Vous aimerez peut-être aussi
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Palan Électrique À Cable DonatiI DRH PDFDocument28 pagesPalan Électrique À Cable DonatiI DRH PDFHalloua40100% (1)
- Alignement Conventionnel WWW Cours-Electromecanique Com 2Document52 pagesAlignement Conventionnel WWW Cours-Electromecanique Com 2Df Fez100% (1)
- Memoire Avec Solide Works Des TrainsDocument103 pagesMemoire Avec Solide Works Des Trainsslimane taleb bahmedPas encore d'évaluation
- Catalogue Graissage 20083Document36 pagesCatalogue Graissage 20083Nacer NacerPas encore d'évaluation
- PTSI - Cours LubrificationDocument7 pagesPTSI - Cours LubrificationAmjed0% (1)
- 9 Veaux TrainsDocument268 pages9 Veaux TrainsKhalil MokhPas encore d'évaluation
- CintrageDocument7 pagesCintrageTriki Bilel50% (2)
- Le RivetageDocument14 pagesLe RivetageBaptiste Fourcade100% (1)
- Ch3 Montage Et Demontage Des RoulementsDocument10 pagesCh3 Montage Et Demontage Des RoulementsAbdoul fataouPas encore d'évaluation
- DownloadDocument10 pagesDownloadHamza Bou0% (1)
- Classification Et Montage de La TuyauterieDocument121 pagesClassification Et Montage de La TuyauterieimenePas encore d'évaluation
- Paliers Lisses, Coussinets, RotulesDocument11 pagesPaliers Lisses, Coussinets, RotulesBabacar Kane100% (1)
- 7 - Les Garnitures MécaniquesDocument57 pages7 - Les Garnitures Mécaniqueslee marvin Bilong100% (1)
- RC45 TreuilsDocument28 pagesRC45 Treuilsjoin filtrePas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Les Défaillances HydrauliqueDocument12 pagesLes Défaillances HydrauliqueAziz Amtdi100% (3)
- M - 24 - Dispositifs de Transmission D'énergie Mécanique - (WWW - Diploma.ma)Document62 pagesM - 24 - Dispositifs de Transmission D'énergie Mécanique - (WWW - Diploma.ma)Ibrahim Taki100% (1)
- U1-NT11 La Construction MétalliqueDocument56 pagesU1-NT11 La Construction MétalliquefontainePas encore d'évaluation
- Liltltltllll: IlrlililtltlDocument1 pageLiltltltllll: IlrlililtltldavidPas encore d'évaluation
- 01 - Dossier Symboles HydrauliquesDocument11 pages01 - Dossier Symboles HydrauliquesLehleh Rida0% (1)
- CH17 - Pompe Centrifuge ÉquilibrageDocument57 pagesCH17 - Pompe Centrifuge ÉquilibrageSarra BÉCHIRI100% (2)
- TP 4 Etude Systeme Differentiel PDFDocument10 pagesTP 4 Etude Systeme Differentiel PDFYoucef MimouniPas encore d'évaluation
- TD Conducteurs Et Cables - Correction - PDFDocument4 pagesTD Conducteurs Et Cables - Correction - PDFyoussef69% (13)
- M20 Arbres Roulements Et Coussinets EM-GE-EMDocument65 pagesM20 Arbres Roulements Et Coussinets EM-GE-EMMohssin Ben Hammou100% (3)
- Presse Mecanique A ExcentriqueDocument1 pagePresse Mecanique A ExcentriqueAymen Hssaini0% (1)
- Livre Mécanique Industrielle de Construction Et D'entretien en PDFDocument30 pagesLivre Mécanique Industrielle de Construction Et D'entretien en PDFMichelTsarasoa100% (2)
- Pinacho 200 225 FRDocument46 pagesPinacho 200 225 FRgilmarto0% (1)
- Ch4 Alignement Des ArbresDocument16 pagesCh4 Alignement Des Arbreschabane_148549Pas encore d'évaluation
- Livret5 AjustageDocument40 pagesLivret5 AjustageOualidPas encore d'évaluation
- Chapitre 5 Lubrification Des RoulementsDocument19 pagesChapitre 5 Lubrification Des RoulementsKamel BousninaPas encore d'évaluation
- Tribologie MasterDocument15 pagesTribologie Masterabderazak100% (1)
