Vous aimerez peut-être aussi
- 23-Specification TYPE SOUDE SPIRALEDocument24 pages23-Specification TYPE SOUDE SPIRALECOSIDER CANALISATIONPas encore d'évaluation
- Actemium Ins LST 001 ValidéDocument6 pagesActemium Ins LST 001 Validéa.elhssaniPas encore d'évaluation
- Schema - 118946 - 4023901 - 2ai - Cote D'ivoire - Sbc7l Mixte + ManutDocument57 pagesSchema - 118946 - 4023901 - 2ai - Cote D'ivoire - Sbc7l Mixte + ManutSteve Evans BeguhePas encore d'évaluation
- F-QHSE-2182 Evaluation de La Conformité FACDocument187 pagesF-QHSE-2182 Evaluation de La Conformité FACLiban AimoulPas encore d'évaluation
- Manitou MT 1030 EASY MR647412FR 2018-04Document438 pagesManitou MT 1030 EASY MR647412FR 2018-04antoine churinPas encore d'évaluation
- UntitledDocument612 pagesUntitledYerk Man100% (1)
- 6 Fev Au 12 Fev 2023Document2 pages6 Fev Au 12 Fev 2023phillos prince sekaPas encore d'évaluation
- Modèle de Fiche de Réception Des Travaux ExécutésDocument1 pageModèle de Fiche de Réception Des Travaux Exécutéshabib100% (2)
- Rapport JournalierDocument3 pagesRapport JournalierZhou YouPas encore d'évaluation
- Fiche de Conformité-Implantation Dalle Du VentingDocument1 pageFiche de Conformité-Implantation Dalle Du Ventingnda cyrillePas encore d'évaluation
- S001305-05 REV A (GC Spec)Document2 pagesS001305-05 REV A (GC Spec)marouen gataaPas encore d'évaluation
- TCG A XX XXX 4 152 Intro Rev ADocument10 pagesTCG A XX XXX 4 152 Intro Rev AReda RedaPas encore d'évaluation
- Pages de Offre TechniqueDocument32 pagesPages de Offre TechniqueYoussef DaoudPas encore d'évaluation
- Guide Utilisateur - ASE 2000Document15 pagesGuide Utilisateur - ASE 2000Salvador FayssalPas encore d'évaluation
- Ot3073-20 Moule Bride Droplet - Inlet+outlet FlangeDocument1 pageOt3073-20 Moule Bride Droplet - Inlet+outlet FlangebecemPas encore d'évaluation
- DRL-003 Motor Deutz TCD 3.6Document1 pageDRL-003 Motor Deutz TCD 3.6Samuel LamedaPas encore d'évaluation
- Compte Rendu D'appel D'offreDocument1 pageCompte Rendu D'appel D'offrereda bouabdPas encore d'évaluation
- Montage DBC LGV SeaDocument65 pagesMontage DBC LGV SeaAzziz MIFTAHPas encore d'évaluation
- S001305-08 Rev A (CDN12-6)Document2 pagesS001305-08 Rev A (CDN12-6)marouen gataaPas encore d'évaluation
- PXR Impaea2024013114395418Document1 pagePXR Impaea2024013114395418HB RIMPas encore d'évaluation
- Vae Porcedure Manutention Et Pose SkidsDocument5 pagesVae Porcedure Manutention Et Pose SkidsVirginie NanaPas encore d'évaluation
- CERTI F 0951 Certificat AERO V2Document1 pageCERTI F 0951 Certificat AERO V2Rim BdidaPas encore d'évaluation
- (Rte-BCU) RSPACE - Exigences Fonctionnelles Du BCU - Ind.4.1CCDocument216 pages(Rte-BCU) RSPACE - Exigences Fonctionnelles Du BCU - Ind.4.1CCIRELECPas encore d'évaluation
- 1146Z-TRHT-DI-P-1300045 PLAN ISOMETRIQUE DE RACCORDEMENT DE PUITS IAK-3 REV 0-2-ObjetDocument1 page1146Z-TRHT-DI-P-1300045 PLAN ISOMETRIQUE DE RACCORDEMENT DE PUITS IAK-3 REV 0-2-ObjetbelhaskaPas encore d'évaluation
- Bo SRFDocument40 pagesBo SRFPink FloydPas encore d'évaluation
- Cer Rac049Document9 pagesCer Rac049MORELLI silvioPas encore d'évaluation
- SHEMA Pompe À Eau + Kit de Courroie de Distribution XSARADocument1 pageSHEMA Pompe À Eau + Kit de Courroie de Distribution XSARALoic RegneauPas encore d'évaluation
- Annexe+21+101903701701R003 Usine+LIOT Rapport+Zones+à+Risque+Document12 pagesAnnexe+21+101903701701R003 Usine+LIOT Rapport+Zones+à+Risque+Nacer MfkPas encore d'évaluation
