim, Ousmane Socé PDFL’unique SuperboyPas encore d'évaluation
- Glossaire Les Littoraux - PufDocument11 pagesGlossaire Les Littoraux - PufAndréaPas encore d'évaluation
- TIG Ta33 Panneau de Commande FRDocument22 pagesTIG Ta33 Panneau de Commande FRk.a55Pas encore d'évaluation
- Soukhoï Su-57 - WikipédiaDocument10 pagesSoukhoï Su-57 - WikipédiaMohamed Lamine TourePas encore d'évaluation
- Examples Questions Examen AcoustiqueDocument4 pagesExamples Questions Examen AcoustiquePierreFontenellePas encore d'évaluation