- Elements en Tuyauterie - EleveDocument7 pagesElements en Tuyauterie - Eleveserge RinaudoPas encore d'évaluation
- Listes Pfe Licence 2017Document5 pagesListes Pfe Licence 2017Samir2020Pas encore d'évaluation
- AlignementDocument5 pagesAlignementZahrae Assellalou100% (1)
- Choix de MatDocument28 pagesChoix de MatJay SlvatrPas encore d'évaluation
- 02b - Les Fluides Hydraulique PDFDocument3 pages02b - Les Fluides Hydraulique PDFkaka kaladzePas encore d'évaluation
- Cours Des RoulementsDocument15 pagesCours Des Roulementsouidiane essaoudPas encore d'évaluation
- Coursd'Document64 pagesCoursd'Jaouad ElPas encore d'évaluation
- Chapitre 5 Assemblages Par Rivets 2022Document9 pagesChapitre 5 Assemblages Par Rivets 2022Meriem MeriemPas encore d'évaluation
- Dimensionner Un Circuit Hydraulique Pour Une Presse - 40T (Feuille de Calcul)Document10 pagesDimensionner Un Circuit Hydraulique Pour Une Presse - 40T (Feuille de Calcul)lynda jerbiaPas encore d'évaluation
- Filetage Taraudage 1 PDFDocument5 pagesFiletage Taraudage 1 PDFTriki BilelPas encore d'évaluation
- Poulie Et Courroie PDFDocument14 pagesPoulie Et Courroie PDFchouchenePas encore d'évaluation
- Engrenage HéliquoidaleDocument105 pagesEngrenage HéliquoidaleKhemili SayfPas encore d'évaluation
- Cours EtancheiteDocument2 pagesCours Etancheitekakem61100% (1)
- 2 - Principe D'extraction D'huile D'olive - Pompe Mono-VisDocument6 pages2 - Principe D'extraction D'huile D'olive - Pompe Mono-VisJawher SalemPas encore d'évaluation
- Memoir A ImprimerDocument84 pagesMemoir A ImprimerDorcas Moussima ZoaPas encore d'évaluation
- Pompe Hélico-CentrifugeDocument7 pagesPompe Hélico-CentrifugeMouhamed MaamouliPas encore d'évaluation
- Exposé Palier Lisse RtsDocument45 pagesExposé Palier Lisse RtsSiwar Al-Felah100% (1)
- Etude Et Maintenance de La Pompe À Boue, Cas TP197 ENTPDocument91 pagesEtude Et Maintenance de La Pompe À Boue, Cas TP197 ENTPbouzid benouadfelPas encore d'évaluation
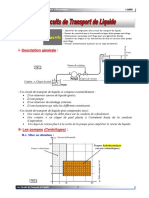
- Chap2 Les Circuits de Transport de LiquideDocument17 pagesChap2 Les Circuits de Transport de LiquideAla Massoudi100% (1)
- GarnituresDocument86 pagesGarnituresOp Po100% (3)
- 6 AlignementDocument65 pages6 AlignementMohamed Ouadie SBAI100% (1)
- Chapitre 3 Travaux Sur Les Pompes PDFDocument24 pagesChapitre 3 Travaux Sur Les Pompes PDFMikaelViany NguimbiPas encore d'évaluation
- Projet LignageDocument17 pagesProjet LignagetelcimantchinkatiPas encore d'évaluation
- EXPOSÊDocument10 pagesEXPOSÊMohamed BelhoudaPas encore d'évaluation
- TP Alignement Des ArbresDocument7 pagesTP Alignement Des ArbresoumaimaaomariPas encore d'évaluation
- Mf-Instructions FrenchDocument2 pagesMf-Instructions FrenchAdony Ndinga NdingaPas encore d'évaluation
- Support A AlignementDocument68 pagesSupport A AlignementbottiotherPas encore d'évaluation
- Jauge Laser Alignement Des Roues Avant: Laser Wheel Alignment Gauge Front WheelsDocument12 pagesJauge Laser Alignement Des Roues Avant: Laser Wheel Alignment Gauge Front WheelswilliamPas encore d'évaluation
- 10vilebrequin PDFDocument5 pages10vilebrequin PDFmabroukPas encore d'évaluation
- RC60 TreuilsDocument29 pagesRC60 TreuilsmohamedPas encore d'évaluation
- Exercice Esa PDFDocument53 pagesExercice Esa PDFAnonymous z1YdjrQt7Q50% (2)
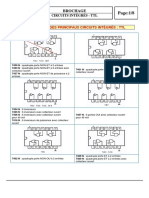