- Mode Opératoire Travaux Génie CivilDocument17 pagesMode Opératoire Travaux Génie CivilcharafsetlePas encore d'évaluation
- Probmis: (/probmis-Web/menu - JSF) ExecutionDocument4 pagesProbmis: (/probmis-Web/menu - JSF) ExecutionREVEL Web DevPas encore d'évaluation
- Guide Des Procedures de L'agent de Controle - Partie 03Document12 pagesGuide Des Procedures de L'agent de Controle - Partie 03toufik sayahPas encore d'évaluation
- Dta Renolit OndexDocument11 pagesDta Renolit OndexThi BautPas encore d'évaluation
- S001305-01 REV A (Orifice Meter Runs)Document3 pagesS001305-01 REV A (Orifice Meter Runs)marouen gataaPas encore d'évaluation
- Manel Mi30dDocument302 pagesManel Mi30dChachou Mohamed100% (1)
- Methodologie de Pose de L'isolation en Polyuretane - Clim017Document5 pagesMethodologie de Pose de L'isolation en Polyuretane - Clim017Sidi OuattaraPas encore d'évaluation
- Controle Technique Clio 2Document1 pageControle Technique Clio 2kilian braquePas encore d'évaluation
- S001305-07 Rev A (CDN 12-4)Document2 pagesS001305-07 Rev A (CDN 12-4)marouen gataaPas encore d'évaluation
- E29BDocument6 pagesE29BBinder GrewalPas encore d'évaluation
- P.E.H Epc2 RV 04Document75 pagesP.E.H Epc2 RV 04Riad ManamanniPas encore d'évaluation
- WPS 5 EttDocument2 pagesWPS 5 EttMourad SeloughaPas encore d'évaluation
- PV Definitif Total L3 Gestion - EconomieDocument193 pagesPV Definitif Total L3 Gestion - Economienkbghftgqkshdy nbhncdchvdsjPas encore d'évaluation
- 3000H FDC 25 K8 FantuzziDocument1 page3000H FDC 25 K8 FantuzziChPas encore d'évaluation
- OUA2-SRME-CD-0004 r00 POWER PLANT FUNCTIONAL DESCRIPTION AND OPERATION MODESDocument51 pagesOUA2-SRME-CD-0004 r00 POWER PLANT FUNCTIONAL DESCRIPTION AND OPERATION MODESMarwa LitePas encore d'évaluation
- TRHT Ap MT 00 Oo 002 - 0Document20 pagesTRHT Ap MT 00 Oo 002 - 0Riad ManamanniPas encore d'évaluation
- Specification PCDocument34 pagesSpecification PCsami100% (1)
- Atj 647123FR - 19-11-2013Document266 pagesAtj 647123FR - 19-11-2013Wessley JolyPas encore d'évaluation
- 511 A - Fap - TransfoDocument5 pages511 A - Fap - TransfoelissaminoPas encore d'évaluation
- Zz-Outils ComptabiliteDocument32 pagesZz-Outils ComptabiliteGentil KiperisePas encore d'évaluation
- Règlement - Tableau Synoptique D'achatDocument2 pagesRèglement - Tableau Synoptique D'achatYoucef Seghier100% (1)
- TTrafic IIDocument302 pagesTTrafic IIgotak38901Pas encore d'évaluation
- Annexe NormisoDocument4 pagesAnnexe Normisoabaelwalid01Pas encore d'évaluation
- L1B 401000 CRK 100 PLN 003 B Schéma Électrique Ascenseur Type2Document44 pagesL1B 401000 CRK 100 PLN 003 B Schéma Électrique Ascenseur Type2Mohamed AbdolahPas encore d'évaluation
- PDG1Document1 pagePDG1bendriss.cid.arepttaPas encore d'évaluation
- SB-SGTM-Q-010-00 - Fiche Technique AGGLOSDocument5 pagesSB-SGTM-Q-010-00 - Fiche Technique AGGLOSSambPas encore d'évaluation
- AMI - N001 - 2017 - ASECNA - SERVICES - AG - Etudes - Fourniture - Sevices - Intgres - TelecommunicationDocument71 pagesAMI - N001 - 2017 - ASECNA - SERVICES - AG - Etudes - Fourniture - Sevices - Intgres - Telecommunicationигор игорPas encore d'évaluation
- Annexe - Technique NORMISODocument4 pagesAnnexe - Technique NORMISOTaki JuvePas encore d'évaluation
- Cabriolé / Caw: Feuille de DimensionsDocument2 pagesCabriolé / Caw: Feuille de DimensionsTenakhaPas encore d'évaluation
- Falaise: Vers OranDocument1 pageFalaise: Vers OranNour Djihan ReguigPas encore d'évaluation
- Accès à l’électricité en Afrique subsaharienne: Adoption, fiabilité, et facteurs complémentaires d'impact économiqueD'EverandAccès à l’électricité en Afrique subsaharienne: Adoption, fiabilité, et facteurs complémentaires d'impact économiquePas encore d'évaluation
- Nouvotub TPC Tube - TplastDocument2 pagesNouvotub TPC Tube - TplastCOSIDER CANALISATIONPas encore d'évaluation
- 5-Guide de Gestion ChantierDocument10 pages5-Guide de Gestion ChantierCOSIDER CANALISATIONPas encore d'évaluation
- Chapitre 3Document10 pagesChapitre 3COSIDER CANALISATIONPas encore d'évaluation
- 5-Structure en Bois-Lamellé Collé Et Structure SpécialeDocument128 pages5-Structure en Bois-Lamellé Collé Et Structure SpécialeCOSIDER CANALISATIONPas encore d'évaluation
- Chapitre IDocument7 pagesChapitre IFerhat OutalebPas encore d'évaluation
- Cours Etude de Prix PDFDocument107 pagesCours Etude de Prix PDFsalifsy100% (10)
- M13-Etude Coffrage Ferraillage Éléments porteur-BTP-TDBDocument70 pagesM13-Etude Coffrage Ferraillage Éléments porteur-BTP-TDBCOSIDER CANALISATIONPas encore d'évaluation
- Calcul de DalotDocument50 pagesCalcul de Dalotlimmoud2j94% (16)
- Rénovation Du Poste Source 63 - 20kV ERDF PDFDocument40 pagesRénovation Du Poste Source 63 - 20kV ERDF PDFsamueldotouPas encore d'évaluation
- Colles Et Adhã©sifs Caractã©ristiques Et TypesDocument20 pagesColles Et Adhã©sifs Caractã©ristiques Et TypesCOSIDER CANALISATIONPas encore d'évaluation
- Colles Et Adhã©sifs Caractã©ristiques Et TypesDocument20 pagesColles Et Adhã©sifs Caractã©ristiques Et TypesCOSIDER CANALISATIONPas encore d'évaluation
- 14-غادة عبد الوهاب +جليل لمينDocument82 pages14-غادة عبد الوهاب +جليل لمينCOSIDER CANALISATIONPas encore d'évaluation
- Planungsleitfaden F 150dpiDocument44 pagesPlanungsleitfaden F 150dpiCOSIDER CANALISATIONPas encore d'évaluation
- Tronçonnement RGZ2 CosiderDocument1 pageTronçonnement RGZ2 CosiderCOSIDER CANALISATIONPas encore d'évaluation
- Etude Impact Jerba ZarzisDocument105 pagesEtude Impact Jerba ZarzisRati Tari100% (3)
- Ltpo PDFDocument8 pagesLtpo PDFCOSIDER CANALISATIONPas encore d'évaluation
- Puit AnodiqueDocument3 pagesPuit AnodiqueCOSIDER CANALISATIONPas encore d'évaluation
- Jauges D'inspection SoudageDocument5 pagesJauges D'inspection SoudageCOSIDER CANALISATIONPas encore d'évaluation
- Note de Calcul CAVALIER - Rév 01Document11 pagesNote de Calcul CAVALIER - Rév 01COSIDER CANALISATION100% (1)
- Synoptyique ProjetDocument1 pageSynoptyique ProjetCOSIDER CANALISATIONPas encore d'évaluation
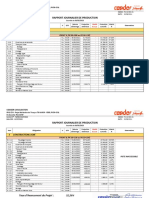
- Rapport Journalier RGZ2 Du 04-03-2023 PDFDocument2 pagesRapport Journalier RGZ2 Du 04-03-2023 PDFCOSIDER CANALISATIONPas encore d'évaluation
- PV Arret Des Travaux Le 26-02-2023Document1 pagePV Arret Des Travaux Le 26-02-2023COSIDER CANALISATIONPas encore d'évaluation
- Plan Qualite GENIE MECANIQUEDocument19 pagesPlan Qualite GENIE MECANIQUECOSIDER CANALISATIONPas encore d'évaluation
- Procedes SoudageDocument74 pagesProcedes SoudageOualid Berkouk100% (1)
- Contraintes Rencontres Durant Cette PériodeDocument1 pageContraintes Rencontres Durant Cette PériodeCOSIDER CANALISATIONPas encore d'évaluation
- Ait Gherbi, ChafiaDocument115 pagesAit Gherbi, ChafiaWendkouni Josoé OUEDRAOGOPas encore d'évaluation