- Brochage Des Principaux CI-TTLDocument8 pagesBrochage Des Principaux CI-TTLyoussef100% (1)
- Exercices Theoreme de Thevenin - Cours Genie Electrique 2steDocument1 pageExercices Theoreme de Thevenin - Cours Genie Electrique 2steyoussefPas encore d'évaluation
- Les Conduits Électriques PDFDocument9 pagesLes Conduits Électriques PDFyoussefPas encore d'évaluation
- Exhaust LineDocument8 pagesExhaust LineAnxo Ferreira ParadaPas encore d'évaluation
- Rodage Des Soupapes: Contrôles À EffectuerDocument2 pagesRodage Des Soupapes: Contrôles À EffectuerBellaaj YassinPas encore d'évaluation
- SMT Brochure BUS FR Global WebDocument9 pagesSMT Brochure BUS FR Global WebAboubacar IbrahimPas encore d'évaluation
- BenfraresRachida BouraMilissaDocument92 pagesBenfraresRachida BouraMilissaBibo LovitchePas encore d'évaluation
- Tracteur Tondeuse Husqvarna ct153 Vue-Eclate-Liste-Des-Pieces 2011-03Document27 pagesTracteur Tondeuse Husqvarna ct153 Vue-Eclate-Liste-Des-Pieces 2011-03David 87150Pas encore d'évaluation
- CH4 Pompes Part1Document23 pagesCH4 Pompes Part1Abdul AfailaPas encore d'évaluation
- LB Pep Extrait FRDocument24 pagesLB Pep Extrait FRLassouag ChafaaPas encore d'évaluation
- Checklist Bucker HB-UUL V20Document4 pagesChecklist Bucker HB-UUL V20Florian SterchiPas encore d'évaluation
- Barthe Rothofluid Pro III - PRO IV TurntableDocument4 pagesBarthe Rothofluid Pro III - PRO IV TurntableEduPas encore d'évaluation
- DC N1 2iemeDocument5 pagesDC N1 2iemeAdel KmimechPas encore d'évaluation
- Exercices Dentrainement À Lexamen FinalDocument6 pagesExercices Dentrainement À Lexamen Finalimane imanePas encore d'évaluation
- 03b PDFDocument8 pages03b PDFAbd Nefrolitotomía PercutáneaPas encore d'évaluation
- Riparazione RD28C Fra PDFDocument506 pagesRiparazione RD28C Fra PDFazze bouz100% (1)
- CH05 Mécanisme de Transmission Du MouvementDocument8 pagesCH05 Mécanisme de Transmission Du Mouvementmouf zerargaPas encore d'évaluation
- Aixam Brochure-Electrique 062022 CompressedDocument15 pagesAixam Brochure-Electrique 062022 Compressed48t5z6bwc9Pas encore d'évaluation
- De La Performance: À L'ExcellenceDocument28 pagesDe La Performance: À L'ExcellenceGweltaz PieguPas encore d'évaluation
- CUE00001Document2 pagesCUE00001Michel FalgayrasPas encore d'évaluation
- GPAO2021Document8 pagesGPAO2021Gabriel PhotographerPas encore d'évaluation
- Lean ManagementDocument2 pagesLean ManagementHind ChibyPas encore d'évaluation
- K20-5en Water Turbine DrivesDocument44 pagesK20-5en Water Turbine DrivesVictor Manuel BonettoPas encore d'évaluation
- Fonctionnement MastervacDocument4 pagesFonctionnement MastervacKotaro HibaPas encore d'évaluation
- CL1 - V2 Démarrage À Froid GTADocument1 pageCL1 - V2 Démarrage À Froid GTAAyoub HaijPas encore d'évaluation
- Rapport TP HydrauliqueDocument11 pagesRapport TP Hydrauliqueikram bouhadlaPas encore d'évaluation
- Meca 2009016Document13 pagesMeca 2009016benwarrenallianceoliPas encore d'évaluation
- Clio 3Document2 pagesClio 3Ilyes DzPas encore d'évaluation
- Présentation Du ProjetDocument10 pagesPrésentation Du ProjetMalekMsakniPas encore d'évaluation
- Exercices ForcesDocument4 pagesExercices ForcesLaila Mohamed C2CPas encore d'évaluation
- md3 Midtest Final1 Final 2Document5 pagesmd3 Midtest Final1 Final 2maihp.kmPas encore d'évaluation
- Cas TWINGODocument5 pagesCas TWINGOHibaPas encore d'évaluation