- Devoir de Synthèse N 2: Ministère de L'éducationDocument3 pagesDevoir de Synthèse N 2: Ministère de L'éducationLotfi HmdPas encore d'évaluation
- Traitement Des GPLDocument11 pagesTraitement Des GPLNa WelPas encore d'évaluation
- s2 - sp2006 - Copie PDFDocument4 pagess2 - sp2006 - Copie PDFIBRAHIMA NDIAYEPas encore d'évaluation
- Preuve Bac Blanc 2022 PCT Serie D Collectif Des Collèges Privés Du BorgouDocument4 pagesPreuve Bac Blanc 2022 PCT Serie D Collectif Des Collèges Privés Du BorgouJoliette KplokaPas encore d'évaluation
- TD Nomenclature Corrige 3Document3 pagesTD Nomenclature Corrige 3Stachis MadiambaPas encore d'évaluation
- Chimie en Solution @Document48 pagesChimie en Solution @Ambroise DadjaPas encore d'évaluation
- Norme ChimieDocument4 pagesNorme ChimieOmar BrahamPas encore d'évaluation
- Charbon ActifDocument19 pagesCharbon Actifkk87% (31)
- Analyse Et Interprétation D'étude PVT Intégrée Dans L'évaluation Des Propriétés de Fluide de RéservoirDocument74 pagesAnalyse Et Interprétation D'étude PVT Intégrée Dans L'évaluation Des Propriétés de Fluide de Réservoirinstructor drilling100% (1)
- CHOHRI HayetDocument89 pagesCHOHRI Hayetrabemanana.lucPas encore d'évaluation
- Porosité Du PapierDocument6 pagesPorosité Du PapierDéborah LuiraPas encore d'évaluation
- BEPC Blanc 2021 Et Corrigé SPTDocument5 pagesBEPC Blanc 2021 Et Corrigé SPTGaetan MessanviPas encore d'évaluation
- Atome - Modele AtomiqueDocument14 pagesAtome - Modele AtomiquelolPas encore d'évaluation
- Exo 8 9 10 11 12 13 14 15 16 Et 17 - CopieDocument27 pagesExo 8 9 10 11 12 13 14 15 16 Et 17 - CopieInas Dr100% (1)
- Module 2Document33 pagesModule 2oclgi.oouPas encore d'évaluation
- Equilibre Acido-BasiqueDocument2 pagesEquilibre Acido-Basiquetiennou.lololPas encore d'évaluation
- TD 3Document7 pagesTD 3Abdou HajjajiPas encore d'évaluation
- TP 2 Chimie Physique 2022Document3 pagesTP 2 Chimie Physique 2022Soudani SaraPas encore d'évaluation
- Liberation de L Energie Emmagasinee Dans La Matiere Organique Activites 1 PDFDocument14 pagesLiberation de L Energie Emmagasinee Dans La Matiere Organique Activites 1 PDFpdfPas encore d'évaluation
- Thèse: Doctorat de L'Université de ToulouseDocument113 pagesThèse: Doctorat de L'Université de ToulouseDjamila BENYOUCEFPas encore d'évaluation
- Fiche TD 1 Structure de La Matière L1-ST 2021-2022Document1 pageFiche TD 1 Structure de La Matière L1-ST 2021-2022IkHlas AkkPas encore d'évaluation
- PDF Extrait Reservoir DLDocument132 pagesPDF Extrait Reservoir DLSona TrakPas encore d'évaluation
- Synthese Du Diphenyl-1,3 Epoxypropan-1-OneDocument5 pagesSynthese Du Diphenyl-1,3 Epoxypropan-1-OneHoussem Eddine KAFI100% (1)
- PC - Corriges Et Bareme Bac Blanc Serie DDocument4 pagesPC - Corriges Et Bareme Bac Blanc Serie DSarah DiomandePas encore d'évaluation
- 1-Introduction:: Manipulation #2Document4 pages1-Introduction:: Manipulation #2Hi BaPas encore d'évaluation
- Série 2-DDocument2 pagesSérie 2-DWissam TizaPas encore d'évaluation
- Jean Louis CUQ Chromatographie Liquide HPLCDocument101 pagesJean Louis CUQ Chromatographie Liquide HPLCsndqjwkkwcsdPas encore d'évaluation
- Définition:: MolaritéDocument6 pagesDéfinition:: MolaritéManel AIT LARBIPas encore d'évaluation
- Fiche Technique Bouteilles CompositeDocument1 pageFiche Technique Bouteilles CompositeAzizPas encore d'évaluation